屈服强度355MPa级焊瓶用热轧钢板及其制造方法
文献发布时间:2023-06-19 19:07:35
技术领域
本发明涉及一种焊接气瓶用钢,特别涉及一种屈服强度355MPa级焊瓶用热轧钢板及其制造方法,具体而言,涉及欧洲标准EN 10028-5:2009钢级中355MPa级焊瓶用热轧钢板及其制造方法,属于铁基合金技术领域和压力容器用钢技术领域。
背景技术
随着多年来国内气体工业的快速发展,焊瓶钢的生产技术已比较成熟。焊接气瓶用钢品种开发主要制作液化石油焊接气瓶用钢,焊瓶用钢由于使用条件的特殊性,要求钢板具有一定的强度、良好的冲压成型性能、焊接性能和低的冷脆转变温度等综合机械性能。随着近年来焊瓶钢行业的发展迅速和竞争激烈,要求对品质的不断提升和产品个性化的需求。
针对热轧355MPa强度级焊瓶用钢,焊接气瓶制造商要求焊接气瓶钢按照欧洲标准EN 10028-5:2009成分进行设计,并提出焊接气瓶钢抗拉强度为510~610MPa的特殊要求;欧洲标准EN 10028-5:2009钢级中355MPa级焊瓶用热轧钢板的抗拉强度规定为450~610MPa,当热轧钢板的抗拉强度≥450MPa,同时,热轧钢板的抗拉强度<510MPa时,此部分的热轧钢板尽管满足欧洲标准EN 10028-5:2009钢级中355MPa级焊瓶用热轧钢板的要求,但不能达到焊接气瓶制造商对焊接气瓶钢的性能的要求。
中国专利文献CN106319372A的专利公开的一种345MPa焊瓶钢及其制造方法,其成分在碳、硅、铬、铌设计中有较大的区别,其碳、锰、铬含量分别为0.07-0.12%、0.16~0.29%、0.20-0.28%;从专利实例中看出当C含量达到0.11%以上时不含铌元素;并且设计中由于含有一定含量的铬元素,通过计算其碳当量
中国专利文献CN107988549A的专利公开的一种低屈强比焊瓶钢及其制造方法,其成分在碳、锰、铬、钒设计中有明显的区别,其碳、锰、铬、钒含量分别0.15~0.20%,1.3~1.5%、0.1~0.2%、0.02~0.04%,通过计算其碳当量
中国专利文献CN103643120A的专利公开的高韧性焊接气瓶用钢热轧板卷的制造方法,其成分碳、硅、锰、铌设计中有较大的区别,其碳、锰、铬、铌含量分别0.045~0.095%,0.20~0.28%,1.3~1.5%、0.02~0.05%,并且铌含量设计偏高,增加生产成本。
发明内容
本发明目的是提供一种屈服强度355MPa级焊瓶用热轧钢板及其制造方法,主要解决现有屈服强度355MPa级焊瓶用热轧钢板的抗拉强度偏低的技术问题,本发明热轧钢板符合欧洲标准EN 10028-5:2009钢级中355MPa级焊瓶用热轧钢板的性能要求。
本发明采用的技术方案是,一种屈服强度355MPa级焊瓶用热轧钢板,其化学成分重量百分比为:C:0.10%~0.14%,Si:0.10%~0.25%,Mn:1.0%~1.2%,P≤0.018%,S≤0.006%,Ti:0.015%~0.025%,Nb:0.010%~0.020%,N≤0.0060%,Al:0.020%~0.050%,Ca:0.0010%~0.0040%,其余为铁和不可避免夹杂;且上述元素含量须满足CEV≤0.39%,其中CEV=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15,式中:C、Mn、Cr、Mo、V、Ni、Cu为热轧钢板中该元素的重量百分比,Cr≤0.05%,V≤0.01%,Mo≤0.05%,Cu≤0.05%,Ni≤0.05%。
本发明钢中碳当量CEV≤0.39%,本发明热轧钢板具有良好的焊接性能。
本发明热轧钢板的金相组织为铁素体+珠光体,金相组织中铁素体的晶粒度级别为I10~11.5级;4.0~16.0mm厚热轧钢板的屈服强度Rp
本发明所述的屈服强度355MPa级焊瓶用热轧钢板的化学成分限定在上述范围内的理由如下:
碳:C为间隙原子,在钢中主要以间隙固溶体的形式存在,通过固溶强化提高钢的强度;并且有研究表明,在低碳钢中,C含量对钢屈服强度影响小于对抗拉强度的影响,故适当提高C含量对降低屈强比有利。为此将C含量设计在欧洲标准要求的上限,即在0.10~0.14%;
硅:硅可以起到固溶强化作用,但其含量过高会使屈服强度升高,且对钢的塑性和韧性不利,因此本发明控制Si在0.10~0.25%。
锰:Mn虽能提高钢的强度和硬度,但Mn含量的增加不仅会降低钢的塑性和韧性,而且也会增加碳当量,不利于焊接。对于焊接气瓶用钢,结合考虑碳当量≤0.39的要求,该元素应控制在Mn含量范围为1.0~1.2%为宜;
硫:硫在钢中形成硫化物夹杂,使其延展性和韧性降低,对冲压成形不利,同时含硫量高也会对钢的焊接性不利;为了保证钢水的高纯净度,为此将S元素范围控制为≤0.006%。
磷:磷是钢中有害元素,使钢产生冷脆性,降低钢的塑性,恶化焊接性能,使冷弯性能变差。因此,本发明限定P≤0.018%。
钛:焊瓶钢要求钢板具有良好的焊接性能;Ti为微合金元素,在钢中的作用主要为提高焊接性能和细化晶粒。此外,Ti为强碳、氮化合物形成元素,焊瓶钢中的Ti一般以TiN、Ti
铌:添加铌元素能提高奥氏体的再结晶温度,在精轧过程得到变形奥氏体,为后续的铁素体相变提供更多的形核核心,最终得到细化的铁素体晶粒,确保在高强度基础上保持较高的塑性和韧性及冷弯成型性;为此将Nb含量控制在0.010%~0.020%。
氮:氮在本发明的钢中属于有害元素,固溶氮有钉扎位错的强烈作用,氮会严重降低材料的塑性和韧性不利钢板后续加工成型性,因此需要限制氮含量。本发明限定N≤0.0060%。
铝:铝作为强的脱氧剂,和钢中氧形成Al2O3在炼钢时去除;并且可细化晶粒,提高冲击韧性;本发明限定Al含量为0.020%~0.050%。
钙:通过钙处理可以控制钢中的夹杂物形态,即从在变形时易形成微裂纹的条状夹杂物形态改变成复合球状夹杂物形态,从而有效改善钢板的冷弯和成形性能。本发明限定Ca含量为0.0010%~0.0040%。
一种屈服强度355MPa级焊瓶用热轧钢板的制造方法,该方法包括:
钢水进行连铸得到连铸板坯,其中所述钢水化学成分的重量百分比为:C:0.10%~0.14%,Si:0.10%~0.25%,Mn:1.0%~1.2%,P≤0.018%,S≤0.006%,Ti:0.015%~0.025%,Nb:0.010%~0.020%,N≤0.0060%,Al:0.020%~0.050%,Ca:0.0010%~0.0040%,其余为铁和不可避免夹杂;且上述元素含量须满足CEV≤0.39%,其中CEV=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15,式中:C、Mn、Cr、Mo、V、Ni、Cu为热轧钢板中该元素的重量百分比,Cr≤0.05%,V≤0.01%,Mo≤0.05%,Cu≤0.05%,Ni≤0.05%;
连铸板坯经加热炉加热至1180~1220℃后进行热轧,所述的热轧为两段式轧制工艺,粗轧为6道次轧制,在奥氏体再结晶温度以上轧制,粗轧结束温度为1010~1050℃,控制粗轧后中间坯厚度为38~49mm,精轧为7道次连轧,在奥氏体单相区轧制,精轧结束温度为840~880℃,精轧后,钢板成品厚度为4.0~16.0mm,层流冷却采用两段冷却方式,第一段冷却,将钢板由840~880℃冷却至710~750℃,钢板冷却速度为30~40℃/s;第二段冷却,将钢板由710~750℃冷却至540~600℃,钢板冷却速度为60~70℃/s,第一段和第二段冷却均采用水冷方式;卷取温度为540~600℃时卷取得热轧钢卷。
本发明的技术关键主要通过成分设计和热轧工艺的合理调控技术得以实现。通过模拟计算和试验验证,本发明钢成分体系Ar
本发明采取的生产工艺的理由如下:
1、连铸板坯加热温度的设定
对于微合金钢,加热温度要确保合金成分固溶在奥氏体中,在随后的变形和冷却过程中发挥析出强化和细化晶粒的作用,但是同时要防止加热时奥氏体晶粒粗大,为此将加热温度设定在1180-1220℃。
2、粗轧结束温度和中间坯厚度设定
粗轧轧制过程需控制在奥氏体再结晶温度以上轧制。粗轧结束温度过高,容易形成过多的二次氧化铁皮,精轧过程不易去除,影响钢板表面和用户的使用;如果粗轧结束温度过低,则无法保证精轧结束温度,即在奥氏体再结晶温度以上轧制,本发明粗轧结束温度设定为1010℃~1050℃。
中间坯厚度影响钢板终轧温度,如果中间坯厚度过低,带坯温降过大,导致后续的终轧温度降低过多,并且压下比过低,会影响带钢的组织性能;如果中间坯过厚,会增加精轧负荷和轧制稳定性。本发明设定中间坯厚度38mm~49mm。
3、精轧结束温度设定
精轧温度选择在再结晶温度和Ar3之间。为了细化晶粒,发挥细晶强化作用,应采用较低的精轧结束温度。本发明精轧结束温度设定为840℃~880℃。
4、精轧后层流冷却方式的设定
通过两段冷却工艺可以提高钢中铁素体含量,降低屈服强度,以及得到强化弥散分布的珠光体相,提高抗拉强度,并且在铁素体晶粒无明显粗化的情况下降低屈强比,更有利于提高钢材的冷成型性能。因此本发明设定精轧后层流冷却方式采取两段式冷却方式,第一段冷却,将钢板由840~880℃冷却至710~750℃,钢板冷却速度为30~40℃/s;第二段冷却,将钢板由710~750℃冷却至540~600℃,钢板冷却速度为60~70℃/s,第一段和第二段冷却均采用水冷方式。
5、热轧卷取温度的设定
卷取温度主要影响带钢组织和性能,较低的卷取温度和变形后快的冷却速度可以抑制铁素体晶粒长大和减少带状组织的形成,达到细晶强化的效果,改善组织性能。本发明设定的卷取温度范围为540℃~600℃。
本发明方法生产的热轧钢板的金相组织为铁素体+珠光体,金相组织中铁素体的晶粒度级别为I10~11.5级;4.0~16.0mm厚热轧钢板的屈服强度Rp
本发明相比现有技术具有如下积极效果:1、本发明通过采用含C+Mn+微量Ti和Nb的成分设计,通过热轧工艺相匹配的设计,工艺简单,获得的产品性能和可焊性都满足焊瓶用户的特殊加工成型要求。2、本发明主要通过较低碳和锰含量的含微Ti+Nb钢以及控制硫、氮以及钙处理相结合的成分设计,不仅提高钢质纯净度和改善夹杂物形态,产品性能特别是抗拉强度满足用户要求,而且确保碳当量值满足欧标中可焊接性的要求。3、本发明通过合适的成分设计,不仅满足欧标EN 10028-5:2009标准的成分要求,强调其钢的可焊性,而且通过微量铌钛合金元素及热轧温度及两段式冷却工艺设计,体现其细晶粒特征,抗拉强度达到用户特殊要求,并且具有韧性好和优良的综合力学性能。
附图说明
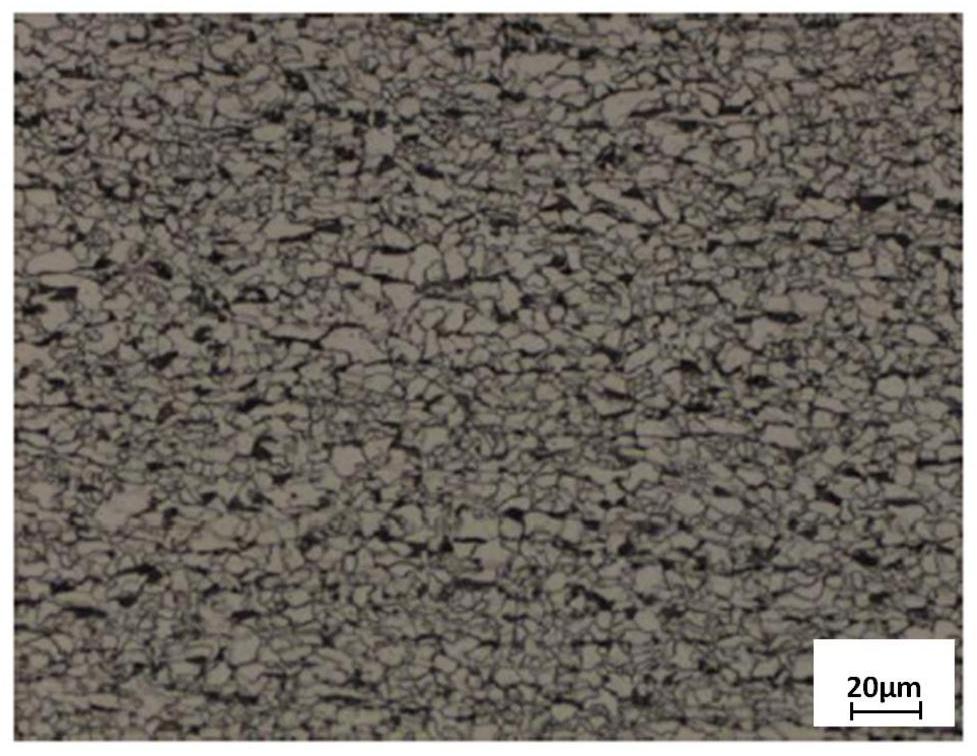
图1为本发明实施例1热轧钢板的金相组织照片。
具体实施方式
下面结合实施例1~5对本发明作进一步说明,如表1~3所示。
表1为本发明实施例钢的化学成分(按重量百分比计),余量为Fe及不可避免杂质。
表1本发明实施例钢的化学成分,单位:重量百分比。
续表1本发明实施例钢的化学成分,单位:重量百分比。
实施例1-5中,碳当量CEV分别为:0.33,0.32,0.34,0.36,0.35。
按照本发明材料成分设计的要求,通过采用转炉顶底复合吹炼得到符合要求化学成分的钢水,钢水通过连续浇铸得到连铸板坯,连铸板坯厚度为210~230mm,宽度为800~1630mm,长度为8500~11000mm。
炼钢生产的定尺板坯送至加热炉再加热,出炉除鳞后送至热连轧机组轧制。通过粗轧和精轧连轧机组控制轧制,经层流冷却后进行卷取,层流采用两段式冷却方式冷却,产出合格热轧钢卷,热轧钢板的厚度为4.0~16.0mm,热轧工艺控制参数见表2。
表2本发明实施例热轧工艺控制参数
利用上述方法得到的热轧钢板,参见图1,热轧钢板的金相组织为铁素体+珠光体,金相组织中铁素体的晶粒度级别为I10~11.5级;4.0~16.0mm厚热轧钢板的屈服强度Rp
将本发明得到的热轧钢板按照《GB/T228.1-2010金属材料拉伸试验第1部分:室温试验方法》进行拉伸试验,其力学性能见表3。
表3本发明实施例热轧钢板的力学性能
从表3的性能可知,本发明热轧钢板具有合适的性能范围,完全满足了焊瓶用户进行制作焊接气瓶的加工要求。
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。