一种飞机防护栅激光熔覆局部防氧化装置及其快速制造方法
文献发布时间:2023-06-19 09:23:00
技术领域
本发明涉及飞机零件快速制造领域,具体是一种飞机防护栅激光熔覆局部防氧化装置及其快速制造方法。
背景技术
飞机防护栅主要用于防止外来物吸入发动机,随着飞机防护栅服役时间过长,一般会出现裂纹等缺陷,一般通过增材修复恢复其性能。
飞机防护栅由钛合金制造,目前飞机钛合金零件损伤修复主要采用钨极氩弧焊,钨极氩弧焊的焊速较慢,焊接变形较大,焊缝组织较粗大,焊接生产中容易产生气孔及钨夹杂等焊接缺陷。因此在对焊接质量和焊缝成形要求高的场合不宜使用。激光熔覆修复由于能量密度高,热输入量小,结晶速度快,焊缝晶粒细小,修复接头机械性能较好而逐步应用于航空钛合金零部件损伤修复。
激光熔覆修复钛合金时修复层金属以及近缝区如果不能得到有效的保护,就很容易受到空气等杂质的污染而发生脆化。尤其是激光熔覆修复层,一旦受到杂质污染,其脆化程度会非常严重。
由于飞机钛合金防护栅尺寸较大,难以放入密闭防氧化装置中进行激光熔覆修复,必须设计制造一种与激光熔覆头相配合的局部防氧化工装进行修复。
发明内容
为了解决上述问题,本发明提出一种飞机防护栅激光熔覆局部防氧化装置及其快速制造方法。
一种飞机防护栅激光熔覆局部防氧化装置,包括设置在激光熔覆头上的局部防氧化装置,所述的局部防氧化装置的横截面为梯形状,所述的局部防氧化装置的侧端上设置有若干组外部氩气进入孔,所述的局部防氧化装置的端面上还设置有若干组装配定位卡槽,所述的局部防氧化装置设置为双层网状夹层结构。
所述的双层网状夹层结构包括按照由内向外依次分布的第一层气筛网、第二层气筛网、底边防护层。
一种飞机防护栅激光熔覆局部防氧化装置的快速制造方法,其具体步骤如下:
S1:局部防氧化装置三维模型设计:
a:根据熔覆头尺寸,设计与激光熔覆头相配合的连接结构;
b:该装置外围设计3个均匀分布孔,用于连接氩气管并向装置中吹氩气;
c:将该装置内部结构设计为一双层网状夹层结构,两层网之间可以缓冲保护气体流速保证喷出的气流为柔性紊流气体;
d:两层网状结构中上层网状结构孔的直径为1mm,下层网状孔的直径为0.5mm;
e:该装置锥度为可使得气体有效保护熔池的65度;
f:网状结构离底面圆环距离为5mm;
S2:金属3D打印快速制造:
a:对三维数模金属3D打印前处理;
b:激光选区熔化成形;
S3:热处理:激光选区熔化成形局部防氧化装置进行去应力退火;
S4:线切割:采用线切割方式将防氧化装置从基板上切割下来,线切割过程中防止热累积导致打印件底面氧化;
S5:机械加工:对线切割下来的局部防氧化装置进行机械加工,满足图纸或装配要求;
S6:无损检测:采用荧光探伤对局部防氧化工装进行内、外表面检测,确保内、外表面均无裂纹;
S7:检测:将制造的局部防氧化装置与激光熔覆头进行装配并进行激光熔覆修复飞机钛合金防护栅,检测试验效果。
所述的步骤S2的a中打印前处理是需要对三维模型进行结构分析,由于该模型内部结构为中空网状结构,金属3D打印成形方向成正形方向摆放。
所述的步骤S2的b中使用的金属3D打印设备是激光选区熔化成形设备,具体保护气为99.999%的高纯氩气,粉末为钛合金粉末。
所述的钛合金粉末的具体技术指标如下:
Al:5.5-7.0;V:0.8-2.5;Zr:1.5-2.5;Mo:0.5-2.0;Si:<0.15;Fe:≤0.25;C:≤0.08;O:≤0.15;N:≤0.05;H:≤0.015;Ti:Bal;
粒径分布(um):D(10):20-30,D(50):30-45,D(90):50-65;
流动性:<40(50g/s);
振实密度(g/cm
松装密度(g/cm
所述的步骤S2的b的激光选区熔化成形工艺参数:激光功率:(170-180)W,扫描速度:(1100-1300)mm/s,层厚:30um,搭接率:(0.080-0.12)mm。
所述的步骤S3的热处理工艺为:真空去应力退火,850℃保温2h,随炉冷却。
本发明的有益效果是:针对飞机大尺寸钛合金防护栅激光熔覆修复过程中的氧化问题,相对于传统方法进行机械加工制造,制造设计复杂,本发明通过金属3D打印快速成形方式,熔覆制造飞机钛合金防护栅激光熔覆局部防氧化装置,使飞机钛合金防护栅激光熔覆修复质量得到有效提高,以满足飞机防护栅因激光熔覆修复过程中得不到保护而导致氧化。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1为本发明的装配结构示意图;
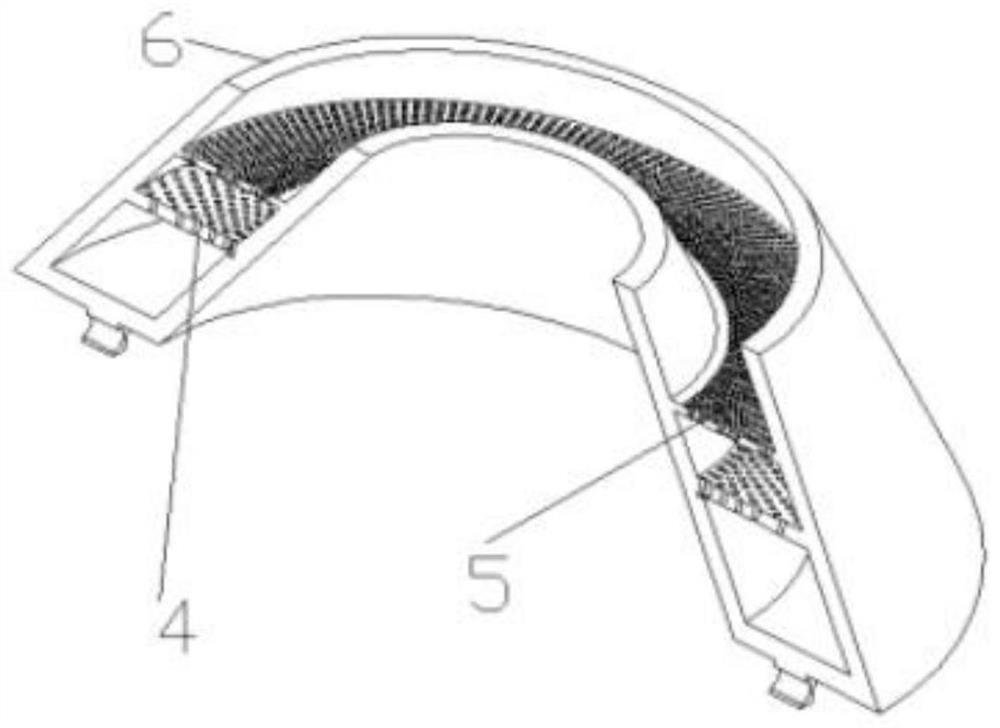
图2为本发明的局部防氧化装置结构示意图一;
图3为本发明的局部防氧化装置结构示意图二;
图4为本发明的三维数模3D打印过程中位置摆放结构示意图;
图5为本发明的流程结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
如图1至图5所示,一种飞机防护栅激光熔覆局部防氧化装置,包括设置在激光熔覆头1上的局部防氧化装置,所述的局部防氧化装置的横截面为梯形状,所述的局部防氧化装置的侧端上设置有若干组外部氩气进入孔2,所述的局部防氧化装置的端面上还设置有若干组装配定位卡槽3,所述的局部防氧化装置设置为双层网状夹层结构。
针对飞机大尺寸钛合金防护栅激光熔覆修复过程中的氧化问题,相对于传统方法进行机械加工制造,制造设计复杂,本发明通过金属3D打印快速成形方式,熔覆制造飞机钛合金防护栅激光熔覆局部防氧化装置,使飞机钛合金防护栅激光熔覆修复质量得到有效提高,以满足飞机防护栅因激光熔覆修复过程中得不到保护而导致氧化。
所述的双层网状夹层结构包括按照由内向外依次分布的第一层气筛网4、第二层气筛网5、底边防护层6。
如图4所示,图中标号a为局部防氧化装置,图中标号b为3D打印基板,图中箭头为成形方向,所述的局部防氧化装置设置在3D打印基板上。
一种飞机防护栅激光熔覆局部防氧化装置的快速制造方法,其具体步骤如下:
S1:局部防氧化装置三维模型设计:
a:根据熔覆头尺寸,设计与激光熔覆头1相配合的连接结构;
b:该装置外围设计3个均匀分布孔,用于连接氩气管并向装置中吹氩气;
c:将该装置内部结构设计为一双层网状夹层结构,两层网之间可以缓冲保护气体流速保证喷出的气流为柔性紊流气体,可以有效保护激光熔覆修复熔池;
d:两层网状结构中上层网状结构孔的直径为1mm,下层网状孔的直径为0.5mm,可以使氩气流速依次缓慢递减,减小气流刚性,便于保护激光修复熔池;
e:该装置锥度为65度,便于气体有效保护熔池;
f:网状结构离底面圆环距离为5mm,可以引导气流方向,便于气流形成紊流;
S2:金属3D打印快速制造:
a:对三维数模金属3D打印前处理;
b:激光选区熔化成形;
S3:热处理:激光选区熔化成形局部防氧化装置进行去应力退火;
S4:线切割:采用线切割方式将防氧化装置从基板上切割下来,线切割过程中应防止热累积导致打印件底面氧化;
S5:机械加工:对线切割下来的局部防氧化装置进行机械加工,满足图纸或装配要求;
S6:无损检测:采用荧光探伤对局部防氧化工装进行内、外表面检测,确保内、外表面均无裂纹;
S7:检测:将制造的局部防氧化装置与激光熔覆头1进行装配并进行激光熔覆修复飞机钛合金防护栅,检测试验效果。
所述的步骤S2的a中打印前处理是需要对三维模型进行结构分析,由于该模型内部结构为中空网状结构,金属3D打印成形方向成正形方向摆放,如图4所示。
所述的步骤S2的b中使用的金属3D打印设备是激光选区熔化成形设备,具体保护气为99.999%的高纯氩气,原材料牌号为TA15,粉末为钛合金粉末。
所述的钛合金粉末的具体技术指标如下:
Al:5.5-7.0;V:0.8-2.5;Zr:1.5-2.5;Mo:0.5-2.0;Si:<0.15;Fe:≤0.25;C:≤0.08;O:≤0.15;N:≤0.05;H:≤0.015;Ti:Bal;
粒径分布(um):D(10):20-30,D(50):30-45,D(90):50-65;
流动性:<40(50g/s);
振实密度(g/cm
松装密度(g/cm
所述的步骤S2的b的激光选区熔化成形工艺参数:激光功率:(170-180)W,扫描速度:(1100-1300)mm/s,层厚:30um,搭接率:(0.080-0.12)mm。
所述的步骤S3的热处理工艺为:真空去应力退火,850℃保温2h,随炉冷却。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种飞机防护栅激光熔覆局部防氧化装置及其快速制造方法
- 一种基于激光铣削的激光熔覆快速精密制造方法及装置