可调节卷圆机
文献发布时间:2024-01-17 01:20:32
技术领域
本发明属于金属板材成型技术领域,涉及一种可调节卷圆机。
背景技术
在机械制造中用圆管、角钢、槽钢以及钢板等型材和板材制造圆形零部件,传统的方法是通过手工逐段煨制或者使用火焰煨弯,这些方法普遍都成本高、效率低、不能适用于批量生产,而市场上也有各类诸如角钢、工字钢、钢板等专用的卷圆机出售,但这些卷圆机不仅价格比较昂贵,而且用途单一,不能适用于在一个工程中需要对不同的型材、板材进行卷圆加工的需要,也很难实现对卷圆半径的调整。
发明内容
本发明的目的是针对现有的技术存在上述问题,提出了一种可调节卷圆机,实现对卷圆半径的调整。
本发明的目的可通过下列技术方案来实现:一种可调节卷圆机,包括底板、顶板、两个侧板和卷曲辊,侧板平行固定在底板上,顶板固定连在两个侧板之间,侧板之间转动连接有支撑辊,其特征在于,侧板上开有方形槽,方形槽内滑动设有升降块,卷曲辊两端分别连接在两侧的升降块上,支撑辊位于卷曲辊下方,待加工板材从支撑辊与卷曲辊之间穿过,顶板上设有将升降块向下移动的挤压组件,卷曲辊的辊面上卡嵌有弯曲块,弯曲块具有向下的弧形面,顶板上设有将弯曲块抵靠在板材上的卷曲组件,所述卷曲组件包括螺纹顶杆、螺纹套、手动调节轮,螺纹套固定在顶板下端面,螺纹顶杆穿过顶板与螺纹套螺纹连接,螺纹顶杆上端固定有手动调节轮,螺纹顶杆下端能抵靠在弯曲块上,所述顶板上还设有调节螺纹顶杆高度的自动调节组件。
进一步的,侧板上连接有进料组件。
进一步的,进料组件包括两个进料凹筐,进料凹筐两端均连接有引导压辊。
进一步的,所述挤压组件包括挤压弹簧、弹簧筒和挤压杆,挤压杆上固定有卡环,挤压杆穿设在弹簧筒内,挤压弹簧套在挤压杆上,挤压弹簧下端抵靠在卡环上,挤压弹簧上端与弹簧筒内顶部相抵靠,挤压杆下端连接在升降块上。
进一步的,所述自动调节组件包括固定套在螺纹顶杆上的齿轮、调节气缸、齿条、滑块、滑轨,滑轨固定在顶板上,滑块嵌入到滑轨中沿着滑轨直线滑动,齿条固定在滑块上,齿条与齿轮啮合,调节气缸的伸缩杆与滑块连接。
进一步的,所述顶板上固定有龙门架,滑块上固定有行程竖块,龙门架前后端均设有两根可上下滑动的限位杆,限位杆上穿设有若干限位螺栓,龙门架上端固定有限位气缸,两根限位杆之间连接有横杆,限位气缸与横杆连接,行程竖块能与限位螺栓相抵靠。
将待加工板材放置在进料组件内,通过牵引设备将板材往前推动,使板材进入到支撑辊和卷曲辊之间,卷曲辊的高度由于挤压组件而自适应调整,根据需求,启动调节气缸,驱动滑块移动,滑块带动齿条,从而转动齿轮,齿轮是与螺纹顶杆同步转动的,螺纹顶杆转动后相对顶板上的螺纹套升降,螺纹顶杆下端抵靠在弯曲块上,使弯曲块向下挤压板材,弯曲块越往下,板材卷曲后的半径越小,调节气缸驱动螺纹顶杆上移,则弯曲块在板材的向上挤压作用下自动上移。
行程竖块呈L型,限位杆上设置多个不同水平位置、不同高度的限位螺栓,龙门架上的限位气缸能够驱动限位杆升降,使得限位杆上的某一高度的限位螺栓与行程竖块上端对齐,限位螺栓与限位杆螺纹连接,限位竖块前后移动一定距离后都能撞上限位螺栓。
与现有技术相比,本可调节卷圆机具有有以下优点:
1.启动调节气缸或者手动转动手动调节轮,可以实现调节螺纹顶杆的高度的目的,可加工出不同半径的圆筒。
2.设置有可切换限位螺栓的限位组件,使得滑块只能在固定行程内滑动。
3.设置了挤压组件,可以时刻保持卷曲辊与支撑辊夹紧待加工板材,同时卷曲辊的高度可以随着板材厚度而自动调整。
附图说明
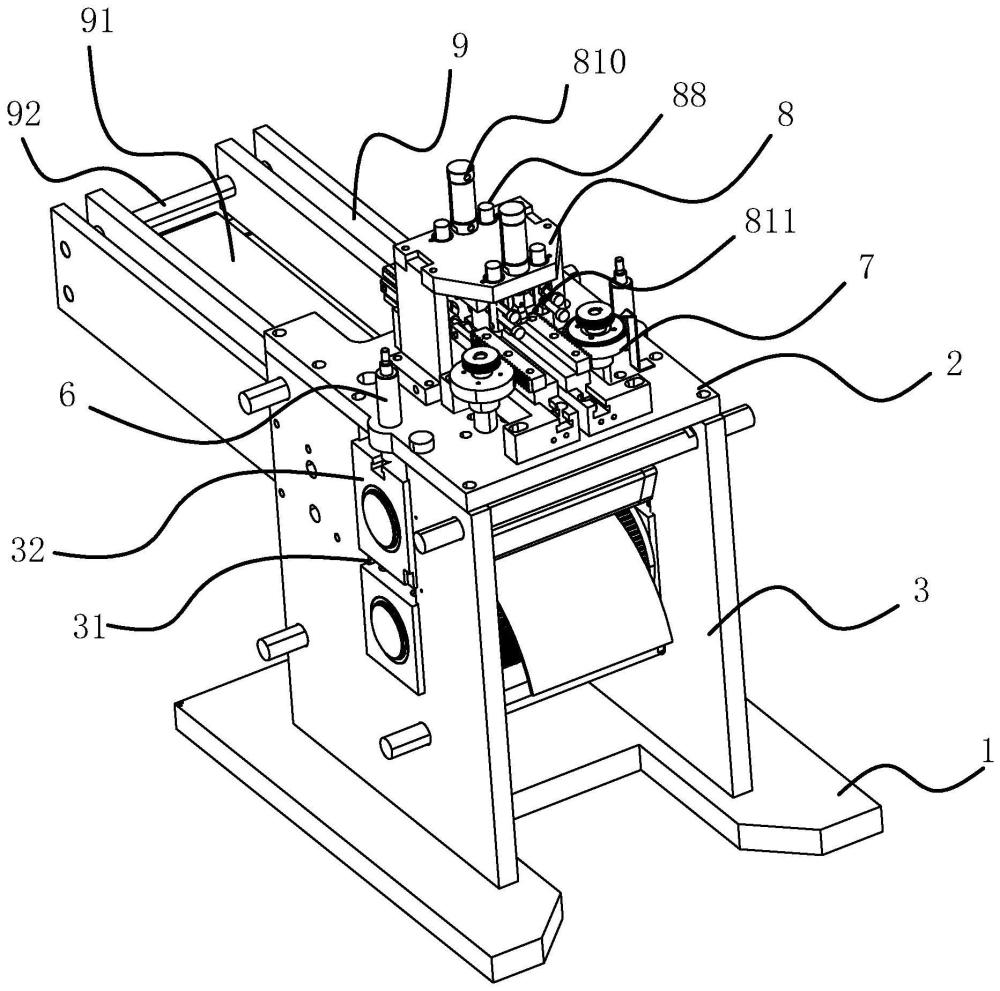
图1是本可调节卷圆机的立体图。
图2是本可调节卷圆机的侧视图。
图3是本可调节卷圆机的内部结构示意图。
图4是卷曲辊的结构示意图。
图5是挤压组件的结构示意图。
图6是螺纹顶杆的结构示意图。
图中,1、底板;2、顶板;3、侧板;31、方形槽;32、升降块;4、卷曲辊;41、弯曲块;5、支撑辊;6、挤压组件;61、挤压弹簧;62、弹簧筒;63、挤压杆;64、卡环;7、卷曲组件;71、螺纹顶杆;72、螺纹套;73、手动调节轮;8、自动调节组件;81、齿轮;82、调节气缸;83、齿条;84、滑块;85、滑轨;86、龙门架;87、行程竖块;88、限位杆;89、限位螺栓;810、限位气缸;811、横杆;9、进料组件;91、进料凹筐;92、引导压辊。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1、图2、图3所示,本可调节卷圆机包括底板1、顶板2、两个侧板3和卷曲辊4,侧板3平行固定在底板1上,顶板2固定连在两个侧板3之间,侧板3之间转动连接有支撑辊5,侧板3上开有方形槽31,方形槽31内滑动设有升降块32,卷曲辊4两端分别连接在两侧的升降块32上,支撑辊5位于卷曲辊4下方,待加工板材从支撑辊5与卷曲辊4之间穿过。
顶板2上设有将升降块32向下移动的挤压组件6,卷曲辊4的辊面上卡嵌有弯曲块41,弯曲块41具有向下的弧形面,顶板2上设有将弯曲块41抵靠在板材上的卷曲组件7。
如图6所示,所述卷曲组件7包括螺纹顶杆71、螺纹套72、手动调节轮73,螺纹套72固定在顶板2下端面,螺纹顶杆71穿过顶板2与螺纹套72螺纹连接,螺纹顶杆71上端固定有手动调节轮73,螺纹顶杆71下端能抵靠在弯曲块41上,所述顶板2上还设有调节螺纹顶杆71高度的自动调节组件8。
侧板3上连接有进料组件9,进料组件9包括两个进料凹筐91,进料凹筐91两端均连接有引导压辊92。
如图5所示,所述挤压组件6包括挤压弹簧61、弹簧筒62和挤压杆63,挤压杆63上固定有卡环64,挤压杆63穿设在弹簧筒62内,挤压弹簧61套在挤压杆63上,挤压弹簧61下端抵靠在卡环64上,挤压弹簧61上端与弹簧筒62内顶部相抵靠,挤压杆63下端连接在升降块32上。
所述自动调节组件8包括固定套在螺纹顶杆71上的齿轮81、调节气缸82、齿条83、滑块84、滑轨85,滑轨85固定在顶板2上,滑块84嵌入到滑轨85中沿着滑轨85直线滑动,齿条83固定在滑块84上,齿条83与齿轮81啮合,调节气缸82的伸缩杆与滑块84连接。
所述顶板2上固定有龙门架86,滑块84上固定有行程竖块87,龙门架86前后端均设有两根可上下滑动的限位杆88,限位杆88上穿设有若干限位螺栓89,龙门架86上端固定有限位气缸810,两根限位杆88之间连接有横杆811,限位气缸810与横杆811连接,行程竖块87能与限位螺栓89相抵靠。
工作流程:将待加工板材放置在进料组件9内,通过牵引设备将板材往前推动,使板材进入到支撑辊5和卷曲辊4之间,卷曲辊4的高度由于挤压组件6而自适应调整,根据需求,启动调节气缸82,驱动滑块84移动,滑块84带动齿条83,从而转动齿轮81,齿轮81是与螺纹顶杆71同步转动的,螺纹顶杆71转动后相对顶板2上的螺纹套72升降,螺纹顶杆71下端抵靠在弯曲块41上,使弯曲块41向下挤压板材,弯曲块41越往下,板材卷曲后的半径越小,调节气缸82驱动螺纹顶杆71上移,则弯曲块41在板材的向上挤压作用下自动上移。
行程竖块87呈L型,限位杆88上设置多个不同水平位置、不同高度的限位螺栓89,龙门架86上的限位气缸810能够驱动限位杆88升降,使得限位杆88上的某一高度的限位螺栓89与行程竖块87上端对齐,限位螺栓89与限位杆88螺纹连接,限位竖块前后移动一定距离后都能撞上限位螺栓89。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。