一种平行四边形弦杆结构及其制造方法
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及桥梁弦杆加工制造技术领域,尤其涉及一种平行四边形弦杆结构及其制造方法。
背景技术
一般的弦杆结构箱体结构为方形结构,而平行四边型的弦杆结构一般在桥梁上应用于倾斜段;这种截面呈平行四边型的弦杆结构在进行装焊时其侧边与常规的截面呈方型的弦杆结构一般都设置有横梁连接板;在截面呈方形结构的弦杆中,这种横梁连接板可以等待方形的弦杆装配完成后再在侧边进行装焊连接板,但是在截面呈平行四边型的弦杆结构中,则无法实现先成型箱体结构,再焊装横梁连接板,因为后装焊横梁连接板会与箱体结构的水平板产生干涉;因此,需要一种新型的装配制造工艺来适应截面呈平行四边型的弦杆装配。
如中国专利CN201610106421.1所公开的一种带锚箱折线形双节点栓焊弦杆制作方法;该带锚箱折线形双节点栓焊弦杆按照单元件制作、箱体制作、组焊横梁接头板、栓孔钻制、组焊锚箱的顺序进行;该带锚箱折线形双节点栓焊弦杆应用于沪通大桥,沪通大桥在安装斜拉索的位置采用的是折线形双节点的弦杆,这是为了设置预拱度的需求,以往采用的是栓焊形式单节点弦杆依靠连接错孔和弦杆变形起拱,沪通大桥采用的是双节点形式弦杆,在节点处设置折点使其更易达到拱起的需求。
上述专利中弦杆结构截面成方形结构,其制作工艺中横梁接头板在箱体结构完成装焊后再进行装焊,这种装焊方式不适用于截面呈平行四边型的弦杆结构。
发明内容
本发明要解决的技术问题是提供一种平行四边形弦杆结构及其制造方法,能够解决一般的截面呈方形的弦杆结构装焊方式中先装焊箱体结构再装焊横梁连接板无法适用于截面呈平行四边型的弦杆结构的问题。
为解决上述技术问题,本发明的技术方案为:一种平行四边形弦杆结构,其创新在于:包括上水平板、下水平板、竖板、节点板、接头板和锚箱;
所述上水平板与下水平板互相平行设置,所述竖板具有一对,且该对竖板之间互相平行设置;所述竖板的顶端倾斜连接在上水平板的下表面上,竖板的底端倾斜连接在下水平板的上表面上;所述上水平板、下水平板以及竖板围成截面呈平行四边型的箱体结构,且该箱体结构内沿着延伸方向设置有若干隔板;
所述节点板具有一对,且分别垂直设置在下水平板的下表面上;所述锚箱具有一对且分别设置在上水平板的上表面上;所述锚箱在上水平板上设置的位置分别对应节点板在下水平板上设置的位置;
所述接头板包括横梁腹板接头板和横梁翼缘接头板;所述横梁腹板接头板具有若干个,且垂直于上水平板的方向等间距依次连接在竖板上;所述横梁翼缘接头板具有若干个,且垂直于横梁腹板接头板设置在横梁腹板接头板的底端;所述横梁翼缘接头板的一端连接在竖板上。
一种平行四边形弦杆结构的制造方法,其创新在于:具体制造方法如下:
S1:单元件的制作:
S1.1:竖板单元的制作:数控切割出两块端部板、两块节点板和一块连接板,并将下料好的板料进行矫平划线,同时铣出斜坡、对接边缘机坡口;依次进行一块端部板、一块节点板、连接板、另一块节点板和另一块端部板接料、焊接、修整形成一块竖板单元;
S1.2:上水平板单元的制作:将上水平板按照尺寸下料后,将个零件板进行矫平并划线,铣斜坡、对接边缘及剖口;然后按照工艺要求进行零件板的接料、焊接、修整形成上水平板单元;在上水平板的内壁上焊接一对互相平行的箱内纵肋和箱外纵肋;
S1.3:下水平板单元的制作:将下水平板按照尺寸整体精密切割,并进行矫平,铣出两边及坡口;
S1.4:锚箱单元的制作:精密切割下料承力板和内连接板;将内连接板焊接在承力板内侧围成承压板箱;在承压板箱的端部装焊锚垫板;
S1.5:接头板及锚拉板的制作:按照接头板的尺寸要求,精密切割下料接头板和锚拉板,并在锚拉板上划出锚箱单元的焊接区域;
S2:结构的组装:结构整体采用胎型倒位组装的方式进行;
S2.1:横梁腹板接头板的装焊:首先将完成装焊后的上水平板单元倒放在胎架上,并在上水平板单元的上划设处横梁腹板接头板的安装位置,将横梁腹板接头板按照划线位置依次焊接在上水平板单元上,且横梁腹板接头板嵌入在向外纵肋上;
S2.2:内侧竖板单元及横梁翼缘接头板的装焊:在完成横梁腹板接头板在上水平板单元上的装焊后,先将内侧竖板单元表面紧贴在横梁腹板接头板的侧边上,侧边紧贴在上水平板单元的背面倾斜设置进行装焊,且内侧竖板单元的侧边位于箱内纵肋和箱外纵肋之间;然后将横梁翼缘接头板对应横梁腹板接头板与横梁腹板接头板进行装焊;
S2.3:外侧竖板单元及隔板的装焊:将完成加工后的隔板沿着上水平板单元的延伸方向铺设,且隔板的一侧边紧贴在内侧竖板单元的内壁上,隔板的另一侧边安装外侧竖板单元并进行装焊,且外侧竖板单元的侧边装焊在上水平板单元的背面,外侧竖板单元、上水平板单元和内侧竖板单元形成槽型结构;
S2.4:装焊下水平板单元:在完成S2.3装焊后形成的槽型结构上表面,将完成加工的下水平板单元进行装焊形成箱体结构;
S2.5:锚拉板及锚箱的装焊:完成下水平板单元的装焊后,将整个箱体结构进行翻身,并划设箱体结构系统线,锚拉板系统线与上水平板交点;以此为横基线组焊锚拉板,组焊锚拉板时,控制好锚拉板在上水平板单元上的方向及其位置,锚拉板组焊完成后进行箱体结构的栓孔钻制,以横基线为准划线、钻孔,最后在锚拉板上装焊锚箱完成制造。
进一步的,所述S1.1竖板单元的制作中,在进行节点板数控切割下料的时候,由于节点板宽度大,先完成钢板接料并探伤后再整体下料以保证节点板外形,接料位置避开杆件焊缝位置。
进一步的,所述S1.2上水平板单元的制作中,上水平板上焊接的箱内纵肋两端和箱外纵肋两端均设置有嵌补段,且箱外纵肋的嵌补段在弦杆上桥后进行装焊,嵌补段上开设若干连接螺栓孔。
本发明的优点在于:
1)本发明中的平行四边形弦杆结构在进行拼装时,需要将各部件完成加工后进行拼装,该弦杆的箱体结构采用与接头板同时拼装的方式,保证了接头板拼装效果,避免先装焊箱体再装焊接头板的方式导致无法拼装情况;这样可以极大的提高装配效率,保证装配的精度。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
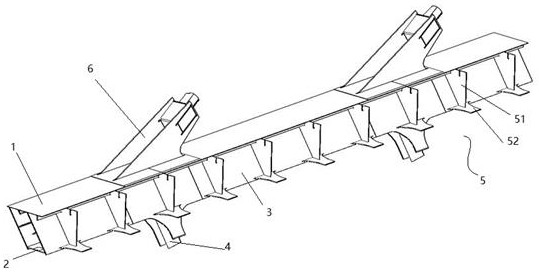
图1为本发明的一种平行四边形弦杆结构的结构示意图。
图2为本发明的一种平行四边形弦杆结构的装配工艺流程图。
图3至图6为本发明的一种平行四边形弦杆结构的装配状态图。
实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1至图6所示的一种平行四边形弦杆结构,包括上水平板1、下水平板2、竖板3、节点板4、接头板5和锚箱6。
上水平板1与下水平板2互相平行设置,竖板3具有一对,且该对竖板3之间互相平行设置;竖板3的顶端倾斜连接在上水平板的下表面上,竖板3的底端倾斜连接在下水平板的上表面上;上水平板1、下水平板2以及竖板3围成截面呈平行四边型的箱体结构,且该箱体结构内沿着延伸方向设置有若干隔板。
节点板4具有一对,且分别垂直设置在下水平板2的下表面上;锚箱6具有一对且分别设置在上水平板的上表面上;锚箱6在上水平板上设置的位置分别对应节点板在下水平板2上设置的位置。
接头板5包括横梁腹板接头板51和横梁翼缘接头板52;横梁腹板接头板51具有若干个,且垂直于上水平板的方向等间距依次连接在竖板2上;横梁翼缘接头板52具有若干个,且垂直于横梁腹板接头板51设置在横梁腹板接头板51的底端;横梁翼缘接头板52的一端连接在竖板3上。
一种平行四边形弦杆结构的制造方法,具体制造方法如下:
S1:单元件的制作:
S1.1:竖板单元的制作:数控切割出两块端部板、两块节点板和一块连接板,并将下料好的板料进行矫平划线,同时铣出斜坡、对接边缘机坡口;依次进行一块端部板、一块节点板、连接板、另一块节点板和另一块端部板接料、焊接、修整形成一块竖板单元;
S1.2:上水平板单元的制作:将上水平板按照尺寸下料后,将个零件板进行矫平并划线,铣斜坡、对接边缘及剖口;然后按照工艺要求进行零件板的接料、焊接、修整形成上水平板单元;在上水平板的内壁上焊接一对互相平行的箱内纵肋和箱外纵肋;
S1.3:下水平板单元的制作:将下水平板按照尺寸整体精密切割,并进行矫平,铣出两边及坡口;
S1.4:锚箱单元的制作:精密切割下料承力板和内连接板;将内连接板焊接在承力板内侧围成承压板箱;在承压板箱的端部装焊锚垫板;
S1.5:接头板及锚拉板的制作:按照接头板的尺寸要求,精密切割下料接头板和锚拉板,并在锚拉板上划出锚箱单元的焊接区域;
S2:结构的组装:结构整体采用胎型倒位组装的方式进行;
S2.1:横梁腹板接头板的装焊:首先将完成装焊后的上水平板单元倒放在胎架上,并在上水平板单元的上划设处横梁腹板接头板的安装位置,将横梁腹板接头板按照划线位置依次焊接在上水平板单元上,且横梁腹板接头板嵌入在向外纵肋上;
S2.2:内侧竖板单元及横梁翼缘接头板的装焊:在完成横梁腹板接头板在上水平板单元上的装焊后,先将内侧竖板单元表面紧贴在横梁腹板接头板的侧边上,侧边紧贴在上水平板单元的背面倾斜设置进行装焊,且内侧竖板单元的侧边位于箱内纵肋和箱外纵肋之间;然后将横梁翼缘接头板对应横梁腹板接头板与横梁腹板接头板进行装焊;
S2.3:外侧竖板单元及隔板的装焊:将完成加工后的隔板沿着上水平板单元的延伸方向铺设,且隔板的一侧边紧贴在内侧竖板单元的内壁上,隔板的另一侧边安装外侧竖板单元并进行装焊,且外侧竖板单元的侧边装焊在上水平板单元的背面,外侧竖板单元、上水平板单元和内侧竖板单元形成槽型结构;
S2.4:装焊下水平板单元:在完成S2.3装焊后形成的槽型结构上表面,将完成加工的下水平板单元进行装焊形成箱体结构;
S2.5:锚拉板及锚箱的装焊:完成下水平板单元的装焊后,将整个箱体结构进行翻身,并划设箱体结构系统线,锚拉板系统线与上水平板交点;以此为横基线组焊锚拉板,组焊锚拉板时,控制好锚拉板在上水平板单元上的方向及其位置,锚拉板组焊完成后进行箱体结构的栓孔钻制,以横基线为准划线、钻孔,最后在锚拉板上装焊锚箱完成制造。
S1.1竖板单元的制作中,在进行节点板数控切割下料的时候,由于节点板宽度大,先完成钢板接料并探伤后再整体下料以保证节点板外形,接料位置避开杆件焊缝位置。
S1.2上水平板单元的制作中,上水平板上焊接的箱内纵肋两端和箱外纵肋两端均设置有嵌补段,且箱外纵肋的嵌补段在弦杆上桥后进行装焊,嵌补段上开设若干连接螺栓孔。
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。