一种汽车离合器端盖裂纹检测设备
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及检测设备技术领域,尤其涉及一种汽车离合器端盖裂纹检测设备。
背景技术
在汽车离合器端盖生产过程中,由于离合器端盖毛坯件生产工艺导致毛坯件中易存在微小裂纹,当离合器端盖密封槽加工完成后,部分裂纹易在密封槽处显现进而影响密封效果,需经检测剔除。
但在离合器端盖检测过程中,由于种种原因,也存在将离合器端盖密封槽处有裂纹的零件发往汽车组装车间,进而导致汽车装配工作失效。
发明内容
本发明所解决的技术问题在于提供一种汽车离合器端盖裂纹检测设备,以解决上述背景技术中的问题。
本发明所解决的技术问题采用以下技术方案来实现:
一种汽车离合器端盖裂纹检测设备,包括工作台、控制盒、主轴系统及测头系统,其中,主轴系统设置在工作台一端,工作台另一端设置有显示器,用于检测离合器端盖上密封圈凹槽裂纹的测头系统设置在主轴系统上方的工作台上,控制盒设置在主轴系统下方的工作台上,测头系统与控制盒连接,控制盒内设置有控制系统,主轴系统包括用于为驱动离合器端盖转动提供动力源的电气柜和用于为固定离合器端盖提供气源的气柜,且电气柜与气柜设置在工作台下方,各部分具体结构如下:
主轴系统包括气动旋转接头、同步带、电机、主轴、安装支撑板及气动卡盘,其中,电气柜内安装有同步带、电机、主轴及安装支撑板,电机与主轴安装在安装支撑板上,并通过同步带连接,气动卡盘安装在主轴顶部,离合器端盖固定在气动卡盘的气动三爪卡盘卡爪上,气动卡盘与气柜连接;并在气动卡盘上设置有用于检测离合器端盖运行状态的光电传感器;
测头系统包括显示器、滑台气缸、测头及测头软件系统主机,其中,测头为涡流传感器,安装在滑台气缸的运动部件上,被滑台气缸带动在检测位置与等待位置之间运动,检测前测头位于等待位置,测量时测头位于检测位置,测头与测头软件系统主机连接,通过安装在测头软件系统主机内的测头控制软件进行参数设置,测头软件系统主机与显示器连接,由显示器显示,滑台气缸行程50mm,在检测位置时测头端面距待检测面距离约为1mm。
在本发明中,所述测头系统一侧设置有三色灯。
在本发明中,所述气动卡盘通过气动旋转接头与气柜内的电磁阀连接,气动卡盘的气源由气动旋转接头引入,受气柜内电磁阀控制通断,进而控制气动三爪卡盘卡爪的张开或闭合。
在本发明中,所述气动卡盘上设置有两个光电传感器,包括一号光电传感器与二号光电传感器,当两个光电传感器同时检测到离合器端盖等待1秒后启动气动卡盘夹紧。
在本发明中,所述气动卡盘底部边缘设置有与气动卡盘一体成型的支架,光电传感器安装在支架上,该支架能够在一定程度上保护光电传感器免受离合器端盖的碰撞损伤。
在本发明中,所述气动三爪卡盘卡爪外围设置有保护罩。
在本发明中,所述气动卡盘与滑台气缸之间设置有测头保护架,测头保护架对测头进行保护,防止工人手动上料离合器端盖过程中发生意外对测头造成损伤。
在本发明中,所述测头保护架上部设置有用于容纳测头的空腔,空腔上设置有测头罩,测头保护架下部设置有基座。
在本发明中,所述控制盒上设置有电源开关、启动按钮、复位按钮和急停按钮,其中,电源开关用于控制汽车离合器端盖裂纹检测设备开机,启动按钮控制检测启动,急停按钮控制系统紧急停止,复位按钮控制系统报警后的复位。
在本发明中,检测流程如下:
1)打开电源开关,检测系统上电,等待检测设备完成启动;
2)待设备启动完成后,在测头软件系统主机的测头控制软件上对检测参数进行设置,主要设置频率、相位和增益等参数,设置完成后,测头系统即可对待检测产品裂纹进行检测;
3)在开机无任何报警情况下,点击启动按钮,检测设备开始检测工作,人工将离合器端盖放置在气动卡盘的气动三爪卡盘卡爪上,一号光电传感器与二号光电传感器同时检测到离合器端盖,等待1秒,控制系统控制气柜内的电磁阀启动气动卡盘夹紧动作,夹紧到位0.5秒后,控制系统控制精密滑台气缸运动,将测头推至检测位置,测头到达检测位置0.5秒后,控制系统控制主轴系统以一确定转速运转,从而带动离合器端盖以同样速度进行旋转,离合器端盖旋转一圈半,在旋转过程中测头系统一直对待检测密封圈凹槽进行检测;
4)密封圈凹槽无裂纹时,离合器端盖旋转一圈半时自动停止,主轴系统停止转动后控制系统控制精密滑台气缸运动,将测头拉至等待位置,与此同时控制系统控制气柜内的电磁阀启动气动卡盘张开动作;
5)密封圈凹槽有裂纹时,控制系统声光报警,主轴系统停止转动,控制气柜内的电磁阀启动气动卡盘张开动作;
6)当测头拉至等待位置、气动卡盘张开动作完成后,密封圈凹槽检测完成,人工将检测完成的离合器端盖取下,再放另一个待检测离合器端盖,继续检测;
7)当有紧急情况时,按下急停按钮,停止检测系统所有动作,处理完成后,点击复位按钮,检测系统恢复至检测前状态,测头回至等待位置,气动卡盘处于张开状态,检测系统复位完成后,重新点击启动按钮,继续检测。
有益效果:本发明基于涡流无损检测技术,对测头接收到的反馈信号进行处理,以测定密封圈凹槽是否存在裂纹;通过设置检测区域的检测深度,以保证对产品表面裂纹的成功检测,有效降低人工的劳动强度,减少次品对离合器端盖生产企业后续订单的影响。
附图说明
图1为本发明的较佳实施例中的离合器端盖结构示意图。
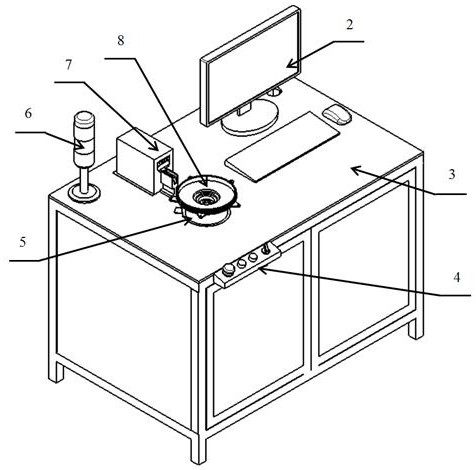
图2为本发明的较佳实施例的结构示意图。
图3为本发明的较佳实施例中的测头系统剖视图。
图4为本发明的较佳实施例中的主轴系统结构示意图。
图5为本发明的较佳实施例中的气动卡盘结构示意图。
图6为本发明的较佳实施例中的控制柜结构示意图。
图7为本发明的较佳实施例中的控制盒结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
参见图1~7的一种汽车离合器端盖裂纹检测设备,包括密封圈凹槽1、显示器2、工作台3、控制盒4、主轴系统5、三色灯6、测头系统7及离合器端盖8,其中,主轴系统5设置在工作台3一端,工作台3另一端设置有显示器2,三色灯6设置在测头系统7一侧,用于检测离合器端盖8上密封圈凹槽1裂纹的测头系统7设置在主轴系统5上方的工作台3上,控制盒4设置在主轴系统5下方的工作台3上,测头系统7与控制盒4连接,控制盒4内设置有控制系统,主轴系统5包括用于为驱动离合器端盖8转动提供动力源的电气柜24和用于为固定离合器端盖8提供气源的气柜25,且电气柜24与气柜25设置在工作台3下方,各部分具体结构如下:
主轴系统5包括气动旋转接头14、同步带15、电机16、主轴17、安装支撑板18、气动卡盘19及保护罩20,其中,电气柜24内安装有同步带15、电机16、主轴17及安装支撑板18,电机16与主轴17安装在安装支撑板18上,并通过同步带15连接,气动卡盘19安装在主轴17顶部,离合器端盖8固定在气动卡盘19上,气动卡盘19的气源由气动旋转接头14引入,受气柜25内电磁阀控制通断,进而控制气动三爪卡盘卡爪21的张开或闭合,气动三爪卡盘卡爪21位于工作台3上,离合器端盖8置于气动三爪卡盘卡爪21用于定位的高度面上,在气动卡盘19的三爪夹紧过程中自动定心;一号光电传感器22和二号光电传感器23共同控制气动卡盘19启动夹紧,当一号光电传感器22和二号光电传感器23同时检测到离合器端盖8等待1秒后启动气动卡盘19夹紧,用于固定一号光电传感器22和二号光电传感器23的支架,如图5所示,该支架能够在一定程度上保护一号光电传感器22和二号光电传感器23免受离合器端盖8的碰撞损伤,支架与气动卡盘19的底部边缘为一体成型结构;保护罩20设置在气动三爪卡盘卡爪21外围;
测头系统7包括显示器2、精密滑台气缸9、测头保护架10、测头11、测头罩12及测头软件系统主机13,其中,测头11为涡流传感器,安装在精密滑台气缸9的运动部件上,被精密滑台气缸9带动在检测位置与等待位置之间运动,检测前测头11在等待位置,测量时测头11在检测位置,测头11通过测头控制软件进行参数设置,测头控制软件安装在测头软件系统主机13上,并由显示器2显示,精密滑台气缸9行程50mm,在检测位置时测头11端面距待检测面距离约为1mm,同时在气动卡盘19与精密滑台气缸9之间设置有测头保护架10,测头保护架10对测头11进行保护,防止工人手动上料离合器端盖8过程中发生意外对测头11造成损伤,测头保护架10上部设置有用于容纳测头11的空腔,空腔上设置有测头罩12,测头保护架10下部设置有基座;测头软件系统主机13设置在工作台3的下方;
控制盒4上设置有电源开关26、启动按钮27、复位按钮28和急停按钮29,其中,电源开关26用于控制汽车离合器端盖裂纹检测设备开机,启动按钮27控制检测启动,急停按钮29控制系统紧急停止,复位按钮28控制系统报警后的复位;并在控制系统内设置有声光报警装置。
在本实施例中,检测流程如下:
5)打开电源开关26,检测系统上电,等待检测设备完成启动;
6)待设备启动完成后,在测头软件系统主机13的测头控制软件上对检测参数进行设置,主要设置频率、相位和增益等参数,设置完成后,测头系统7即可对待检测产品裂纹进行检测;
7)在开机无任何报警情况下,点击启动按钮27,检测设备开始检测工作,人工将离合器端盖8放置在气动卡盘19的气动三爪卡盘卡爪21上,一号光电传感器22与二号光电传感器23同时检测到离合器端盖8,等待1秒,控制系统控制气柜25内的电磁阀启动19气动卡盘夹紧动作,夹紧到位0.5秒后,控制系统控制精密滑台气缸9运动,将测头11推到检测位置,测头11到达检测位置0.5秒后,控制系统控制主轴系统5以一确定转速运转,从而带动离合器端盖8以同样速度进行旋转,离合器端盖8旋转一圈半,在旋转过程中测头系统7一直对待检测密封圈凹槽1进行检测;
8)密封圈凹槽1无裂纹时,离合器端盖8旋转一圈半时自动停止,主轴系统5停止转动后控制系统控制精密滑台气缸9运动,将测头11拉至等待位置,与此同时控制系统控制气柜25内的电磁阀启动气动卡盘19张开动作;
5)密封圈凹槽1有裂纹时,控制系统声光报警,主轴系统5停止转动,控制气柜25内的电磁阀启动气动卡盘19张开动作;
6)当测头11拉至等待位置、气动卡盘19张开动作完成后,密封圈凹槽1检测完成,人工将检测完成的离合器端盖8取下,再放另一个待检测离合器端盖8,继续检测;
7)当有紧急情况时,按下急停按钮29,停止检测系统所有动作,处理完成后,点击复位按钮28,检测系统恢复至检测前状态,测头11回至等待位置,气动卡盘19处于张开状态,检测系统复位完成后,重新点击启动按钮27,继续检测。
- 一种汽车离合器端盖裂纹检测设备
- 一种汽车离合器压盘及盖检测设备