一种光伏组件、光伏组件的制作方法及加工设备
文献发布时间:2024-01-17 01:17:49
技术领域
本申请涉及光伏发电技术领域,尤其涉及一种光伏组件、光伏组件的制作方法及加工设备。
背景技术
在背触式电池设计中,电池的正负极均设计在电池背面,同时电池最边上栅线以及连接点几乎与电池硅片的边缘贴合,在将多个电池片焊接成电池串的过程中,连接点出现虚焊等问题的风险较大,降低了电池生产的良品率。
发明内容
本申请提供了一种光伏组件、光伏组件的制作方法及加工设备,用于解决电池片连接点处容易出现虚焊的问题。
本申请实施例提供了一种光伏组件,所述光伏组件包括:
电池串,所述电池串包括多个电池片,沿所述光伏组件的长度方向,多个所述电池片并列设置;
焊带,所述焊带沿所述光伏组件的厚度方向位于所述电池片的一侧,用于连接相邻所述电池片;
其中,所述电池片面向所述焊带的一侧沿所述光伏组件的长度方向设置有多个焊接区域,所述焊接区域与所述焊带之间设置有连接件,所述焊带通过所述连接件与所述焊接区域连接,所述连接件表面具有凹陷部。
在一种可能的实施方式中,在沿所述光伏组件厚度方向的投影中,所述凹陷部的投影位于所述焊带的投影外。
在一种可能的实施方式中,所述连接件表面具有多个所述凹陷部,多个所述凹陷部间隔设置于所述连接件表面。
在一种可能的实施方式中,所述连接件表面具有多个所述凹陷部,相邻所述凹陷部相互连通。
在一种可能的实施方式中,沿所述光伏组件的厚度方向,所述凹陷部在所述电池片中的投影为圆形或椭圆形。
在一种可能的实施方式中,沿所述光伏组件的厚度方向,所述凹陷部在所述电池片中的投影沿所述光伏组件的宽度方向的尺寸为3μm至15μm。
在一种可能的实施方式中,所述连接件包括第一区域和第二区域,所述第二区域围绕所述第一区域设置,所述第一区域和所述第二区域均具有所述凹陷部,并且所述第一区域内的凹陷部的尺寸小于所述第二区域内凹陷部的尺寸。
在一种可能的实施方式中,所述第二区域内所述凹陷部的密度为3×10
在一种可能的实施方式中,所述连接件还包括第三区域,所述第三区域围绕所述第二区域设置,沿所述光伏组件的宽度方向,所述第三区域宽度小于所述第二区域的宽度,并且所述第三区域的透光度大于所述第一区域和所述第二区域的透明度。
在一种可能的实施方式中,所述连接件为锡膏,所述焊带与所述焊接区域通过所述锡膏焊接。
本申请实施例还提供一种光伏组件的制作方法,所述光伏组件包括电池串、背板、胶膜和光伏玻璃,所述电池串包括电池片、焊带和连接件,所述光伏组件的制作方法包括以下步骤:
将所述连接件放置于所述电池片上;
将所述连接件加热固定于所述电池片上;
将固定有所述连接件的多个所述电池片放置于操作平台上;
将所述焊带放置于所述电池片固定有所述连接件的一侧;
将所述焊带通过所述连接件与所述电池片焊接得到所述电池串;
将所述背板、所述胶膜、所述电池串和所述光伏玻璃层压得到所述光伏组件。
在一种可能的实施方式中,所述连接件为锡膏,当将所述连接件加热固定于所述电池片时,所述光伏组件的制作方法包括:
将所述锡膏加热至120℃至180℃,并持续10s至60s。
在一种可能的实施方式中,所述电池片包括正极主栅和负极主栅,当将多个所述电池片放置于操作平台时,所述光伏组件的制作方法包括:
将相邻两个所述电池片中的一者转动180°,沿所述光伏组件的长度方向,使相邻所述电池片中一者的正极主栅与另一者的负极主栅位于同一直线。
本申请实施例还提供一种加工设备,用于制作光伏组件,所述光伏组件包括电池片和焊带,所述加工设备包括:
操作平台,所述电池片位于所述操作平台;
压具工装,所述压具工装位于所述操作平台放置所述电池片的一侧;
其中,所述压具工装包括支架和多个抵接件,沿所述加工设备的高度方向,所述支架与所述焊带平行设置,所述抵接件的一端与所述支架连接,另一端能够与所述焊带抵接。
本申请实施例提供一种光伏组件、光伏组件制作方法及加工设备,其中光伏组件包括电池串和焊带,电池串包括多个并排设置的电池片,焊带位于电池片的一侧,用于连接多个电池片。在电池片面向焊带的一侧设置多个焊接区域,沿光伏组件的长度方向,多个焊接区域间隔设置,在焊接区域上设置有连接件,焊带通过连接件与焊接区域焊接,降低焊带与电池片之间发生虚焊的可能。在焊带与电池片焊接后,连接件表面具有凹陷部,表明连接件中的有机溶剂已经由连接件中挥发,有利于提高焊带与电池片焊接后的可靠性。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本申请。
附图说明
图1为本申请实施例提供的电池片的结构示意图;
图2为本申请实施例提供的电池片和连接件的结构示意图;
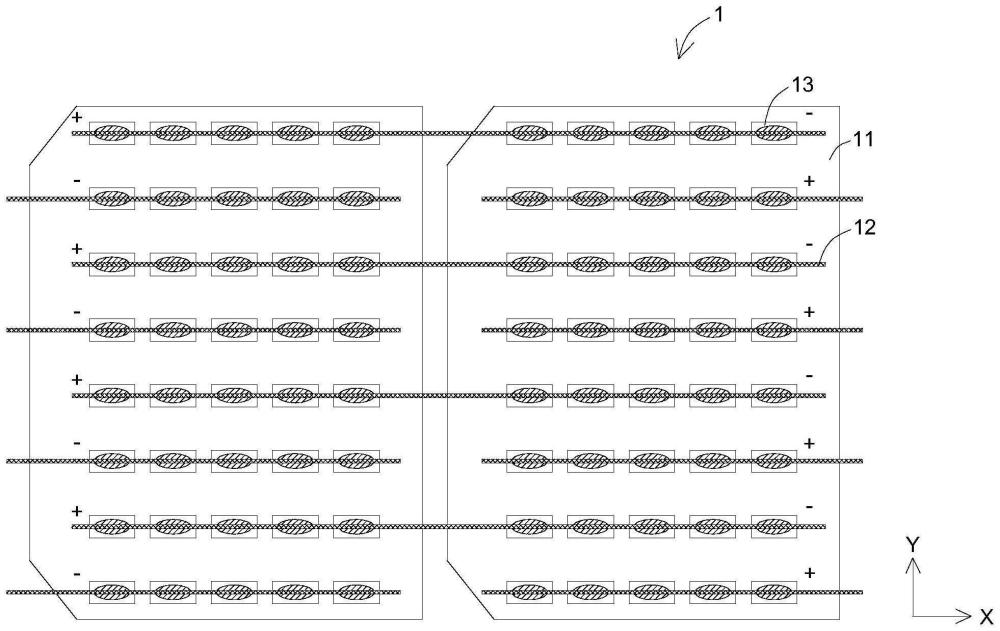
图3为本申请实施例提供的电池串的结构示意图;
图4为本申请实施例提供的加工设备的结构示意图;
图5为本申请实施例提供的连接件的微观结构图;
图6为本申请实施例提供的连接件的局部放大图;
图7为本申请实施例提供的连接件实施例一的结构示意图;
图8为本申请实施例提供的连接件实施例二的结构示意图。
附图标记:
1-电池串;
11-电池片;
111-焊接区域;
12-焊带;
13-连接件;
131-第一区域;
132-第二区域;
133-凹陷部;
134-第三区域;
2-操作平台;
3-压具工装;
31-支架;
32-抵接件;
33-弹性件。
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本申请的实施例,并与说明书一起用于解释本申请的原理。
具体实施方式
为了更好的理解本申请的技术方案,下面结合附图对本申请实施例进行详细描述。
应当明确,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本申请保护的范围。
在本申请实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本申请。在本申请实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
需要注意的是,本申请实施例所描述的“上”、“下”、“左”、“右”等方位词是以附图所示的角度来进行描述的,不应理解为对本申请实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
如图1至图7所示,本申请实施例提供一种光伏组件,包括电池串1和焊带12,电池串1包括多个沿光伏组件长度方向X并列设置的电池片11,沿光伏组件的厚度方向Z,焊带12位于电池片11的一侧,用于连接相邻的电池片11。在电池片11面向焊带12的一侧设置有多个焊接区域111,多个焊接区域111沿光伏组件的长度方向X间隔设置,在焊接区域111设置有连接件13,使焊带12通过连接件13与电池片11上的焊接区域111连接,在焊带12与焊接区域111连接后连接件13表面具有凹陷部133。
电池片11可以为背触式电池片11,电池片11上的正极主栅和负极主栅均设置在电池片11的同一侧,连接区域沿正极主栅和负极主栅间隔设置,在将多个电池片11连接成电池串1时,需要通过焊带12连接相邻电池片11上的正极主栅和负极主栅。连接件13位于连接区域,使焊带12通过连接件13与电池片11的连接区域连接,降低了焊带12与电池片11之间发生虚焊的可能,有利于提高光伏组件的良品率,同时还提高了焊接焊带12与电池片11连接后的可靠性,有利于延长光伏组件的使用寿命。连接件13的主要成分可以为锡铅或者锡铋银等金属,并且在连接件13中还添加有有机溶剂,便于焊接焊带12与电池片11,在对连接件13进行加热时,有机溶剂会受热挥发,在连接件13表面形成凹陷部133,有机溶剂挥发后有利于提高焊带12与电池片11之间的焊接强度。
如图3至图7所示,在一种可能的实施例中,沿光伏组件的厚度方向Z,焊带12与连接件13交叠,在沿光伏组件的厚度方向Z的投影中,凹陷部133在电池片11上的投影位于焊带12在电池片11上的投影区域外。
在一种可能的实施例中,在沿光伏组件的厚度方向Z的投影中,凹陷部133在电池片11上的投影与焊带12在电池片11上的投影有交叠,使焊带12与连接件13交叠的位置也具有凹陷部133。
在对连接件13进行加热时,连接件13内的有机溶剂在连接件13未完全固化时挥发,使连接件13固化后表面具有凹陷部133。在对连接件13进行加热前,有机溶剂与连接件13中的其他成分均匀混合,因此,由于有机溶剂挥发而形成的凹陷部133可能会与焊带12交叠,也可能不与焊带12交叠。凹陷部133与焊带12交叠时会降低焊带12与连接件13的接触面积,因此会降低焊带12与连接件13连接的强度,因此,在理想状态下凹陷部133的投影位于焊带12的投影外。
如图6和图7所示,在一种可能的实施例中,在连接件13表面具有多个凹陷部133,并且多个凹陷部133间隔设置。
在有机溶剂挥发的过程中,气态的有机溶剂会在连接件13表面形成气泡,随着气泡中气态的有机溶剂逐渐增多,气泡破裂使连接件13表面形成凹陷部133。在有机溶剂气化的过程中,相邻的有机溶剂会汇聚成一个气泡然后挥发出连接件13,使连接件13表面的凹陷部133间隔设置。
在一种可能的实施例中,连接件13表面具有多个凹陷部133,并且相邻凹陷部133之间相互连通。
在连接件13中有机溶剂较多或加热温度较高的情况下,有机溶剂挥发时反应剧烈,使连接件13表面的相同或相近的位置会多次形成气泡,在气泡破裂后会形成相互连通的凹陷部133。
在一种可能的实施例中,凹陷部133通过连接件13中的有机溶剂气化形成的气泡破裂而形成的,因此,在沿光伏组件厚度方向Z的投影中,凹陷部133在电池片11中的投影为圆形或椭圆形。
由于凹陷部133沿光伏组件厚度方向Z的投影为圆形或椭圆形,凹陷部133可以为半球状或圆柱状,便于有机溶剂挥发出连接件13,降低连接件13中有机溶剂的残留,有利于提高焊带12与电池片11之间焊接的可靠性。
在一种可能的实施例中,沿光伏组件的宽度Y方向,凹陷部133沿光伏组件厚度方向Z的投影的尺寸为3μm至15μm。
凹陷部133的宽度可以为3μm、6μm、9μm、12μm、15μm等,优选为9μm,若凹陷部133的宽度小于3μm,会降低有机溶剂挥发的效果,凹陷部133的宽度增加,更加便于有机溶剂的挥发,沿光伏组件的宽度Y方向,连接件13的宽度为0.2mm至1mm,具体可以为0.2mm、0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm等,若凹陷部133的宽度大于15μm,导致凹陷部133在连接件13中的占比较大,可能会影响焊带12与连接件13的连接强度。
如图7所示,在一种可能的实施例中,连接件13包括第一区域131和第二区域132,其中第二区域132围绕第一区域131设置。在第一区域131和第二区域132均设置有凹陷部133,并且第一区域131中凹陷部133的平均尺寸小于第二区域132中凹陷部133的平均尺寸。
在对连接件13进行加热时,连接件13中的有机溶剂一部分会在第一区域131挥发,另一部分会由第一区域131向第二区域132流动然后在第二区域132挥发,使第一区域131中挥发的有机溶剂小于在第二区域132中挥发的有机溶剂,因此,第一区域131中凹陷部133的尺寸小于第二区域132中凹陷部133的尺寸,还可能第一区域131中凹陷部133的数量小于第二区域132中凹陷部133的数量。
在一种可能的实施例中,第二区域132中凹陷部133的密度为3×10
第二区域132中凹陷部133的密度可以为3×10
如图8所示,在一种可能的实施例中,连接件13还包括第三区域134,第三区域134围绕第二区域132设置。在对连接件13加热的过程中,有机溶剂会沿第一区域131指向第二区域132的方向析出,在析出过程中,部分有机溶剂会在第一区域131和第二区域132内挥发,使第一区域131和第二区域132中形成凹陷部133,部分未挥发的有机溶剂会继续向第二区域132的边缘析出,在第二区域132周围形成第三区域134。
沿光伏组件的宽度方向Y,第三区域134的宽度小于第二区域132的宽度。在对连接件13进行加热的过程中,大部分有机溶剂会在第一区域131或第二区域132挥发,会有小部分的有机溶剂形第三区域134,因此第三区域134的宽度小于第二区域132的宽度。
第三区域134由未挥发的有机溶剂组成,因此第三区域134中没有因有机溶剂挥发而形成的凹陷部133,第一区域131中凹陷部133的密度可以为100个/mm
在一种可能的实施例中,连接件13可以为锡膏,焊带12和电池片11的焊接区域111通过锡膏焊接。
锡膏可以增加毛细作用和润湿性,降低焊带12与电池片11之间发生虚焊的可能,同时锡膏还可以隔离空气防止焊带12与电池片11的焊点氧化,有利于提高焊带12与电池片11焊接的可靠性。
多个并列排布的电池片11通过焊带12连接成电池串1,电池串1的上表面和下表面均设置有胶膜,在电池串1上表面还设置有光伏玻璃通过胶膜与电池串1连接,在电池串1的下表面还设置有光伏玻璃或背板,也通过胶膜与电池串1连接,组成光伏组件。
本申请实施例还提供一种光伏组件的制作方法,光伏组件包括电池串1、背板、胶膜和光伏玻璃,沿光伏组件的厚度方向,光伏玻璃、胶膜、电池串1、胶膜和背板依次设置。电池串1包括电池片11、焊带12和连接件13,沿光伏组件的长度方向,多个电池片11并列设置,焊带12用于连接件13相邻的电池片11,在多个电池片11上均设置连接件13,焊带12通过连接件13与电池片11焊接。
光伏组件的制作方法包括以下步骤:
S1、将连接件13放置于电池片11上;
S2、将连接件13通过加热固定于电池片11上;
S3、将固定有连接件13的电池片11放置于操作平台2上;
S4、将焊带12放置于电池片11固定有连接件13的一侧;
S5、将焊带12通过连接件13与电池片11焊接得到电池串1;
S6、将背板、胶膜、电池串1和光伏玻璃层压得到所述光伏组件。
先通过加热将连接件13固定于电池片11,限制了连接件13与电池片11之间的相对位置,在通过连接件13将焊带12与电池片11焊接的步骤中,降低了连接件13发生移位的可能,降低了焊带12与电池片11之间发生虚焊的可能。
电池片11包括焊接区域111,焊带12与电池片11中的焊接区域111连接,因此连接件13设置于焊接区域111。
在将连接件13放置于电池片11上时,光伏组件的制作方法包括:
S11、将连接件13印刷于电池片11的焊接区域111。
将连接件13通过印刷的方式设置于焊接区域111,便于控制连接件13的位置和形状,使连接件13位于焊带12与电池片11的焊接位置,在焊带12焊接于电池片11时,连接件13能够降低虚焊的可能。
连接件13可以为锡膏,在将连接件13加热固定于电池片11时,光伏组件的制作方法包括:
S21、将锡膏加热至120℃至180℃,并持续加热10s至60s。
将印刷有锡膏的电池片11放入固化炉中加热,加热温度可以为120℃、130℃、140℃、150℃、160℃、170℃、180℃等,加热时间可以为10s、20s、30s、40s、50s、60s等,使锡膏固化并且固定于电池片11。锡膏中包括助焊剂等有机溶剂,在锡膏固化的过程中,锡膏中的助焊剂等有机溶剂会挥发或由锡膏的中心向边缘析出,降低锡膏中有机溶剂的含量,能够增加焊带12与电池片11的焊接强度。
电池片11包括正极主栅和负极主栅,电池片11中的焊接区域111间隔设置于正极主栅和负极主栅,焊带12用于连接相邻电池片11中的正极主栅和负极主栅。
在将多个电池片11放置于操作平台2时,光伏组件的加工方法包括:
S31、将相邻两个电池片11中的一者转动180°,沿光伏组件的长度方向X,使相邻电池片11中一者的正极主栅与另一者的负极主栅位于同一直线。
电池片11中的正极主栅和负极主栅间隔设置,并且位置相同,因此,沿光伏组件的长度方向X,相邻电池片11中的正极主栅位于同一直线,负极主栅位于同一直线,将相邻电池片11中的一者转动180°后,相邻电池片11中的正极主栅和负极主栅位于同一直线,便于设置焊带12。
在将焊带12放置于电池片11固定有连接件13的一侧后,光伏组件的加工方法包括:
S41、将焊带12固定在电池片11设置有连接件13的一侧。
在焊带12远离电池片11的一侧对焊带12施加作用力,将焊带12固定于电池片11上,在后续焊接焊带12与电池片11时,降低了焊带12移位的可能,有利于提高电池串1的成品率。
在将焊带12通过连接件13与电池片11焊接得到电池串1时,光伏组件的制作方法包括:
S51、将焊带12与电池片11红外焊接或电磁焊接。
通过红外焊接和电磁焊接能够提高焊带12与连接件13的焊接强度,有利于提高光伏组件的可靠性。
在焊带12与电池片11通过红外焊接方式连接时,红外线加热装置可以对焊点位置加热至230℃至240℃,具体可以为230℃、232℃、234℃、236℃、238℃、340℃等,加热时间小于5s。在焊接过程中对焊点位置进行加热时,连接件13会再次融化,高温加热使连接件13中残留的有机溶剂进一步挥发,减少连接件13中有机溶剂的残留,有利于提高焊带12与电池片11的焊接强度。
如图4所示,本申请实施例还提供一种用于制作光伏组件的加工设备,包括操作平台2和压具工装3。光伏组件包括电池片11和焊带12,将多个电池片11放置于操作平台2上,再将焊带12设置于相邻电池片11之间,压具工装3的至少部分位于操作平台2放置电池片11的一侧,并且能够由焊带12远离操作平台2的一侧为焊带12施加指向电池片11方向的作用力,限制焊带12与电池片11的相对位置。压具工装3包括支架31和多个抵接件32,支架31用于固定抵接件32的位置,抵接件32用于对焊带12提供作用力,抵接件32与支架31通过弹性件33连接,在压具工装3固定焊带12的位置时,抵接件32远离支架31的一端与焊带12抵接,同时会压缩弹性件33,弹性件33的弹力会通过抵接件32传递至焊带12,使焊带12固定于电池片11。
通过操作平台2和压具工装3能够限制电池片11与焊带12的相对位置,降低焊带12在焊接过程中发生移位的可能,有利于提高光伏组件的成品率。
在一种可能的实施例中,加工设备还包括加热装置和焊接装置,加热装置和焊接装置分别位于操作平台的上游和操作平台的下游,在电池片表面设置有连接件后首先进入加热装置,对连接件进行固化,使连接件固定于电池片,然后将电池片放置于操作平台,通过压具工装限制焊带与电池片的相对位置,最后放入焊接装置,将焊带与电池片进行焊接。
本申请实施例提供一种光伏组件、光伏组件制作方法及加工设备,其中光伏组件包括电池串1和焊带12,电池串1包括多个并排设置的电池片11,焊带12位于电池片11的一侧,用于连接多个电池片11。在电池片11面向焊带12的一侧设置多个焊接区域111,沿光伏组件的长度方向X,多个焊接区域111间隔设置,在焊接区域111上设置有连接件13,焊带12通过连接件13与焊接区域111焊接,降低焊带12与电池片11之间发生虚焊的可能。在焊带12与电池片11焊接后,连接件13表面具有凹陷部133,表明连接件13中的有机溶剂已经由连接件13中挥发,有利于提高焊带12与电池片11焊接后的可靠性。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。