一种铝合金门窗框架加工用切割装置
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及切割装置技术领域,尤其涉及一种铝合金门窗框架加工用切割装置。
背景技术
铝合金门窗框架广泛应用于建筑门窗、幕墙、天花吊顶等领域。它可以满足不同建筑风格、不同设计要求的需求,具有良好的耐用性和美观性。同时,铝合金门窗框架还可以节约能源、减少碳排放,符合现代环保理念。
在铝合金门窗框架的加工过程中,通常需要使用切割设备将条形铝合金原材料切割成所需长度。然而,在切割过程中,由于切割轮只朝一个方向切割铝合金原材料,因此切割出的断面容易出现朝向一侧的毛边,这些毛边容易影响铝合金门窗框架的美观性。此外,切割轮在切割时会产生较大的噪音,主要原因是盘体与切割槽壁之间的会产生剧烈摩擦,特别是在切割深度较大时,噪音会更加明显。
发明内容
本发明的目的是为了解决现有技术中,铝合金门窗框架材料在切割时容易产生明显毛边与噪音的问题,而提出的一种铝合金门窗框架加工用切割装置。
为了实现上述目的,本发明采用了如下技术方案:
一种铝合金门窗框架加工用切割装置,包括切割台,还包括:两个支柱,均固定连接在所述切割台上,其中,两个所述支柱之间固定连接有横向滑杆,所述横向滑杆上滑动安装有滑台,其中一个所述支柱上固定安装有伸缩设备,所述伸缩设备的伸缩端与滑台固定连接;开口向下的罩壳,固定连接在所述滑台上,其中,所述罩壳内通过转轴转动安装有切割轮,所述滑台上固定安装有驱动转轴转动的驱动电机;两个前后对称的支板,均固定安装在所述切割台上,其中,两个所述支板上均转动连接有套管,两个所述套管上均固定安装有夹具,所述横向滑杆上设有驱动两个套管转动的自转机构。
为了驱动套管转动,优选地,所述自转机构包括转动连接在两个所述支板之间的第一传动轴,两个所述套管的外壁上均固定安装有第一齿轮,其中,所述第一传动轴的两端均固定安装与第一齿轮啮合的第二齿轮,所述横向滑杆的下端通过第一滑槽滑动连接有滑板,所述滑板与滑台之间通过第一弹簧弹性连接,所述第一滑槽内设有与滑板配合的卡锁组件,所述滑板与其中一个套管之间通过传动组件连接。
为了防止切割轮带动套管转动,进一步地,所述传动组件包括转动安装在其中一个所述支板上的第二传动轴,所述第二传动轴与套管之间通过蜗轮蜗杆连接,其中,所述支柱上转动连接有第三传动轴,所述第三传动轴的下端与第二传动轴之间通过两个啮合的锥齿轮连接,所述第三传动轴的上端固定安装有从动齿轮,所述滑板上固定安装有与从动齿轮啮合的齿条。
为了使齿条自动滑动,进一步地,所述卡锁组件包括设置在所述滑板上端的第二滑槽,所述第二滑槽内滑动连接有楔形块,其中,所述楔形块与第二滑槽内底部之间通过第二弹簧弹性连接,所述第一滑槽内设有与楔形块配合的卡槽,所述滑台上固定连接有与卡槽配合的触发块,所述触发块与楔形块内均固定安装有永磁铁,并且两个所述永磁铁的相对面磁极相同,所述卡槽位于两个套管的上端,所述滑板与第一滑槽的内壁之间固定安装有液压缓冲器。
为了对切割轮进行散热,优选地,所述罩壳的上端侧壁设有与其连通的散热管,所述罩壳的侧壁设有伸缩机构连接有竖板,其中,所述竖板的上端侧壁转动连接有延伸至散热管内的驱动轴,所述驱动轴上固定安装有散热扇叶,所述竖板的下端侧壁转动连接有与转轴共轴线的第四传动轴,所述第四传动轴与驱动轴之间通过链传动连接,所述转轴的一端固定安装有朝向第四传动轴第一摩擦盘,所述第四传动轴上固定安装有与第一摩擦盘配合的第二摩擦盘。
为了使第一摩擦盘与第二摩擦盘自动离合,进一步地,所述伸缩机构包括固定安装在所述罩壳外壁的导向杆,所述竖板滑动连接在导向杆上,所述竖板与罩壳外壁之间通过第三弹簧弹性连接,其中一个所述支柱上固定连接有与竖板配合的顶杆,其中,当所述罩壳移动至套管的上端时,所述顶杆将竖板向着远离罩壳的方向顶起。
为了使切割轮不会受到驱动电机的阻力,更进一步地,所述驱动电机的输出轴上固定连接有第一多边形杆,所述第一多边形杆的外壁滑动连接有滑管,其中,所述滑管与转轴的相对端均固定安装有第三摩擦盘,两个所述第三摩擦盘的相对面均设有轮齿,所述滑管的外壁固定连接有推板,所述推板通过连接杆与竖板固定连接。
为了使切割轮保持洁净,进一步地,所述罩壳的内壁固定安装有吹气嘴,所述吹气嘴的出气口朝向切割轮的边缘,其中,并且所述吹气嘴的出气口还朝向散热管,所述第二摩擦盘上设有对吹气嘴供气的供气组件。
为了自动对吹气嘴供气,更进一步地,所述供气组件包括设置在所述第二摩擦盘上的多个第三滑槽,多个所述第三滑槽内均滑动连接有滑块,所述滑块与第三滑槽的内壁之间通过第四弹簧弹性连接,其中,所述第一摩擦盘上固定安装有与多个滑块配合的弧面凸块,所述第二摩擦盘上设有与第三滑槽连通的吸气管与排气管,所述第四传动轴内固定安装有与排气管连通的输气管,所述输气管通过连接管与吹气嘴相连通。
为了防止灰尘与异味直接飘散到空气中,进一步地,所述散热管内可拆卸安装有滤芯。
与现有技术相比,本发明提供了一种铝合金门窗框架加工用切割装置,具备以下有益效果:
1、该铝合金门窗框架加工用切割装置,通过两个转动的套管则会带动内部的铝合金型材缓慢转动,绕圈式切割会使切割产生的毛边向管形铝合金型材的中部倾斜,同时部分毛边还会被切割轮打磨掉,即可有效提升铝合金型材的品质,间接提升铝合金门窗框架的美观性;
2、该铝合金门窗框架加工用切割装置,通过切割轮停机时的惯性力带动驱动轴转动,驱动轴会带动散热扇叶在散热管内转动,罩壳内流动的气流可以有效的对切割轮进行散热,便于切割轮得到及时的散热,并且还能将切割时产生的异味与灰尘吸走;
3、该铝合金门窗框架加工用切割装置,通过推板带动第三摩擦盘远离转轴上的第三摩擦盘,这时因为惯性转动的切割轮则不会带动滑管转动,从而不会带动第一多边形杆转动,进而不会带动驱动电机的输出轴转动,从而使切割轮不会受到驱动电机的阻力,使切割轮带动散热扇叶的动力更加充足;
4、该铝合金门窗框架加工用切割装置,通过转动的第二摩擦盘在第一摩擦盘的侧壁上打滑,从而带动多个滑块依次扫过多个弧面凸块,吹气嘴则会间歇性对切割轮的边缘吹气,从而可以将粘在切割轮轮齿上的铁削吹落,使切割轮保持洁净,间接提升切割轮的切割效率,并能对切割轮进行高效散热。
附图说明
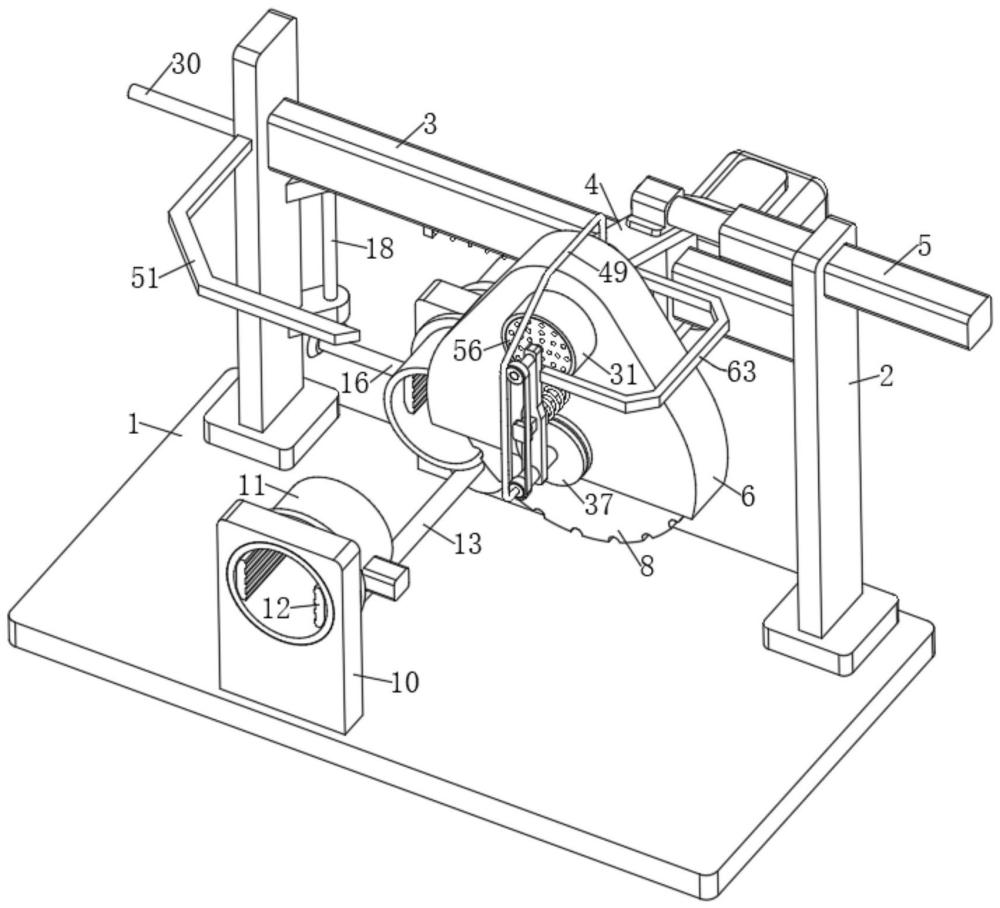
图1为本发明提出的一种铝合金门窗框架加工用切割装置的第一视角轴测结构示意图;
图2为本发明提出的一种铝合金门窗框架加工用切割装置的第二视角轴测结构示意图;
图3为本发明提出的一种铝合金门窗框架加工用切割装置的局部轴测结构示意图;
图4为本发明提出的一种铝合金门窗框架加工用切割装置的罩壳剖切结构示意图;
图5为本发明提出的一种铝合金门窗框架加工用切割装置的横向滑杆剖切结构示意图;
图6为本发明提出的一种铝合金门窗框架加工用切割装置的图5中A部分放大图;
图7为本发明提出的一种铝合金门窗框架加工用切割装置的图4中局部结构示意图一;
图8为本发明提出的一种铝合金门窗框架加工用切割装置的图4中局部结构示意图二。
图中:1、切割台;2、支柱;3、横向滑杆;4、滑台;5、伸缩设备;6、罩壳;7、转轴;8、切割轮;9、驱动电机;10、支板;11、套管;12、夹具;13、第一传动轴;14、第一齿轮;15、第二齿轮;16、第二传动轴;17、蜗轮蜗杆;18、第三传动轴;19、锥齿轮;20、齿条;21、从动齿轮;22、第一滑槽;23、滑板;24、第一弹簧;25、第二滑槽;26、楔形块;27、卡槽;28、第二弹簧;29、触发块;30、液压缓冲器;31、散热管;32、竖板;33、导向杆;34、换气管;35、第三弹簧;36、第一摩擦盘;37、第二摩擦盘;38、第四传动轴;39、驱动轴;40、链传动;41、散热扇叶;42、第三滑槽;43、滑块;44、第四弹簧;45、弧面凸块;46、排气管;47、吸气管;48、输气管;49、连接管;49、连接杆;50、吹气嘴;51、顶杆;52、推板;53、第一多边形杆;54、滑管;55、第三摩擦盘;56、滤芯;57、转杆;58、套环;59、清扫杆;60、毛刷;61、限位板;62、伸缩气囊;63、连接杆;64、第二多边形杆;65、滑孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1:
参照图1-图8,一种铝合金门窗框架加工用切割装置,包括切割台1,还包括:两个支柱2,均固定连接在切割台1上,其中,两个支柱2之间固定连接有横向滑杆3,横向滑杆3上滑动安装有滑台4,其中一个支柱2上固定安装有伸缩设备5,伸缩设备5为电动伸缩杆,伸缩设备5的伸缩端与滑台4固定连接;开口向下的罩壳6,固定连接在滑台4上,其中,罩壳6内通过转轴7转动安装有切割轮8,滑台4上固定安装有驱动转轴7转动的驱动电机9;两个前后对称的支板10,均固定安装在切割台1上,其中,两个支板10上均转动连接有套管11,两个套管11上均固定安装有夹具12,夹具12用于将工件固定到套管11内,横向滑杆3上设有驱动两个套管11转动的自转机构。
在使用时,将需要裁切的管状铝合金型材插入到两个套管11内,这里的管状铝合金型材可以是圆形截面也可以是方形截面,然后通过夹具12固定到两个套管11上,然后通过伸缩设备5带动滑台4向两个夹具12上端移动,即可带动罩壳6与切割轮8同步移动,此时打开驱动电机9,驱动电机9即可带动切割轮8转动而完成切割动作,当切割轮8移动至两个夹具12的正上方时,伸缩设备5停止移动,切割轮8则会切割管状铝合金型材的上端,并将铝合金型材的上端切穿,而在此时,自转机构会带动两个套管11转动,两个套管11会通过夹具12带动内部的铝合金型材缓慢转动,这时,切割轮8则会在铝合金型材外壁绕圈切割,即可完成铝合金型材的切割工作,切割过程中,切割轮8的切割深度低,这样可以有效减少因为摩擦而噪音的产生,降低摩擦后,切割效率也会大大提升,并且绕圈式切割会使切割产生的毛边向管形铝合金型材的中部倾斜,同时部分毛边还会被切割轮8打磨掉,即可有效提升铝合金型材的品质,间接提升铝合金门窗框架的美观性,在切割完成时,通过伸缩设备5带动滑台4与切割轮8反向滑动复位即可。
实施例2:
参照图1-图3以及图5,与实施例1基本相同,更进一步的是,具体公开了自转机构的具体实施方案。
自转机构包括转动连接在两个支板10之间的第一传动轴13,两个套管11的外壁上均固定安装有第一齿轮14,其中,第一传动轴13的两端均固定安装与第一齿轮14啮合的第二齿轮15,横向滑杆3的下端通过第一滑槽22滑动连接有滑板23,滑板23与滑台4之间通过第一弹簧24弹性连接,第一滑槽22内设有与滑板23配合的卡锁组件,滑板23与其中一个套管11之间通过传动组件连接。
滑台4移动期间,滑台4会压缩第一弹簧24,滑板23会受到第一弹簧24的顶压力,当滑台4带动切割轮8移动切割工位时,卡锁组件不再对滑板23限位,滑板23会在第一弹簧24的顶压作用下向着远离第一弹簧24的方向滑动,滑板23会通过传动组件带动两个套管11同步转动,从而带动管形铝合金型材圆周转动,完成旋转式绕圈切割。
传动组件包括转动安装在其中一个支板10上的第二传动轴16,第二传动轴16与套管11之间通过蜗轮蜗杆17连接,其中,支柱2上转动连接有第三传动轴18,第三传动轴18的下端与第二传动轴16之间通过两个啮合的锥齿轮19连接,第三传动轴18的上端固定安装有从动齿轮21,滑板23上固定安装有与从动齿轮21啮合的齿条20;
在滑板23向着远离第一弹簧24的方向滑动时,滑板23会带动齿条20同步滑动,齿条20则会通过从动齿轮21带动第三传动轴18转动,第三传动轴18会通过两个啮合的锥齿轮19带动第二传动轴16转动,第二传动轴16会通过蜗轮蜗杆17带动其中一个套管11转动,其中一个套管11会通过第一齿轮14带动第二齿轮15转动,第二齿轮15会通过第一传动轴13带动另一个第二齿轮15转到,从而带动另一个套管11转到,两个转动的套管11则会带动内部的铝合金型材缓慢转动,这时,切割轮8则会在铝合金型材外壁绕圈切割。
实施例3:
参照图5与图6,与实施例2基本相同,更进一步的是,具体公开了卡锁组件的具体实施方案。
卡锁组件包括设置在滑板23上端的第二滑槽25,第二滑槽25内滑动连接有楔形块26,其中,楔形块26与第二滑槽25内底部之间通过第二弹簧28弹性连接,第一滑槽22内设有与楔形块26配合的卡槽27,滑台4上固定连接有与卡槽27配合的触发块29,触发块29与楔形块26内均固定安装有永磁铁,并且两个永磁铁的向对面磁极相同,卡槽27位于两个套管11的上端,滑板23与第一滑槽22的内壁之间固定安装有液压缓冲器30;
当滑台4带动切割轮8移动切割工位时,滑台会4会带动触发块29移动至楔形块26的正上方,触发块29与楔形块26内的永磁铁产生斥力,于是楔形块26被斥力完全顶进第二滑槽25内,滑板23不再受到楔形块26的限位,滑板23会在第一弹簧24的顶压作用下带动齿条20向着远离第一弹簧24的方向滑动,在切割完成时,通过伸缩设备5带动滑台4与切割轮8反向滑动复位,滑板23也会被第一弹簧24拉动至初始位置,当楔形块26与卡槽27再次对齐时,第二弹簧28会带动楔形块26自动卡进卡槽27内,当滑板23带动向齿条20方向滑动时,液压缓冲器30可以使齿条20的滑动更加平稳,而不是突然带动齿条20滑动,从而可以使套管11以及其内部的铝合金型材转动更加平稳,即可使切口更加的平整,间接提升了铝合金门窗框架的质量,其中蜗轮蜗杆17可以防止套管11主动转动,从而防止切割轮8切割铝合金型材时,铝合金型材出现自转,提升了切割过程中的稳定性。
实施例4:
参照图1、图2、图4以及图7,与实施例3基本相同,更进一步的是,具体增加了对切割轮8进行散热的具体实施方案。
罩壳6的上端侧壁设有与其连通的散热管31,罩壳6的侧壁设有伸缩机构连接有竖板32,其中,竖板32的上端侧壁转动连接有延伸至散热管31内的驱动轴39,驱动轴39上固定安装有散热扇叶41,竖板32的下端侧壁转动连接有与转轴7共轴线的第四传动轴38,第四传动轴38与驱动轴39之间通过链传动40连接,转轴7的一端固定安装有朝向第四传动轴38第一摩擦盘36,第四传动轴38上固定安装有与第一摩擦盘36配合的第二摩擦盘37,伸缩机构包括固定安装在罩壳6外壁的导向杆33,竖板32滑动连接在导向杆33上,竖板32与罩壳6外壁之间通过第三弹簧35弹性连接,其中一个支柱2上固定连接有与竖板32配合的顶杆51,其中,当罩壳6移动至套管11的上端时,顶杆51将竖板32向着远离罩壳6的方向顶起,散热管31内可拆卸安装有滤芯56。
在切割完毕时,关闭驱动电机9,切割轮8会在惯性力作用下继续转动一段时间;在罩壳6移动至两个套管11的上端时,顶杆51会插入到竖板32与罩壳6之间的间隙内,竖板32会被顶杆51顶压而远离罩壳6,竖板32则会通过第四传动轴38带动第二摩擦盘37远离第一摩擦盘36,当转轴7带动切割轮8转动时,第二摩擦盘37不会转动,而在切割完毕后,也就是罩壳6反向滑动复位时,顶杆51则不会顶压竖板32,第三弹簧35则会带动竖板32方向滑动复位,竖板32则会带动第二摩擦盘37顶压到第一摩擦盘36上,此时因为惯性转动的切割轮8会通过第一摩擦盘36带动第二摩擦盘37转动,第二摩擦盘37会通过链传动40带动驱动轴39转动,驱动轴39会带动散热扇叶41在散热管31内转动,散热管31则会向外排气,罩壳6则会通过下端口吸取空气,流动的气流可以有效的对切割轮8进行散热,便于切割轮8得到及时的散热,并且还能将切割时产生的异味与灰尘吸走,并通过滤芯56过滤。
驱动电机9的输出轴上固定连接有第一多边形杆53,第一多边形杆53的外壁滑动连接有滑管54,其中,滑管54与转轴7的相对端均固定安装有第三摩擦盘55,两个第三摩擦盘55的相对面均设有轮齿,滑管54的外壁固定连接有推板52,推板52通过连接杆63与竖板32固定连接;
在竖板32带动第二摩擦盘37靠近第一摩擦盘36时,竖板32还会通过连接杆63带动推板52同步移动,推板52则会通过滑管54带动第三摩擦盘55远离转轴7上的第三摩擦盘55,这时因为惯性转动的切割轮8则不会带动滑管54转动,从而不会带动第一多边形杆53转动,进而不会带动驱动电机9的输出轴转动,从而使切割轮8不会受到驱动电机9的阻力,使切割轮8带动散热扇叶41的动力更加充足,而在切割轮8切割期间,驱动电机9会通过第一多边形杆53带动滑管54转动,滑管54会通过两个相抵的第三摩擦盘55带动转轴7转动,从而带动切割轮8转动;
为了防止两个第三摩擦盘55之间产生剧烈摩擦,可是使驱动电机9的速度设置成局部提升,而不是突然高速转动,这样也能使两个第三摩擦盘55上的轮齿缓慢啮合在一起,轮齿可以提升两个第三摩擦盘55之间的摩擦力。
实施例5:
参照图4与图8,与实施例4基本相同,更进一步的是,具体增加了将切割轮8上的铁屑吹落的具体实施方案。
罩壳6的内壁固定安装有吹气嘴50,吹气嘴50的出气口朝向切割轮8的边缘,其中,并且吹气嘴50的出气口还朝向散热管31,第二摩擦盘37上设有对吹气嘴50供气的供气组件;供气组件包括设置在第二摩擦盘37上的多个第三滑槽42,多个第三滑槽42内均滑动连接有滑块43,滑块43与第三滑槽42的内壁之间通过第四弹簧44弹性连接,其中,第一摩擦盘36上固定安装有与多个滑块43配合的弧面凸块45,第二摩擦盘37上设有与第三滑槽42连通的吸气管47与排气管46,第四传动轴38内固定安装有与排气管46连通的输气管48,输气管48通过连接管49与吹气嘴50相连通;
在第二摩擦盘37的转动中,第二摩擦盘37会带动多个滑块43圆周扫动,由于第一摩擦盘37与第二摩擦盘36刚接触时阻力较大,于是第二摩擦盘37会在第一摩擦盘36的侧壁上打滑,从而带动多个滑块43依次扫过多个弧面凸块45,当滑块43与弧面凸块45对齐时,弧面凸块45会将滑块43顶压到滑槽第三滑槽42内,第三滑槽42内的空气则会受到滑块43的压缩,于是第三滑槽42会通过排气管46排出空气,排气管46会通过输气管48与连接管49对吹气嘴50供气,吹气嘴50则会间歇性对切割轮8的边缘吹气,从而可以将粘在切割轮8轮齿上的铁削吹落,使切割轮8保持洁净,间接提升切割轮8的切割效率,并能对切割轮8进行高效散热,当滑块43不与弧面凸块45对齐时,第四弹簧44会在弹性力作用下带动滑块43反向滑动,第三滑槽42内则会产生负压,并通过吸气管47吸取空气,空气进入到第三滑槽42内时,可以有效的对第二摩擦盘37进行散热,减少第二摩擦盘37因为打滑出现过热现象,当第二摩擦盘37不出现打滑时,吹气嘴50不再吹气。
实施例6:
参照图4与图7,与实施例5基本相同,更进一步的是,具体对切割轮8的外壁进行清扫的具体实施方案。
罩壳6的内顶部转动连接有转杆57,转杆57的一端设有滑孔65,驱动轴39上固定连接滑动在滑孔65内的第二多边形杆64,转杆57的两端外壁均滑动连接有套环58,两个套环58的外壁均固定连接有清扫杆59,两组清扫杆59上均设有朝向切割轮8外壁的毛刷60,两个清扫杆59分别位于切割轮8的两侧,转杆57的两端均固定连接有限位板61,两个限位板61分别与两个套环58之间均通过伸缩气囊62弹性连接,滑孔65通过换气管34与伸缩气囊62相连通;
在竖板32靠近罩壳6时,竖板32会通过驱动轴39带动第二多边形杆64向滑孔65内滑动,滑孔65内的气体则会在压力作用下通过换气管34输送到两个伸缩气囊62内,两个伸缩气囊62则会膨胀延伸,从而推动两个套环58相互靠近,两个套环58则会通过清扫杆59带动两组毛刷60相互靠近,两组毛刷60则会抵紧到切割轮8的外壁上,而转动的驱动轴39会通过第二多边形杆64带动转杆57转动,转杆57则会带动套环58转到,清扫杆59则会通过毛刷60清扫切割轮8的外壁,但不清扫切割轮8的轮齿,使切割轮8外壁上的铁削扫落,提升切割轮8清理的效果,而在竖板32带动驱动轴39与第二多边形杆64远离转杆57时,滑孔65内会产生负压,从而吸取伸缩气囊62内的气体,伸缩气囊62则会缩小,从而带动两个套环58与毛刷60相互远离,从而防止切割轮8在切割过程中,毛刷60对切割轮8造成影响与磨损。
本铝合金门窗框架加工用切割装置,在使用时,将需要裁切的管状铝合金型材插入到两个套管11内,这里的管状铝合金型材可以是圆形截面也可以是方形截面,然后通过夹具12固定到两个套管11上,然后通过伸缩设备5带动滑台4向两个夹具12上端移动,即可带动罩壳6与切割轮8同步移动,此时打开驱动电机9,驱动电机9即可带动切割轮8转动而完成切割动作,当切割轮8移动至两个夹具12的正上方时,伸缩设备5停止移动,切割轮8则会切割管状铝合金型材的上端,并将铝合金型材的上端切穿;
而滑台4移动期间,滑台4会压缩第一弹簧24,滑板23会受到第一弹簧24的顶压力,当滑台4带动切割轮8移动切割工位时,滑台会4会带动触发块29移动至楔形块26的正上方,触发块29与楔形块26内的永磁铁产生斥力,于是楔形块26被斥力完全顶进第二滑槽25内,滑板23不再受到楔形块26的限位,滑板23会在第一弹簧24的顶压作用下带动齿条20向着远离第一弹簧24的方向滑动,齿条20则会通过从动齿轮21带动第三传动轴18转动,第三传动轴18会通过两个啮合的锥齿轮19带动第二传动轴16转动,第二传动轴16会通过蜗轮蜗杆17带动其中一个套管11转动,其中一个套管11会通过第一齿轮14带动第二齿轮15转动,第二齿轮15会通过第一传动轴13带动另一个第二齿轮15转到,从而带动另一个套管11转到,两个转动的套管11则会带动内部的铝合金型材缓慢转动,这时,切割轮8则会在铝合金型材外壁绕圈切割,即可完成铝合金型材的切割工作,切割过程中,切割轮8的切割深度低,这样可以有效减少因为摩擦而噪音的产生,降低摩擦后,切割效率也会大大提升,并且绕圈式切割会使切割产生的毛边向管形铝合金型材的中部倾斜,同时部分毛边还会被切割轮8打磨掉,即可有效提升铝合金型材的品质,间接提升铝合金门窗框架的美观性,在切割完成时,通过伸缩设备5带动滑台4与切割轮8反向滑动复位,滑板23也会被第一弹簧24拉动至初始位置,当楔形块26与卡槽27再次对齐时,第二弹簧28会带动楔形块26自动卡进卡槽27内。
在切割完毕时,关闭驱动电机9,切割轮8会在惯性力作用下继续转动一段时间;在罩壳6移动至两个套管11的上端时,顶杆51会插入到竖板32与罩壳6之间的间隙内,竖板32会被顶杆51顶压而远离罩壳6,竖板32则会通过第四传动轴38带动第二摩擦盘37远离第一摩擦盘36,当转轴7带动切割轮8转动时,第二摩擦盘37不会转动,而在切割完毕后,也就是罩壳6反向滑动复位时,顶杆51则不会顶压竖板32,第三弹簧35则会带动竖板32方向滑动复位,竖板32则会带动第二摩擦盘37顶压到第一摩擦盘36上,此时因为惯性转动的切割轮8会通过第一摩擦盘36带动第二摩擦盘37转动,第二摩擦盘37会通过链传动40带动驱动轴39转动,驱动轴39会带动散热扇叶41在散热管31内转动,散热管31则会向外排气,罩壳6则会通过下端口吸取空气,流动的气流可以有效的对切割轮8进行散热,便于切割轮8得到及时的散热,并且还能将切割时产生的异味与灰尘吸走,并通过滤芯56过滤。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。