双锥面插齿夹具和工装
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及一种双锥面插齿夹具和工装,可直接应用于车辆\工程机械齿轮制造业齿轮和花键插齿工序。
背景技术
在车辆和工程机械齿轮中,在一根传动轴上,常分布着多档齿轮和花键。多种变型产品花键和齿轮分布的位置不同,插花键和插齿需要定位的位置和直径不同,按常规,往往要设计多套夹具,换产时,要更换不同的夹具,导致生产线柔性差,投入成本高、换产频繁,效率低。
发明内容
本发明的目的在于克服现有技术中存在的上述不足,而提供一种适应定位的位置不同和直径不同的插齿和插花键夹具和换产工装,实现低成本的制造,灵活换产,降低劳动强度,提升生产效率。
本发明解决上述问题所采用的技术方案是:一种双锥面插齿夹具和工装,包括定位和夹紧机构和换产手柄,所述定位和夹紧机构包括、压缩弹簧、拉杆、接杆、涨套、连接块和夹具体;所述涨套与连接块螺纹连接,涨套可沿夹具体内孔轴向移动,所述接杆一端与连接块固定,所述接杆另一端与拉杆固定,压缩弹簧连接在顶尖与夹具体之间,衬套通过内六角螺钉与夹具体固定;在夹具体内壁上,自左向右依次设置锥面Ⅰ区域和锥面Ⅱ区域,锥面Ⅰ区域和和锥面Ⅱ区域相邻设置;所述换产手柄与涨套连接。
本发明采用锥面Ⅰ区域和锥面Ⅱ区域双锥面结构设计,且双锥面分布在不同的轴向位置,夹具体锥面通过一次安装校正,更换涨套后,由于夹具体两段锥面位置没有变动,且保持很高的相对位置精度,夹具无需再次校正,只要更换涨套,就能实现工件不同位置,不同直径的定位夹紧需求,实现一个夹具多个用途。
本发明可通过旋转换产手柄,可以将涨套旋上或旋下,实现换产,操作简便,提高了生产效率。
作为优选,所述涨套设置有外螺纹,所述连接块设置有与涨套配合的内螺纹。
作为优选,所述换产手柄与涨套通过圆柱头内六角螺钉连接。
作为优选,可以根据工件,通过更换不同的涨套与锥面Ⅰ区域配合或者与锥面Ⅱ区域配合。
本发明与现有技术相比,具有以下优点和效果:1、夹具体具有双锥面结构,且双锥面分布在不同的轴向位置,能够满足不同直径和不同位置的涨套的定位与夹紧需求,实现一个夹具多个用途;2、夹具体锥面通过一次安装校正,更换涨套后,由于夹具体两段锥面位置没有变动,且保持很高的相对位置精度,夹具无需再次校正,换产操作简便,提高了生产效率;3、由于只要更换涨套,就能实现工件不同位置,不同直径的定位夹紧需求,因此夹具具有较强的通用性。既满足同型号产品多档位插齿需求,也能相当程度满足差异较大产品的插齿需求,减少了工装投入4、双锥面是主要的夹紧和定位基准,双锥面的设计基准与制造基准保持一致,保证了精度提高和生产效率的提高的同时性。
附图说明
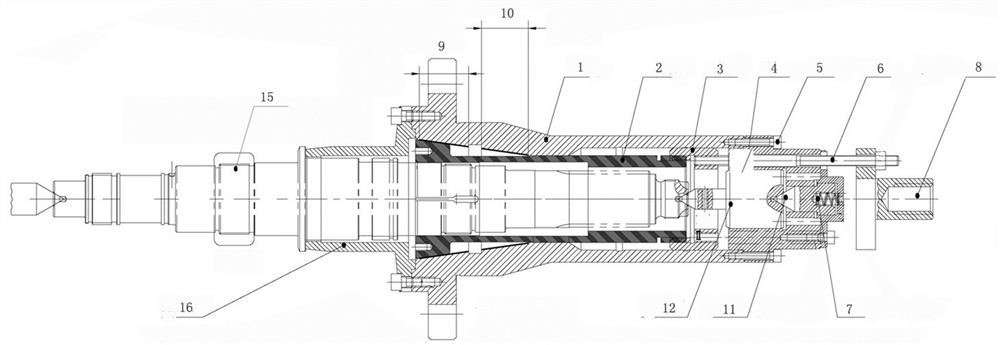
图1为本发明实施例1加工工件Ⅰ时结构示意图。
图2为本发明实施例1加工工件Ⅱ时结构示意图。
图3为本发明实施例1的换产手柄连接结构示意图。
图4为本发明实施例2的结构示意图。
图5为本发明实施例2的换产手柄连接结构示意图。
图中:夹具体(1)、涨套Ⅰ(2)、连接块(3)、衬套(4)、内六角螺钉(5)、接杆(6)、压缩弹簧(7)、拉杆(8)、锥面Ⅰ区域(9)、锥面Ⅱ区域(10)、顶尖Ⅰ(11)、顶尖Ⅱ(12)、圆柱头内六角螺钉(13)、换产手柄(14)、工件Ⅰ(15)、下垫Ⅰ(16)、工件Ⅱ(17)、下垫Ⅱ(18)、涨套Ⅱ(19)、工件Ⅲ(20)、下垫Ⅲ(21)。
具体实施方式
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
实施例1。
参见图1-3,本实施例中的双锥面插齿夹具和工装,包括定位和夹紧机构和换产手柄(14),定位和夹紧机构包括压缩弹簧(7)、拉杆(8)、接杆(6)、涨套Ⅰ(2)、连接块(3)和夹具体(1);涨套Ⅰ(2)与连接块(3)螺纹连接,涨套Ⅰ(2)可沿夹具体(1)内孔轴向移动,接杆(6)一端与连接块(3)固定,接杆(6)另一端与拉杆(8)固定,压缩弹簧(7)连接在顶尖Ⅰ(11)与夹具体(1)之间,顶尖Ⅱ(12)固定在顶尖Ⅰ(11)上,顶尖Ⅱ(12)与涨套Ⅰ(2)工况配合,衬套(4)通过内六角螺钉(5)与夹具体(1)固定;在夹具体(1)内壁上,自左向右依次设置锥面Ⅰ区域(9)和锥面Ⅱ区域(10),锥面Ⅰ区域(9)和和锥面Ⅱ区域(10)相邻设置;换产手柄(14)与涨套Ⅰ(2)通过圆柱头内六角螺钉(13)连接。
本实施例夹具体(1)与机床工作台连接,拉杆(8)与机床液压缸连接,校正后固定好插齿夹具,用圆柱头内六角螺钉(13)将涨套Ⅰ(2)与换产手柄(14)连接,将连接块(3)与拉杆(8)从夹具体(1)内腔升起,手握换产手柄(14),将涨套Ⅰ(2)旋上连接块(3),观察到涨套Ⅰ(2)进入夹具体(1)内腔适当的位置后(即涨套Ⅰ(2)与锥面Ⅰ区域(9)配合区域),旋下圆柱头内六角螺钉(13),取走换产手柄(14),根据工件Ⅰ(15)工件Ⅱ(17)的不同,选择安装对应的下垫Ⅰ(16)和下垫Ⅱ(18),换产调节完毕。加工结束后,反向旋换产手柄(14),卸下涨套,动作同前述。
实施例2。
参见图4-5,本实施例中的双锥面插齿夹具和工装,包括定位和夹紧机构和换产手柄(14),定位和夹紧机构包括、压缩弹簧(7)、拉杆(8)、接杆(6)、涨套、连接块(3)和夹具体(1);涨套Ⅱ(19)与连接块(3)螺纹连接,涨套Ⅱ(19)可沿夹具体(1)内孔轴向移动,接杆(6)一端与连接块(3)固定,接杆(6)另一端与拉杆(8)固定,压缩弹簧(7)连接在顶尖Ⅰ(11)与夹具体(1)之间,衬套(4)通过内六角螺钉(5)与夹具体(1)固定;在夹具体(1)内壁上,自左向右依次设置锥面Ⅰ区域(9)和锥面Ⅱ区域(10),锥面Ⅰ区域(9)和和锥面Ⅱ区域(10)相邻设置;换产手柄(14)与涨套通过圆柱头内六角螺钉(13)连接。
本发明夹具体(1)与机床工作台连接,拉杆(8)与机床液压缸连接,校正后固定好插齿夹具,用圆柱头内六角螺钉(13)将涨套Ⅱ(19)与换产手柄(14)连接,将连接块(3)与拉杆(8)从夹具体(1)内腔升起,手握换产手柄(14),将涨套Ⅱ(19)旋上连接块(3),观察到涨套Ⅱ(19)进入夹具体(1)内腔适当的位置后(即与锥面Ⅱ区域(10)工况配合),旋下圆柱头内六角螺钉(13),取走换产手柄(14),安装对应的下垫Ⅲ(21)和工件Ⅲ(20),换产调节完毕。加工结束后,反向旋换产手柄(14),卸下涨套,动作同前述。
本实施例具有锥面Ⅰ区域(9)和锥面Ⅱ区域(10)的双锥面结构,且双锥面分布在不同的轴向位置,能够满足不同直径和不同位置的涨套的定位与夹紧需求。只要更换涨套,就能实现工件不同位置,不同直径的定位夹紧需求,因此夹具具有较强的通用性。既满足同型号产品多档位插齿需求,也能相当程度满足差异较大产品的插齿需求。
本发明工序流程为:插齿夹具校正和安装→涨套Ⅰ(2)或涨套Ⅱ(19)(根据实际需要选择)与换产手柄(14)连接→涨套Ⅰ(2)或涨套Ⅱ(19)伸入夹具体(1)内腔→旋转涨套Ⅰ(2)或涨套Ⅱ(19)→涨套Ⅰ(2)或涨套Ⅱ(19)与连接块(3)连接→旋下圆柱头内六角螺钉(13)→取走换产手柄(14)→选择装下垫Ⅰ(16)、下垫Ⅱ(18)或下垫Ⅲ(21)→放入工件,换产调节完毕→卸下涨套。
此外,需要说明的是,凡依据本发明专利构思的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明专利的保护范围内。
- 双锥面插齿夹具和工装
- 一种汽车双锥面同步器齿环碳纤维摩擦材料粘接夹具