一种3D渐变图案复合手机后盖的渐变处理工艺
文献发布时间:2023-06-19 10:27:30
技术领域
本发明涉及手机后盖的技术领域,具体涉及一种3D渐变图案复合手机后盖的渐变处理工艺。
背景技术
随着科技的发展,手机的使用越来越广泛,其中手机后盖作为手机的重要部件之一,其生产工艺的不同,得到的外观效果也不同,且传统的手机后盖普遍是塑料制成的,通过在塑料外壳上喷上各种油漆而达到多种效果,但是塑料的耐磨性较差,强度不够,使塑料手机后盖外表面(手机后盖朝向手机主板的一面为内表面,背向手机主板的一面为外表面)很容易被损坏或划伤,为了提高手机后盖的耐磨性和强度,也有采用不锈钢材质加工而成,但此种不锈钢手机后盖拿在手中过于笨重,由此,现市面上出现一种采用金属材质或玻璃材料制成的金属手机后盖,由于铝具有质轻、耐磨性高、手感佳、强度高的优点,则现有的金属手机后盖普遍为铝质手机后盖。然而,该铝质手机后盖的金属特性会对信号造成干拢,使电池无法实现无线充电,无法适用于5G网络,且长时间使用后手机后盖会发热,而采用玻璃材料制成的手机后盖容易摔碎。且随着手机后盖加工的竞争愈演愈烈,手机后盖的外观性需求越来越多样化,但现有的手机后盖一般都为单一的纯色,色彩单调乏味,外观效果较差,满足不了人们需要多色彩渐变外观的手机后盖的需求。
发明内容
本项发明是针对现在的技术不足,提供一种3D渐变图案复合手机后盖的渐变处理工艺。
本发明还提供一种3D渐变色手机后盖。
本发明为实现上述目的所采用的技术方案是:
一种3D渐变图案复合手机后盖的渐变处理工艺,其包括如下步骤:
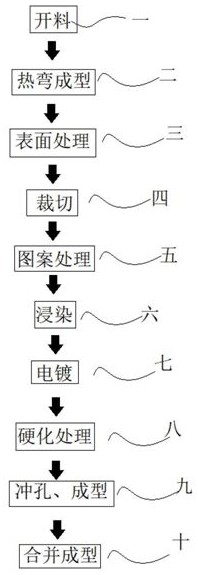
一、开料:采用开料机,对复合基材进行开料,开料出与手机后盖摊开时的尺寸相吻合的复合基材片,此复合基材的厚度为0.5-1.0mm;
二、热弯成型:采用复合基材热弯机对步骤一的复合基材片进行热弯成型,热弯成型时,将步骤一的复合基材片先依次在80℃、100℃、200℃、300℃、 400℃下加热软化,之后在500℃下进行多次向下热压微变形,最后在680℃下进行多次向下热压成型出其外形与手机后盖的外形相吻合的复合基材后盖半成品;
三、表面处理:将步骤二的复合基材后盖半成品的表面依次进行抛光、清洗及钢化处理,钢化处理后对复合基材后盖的表面真空电镀一抗指纹膜,得到复合基材后盖成品;
四、裁切:裁切出其尺寸与步骤一复合基材片的尺寸相同的薄膜裁切件;
五、图案处理:在步骤四的薄膜裁切件的一面上进行图案油墨处理,形成图案油墨层,图案油墨层的油墨具有2-6层,该图案油墨层的厚度是 10-30um,得到薄膜处理件;
六、浸染:用彩色油墨对图案油墨层进行浸染,形成渐变色层,浸染温度为80-90℃;
七、电镀:在所述渐变色层上电镀若干电镀层;
八、硬化处理:在电镀层上喷淋硬化液,固化形成硬化膜;
九、冲孔、成型:将步骤八的薄膜处理件对应于手机后盖的孔位处定位冲孔,之后通过外形冲切工艺冲切成与手机后盖形状相吻合的薄膜半成品;
十、合并成型:将步骤九的薄膜片成品与步骤三的复合基材后盖成品放置在四曲面贴合机内通过透明光学胶真空贴合,得到由复合基材与薄膜完全相重贴合组成,且复合基材后盖成品包覆在薄膜片成品外的3D渐变色手机后盖。
作进一步改进,上述复合基材后盖的厚度是0.5-1.0mm。
作进一步改进,上述PET膜的厚度是25-75um。
作进一步改进,上述防指纹涂层的厚度为10-15μm。
作进一步改进,所述薄膜裁切件为PET膜。
作进一步改进,所述3D渐变色手机后盖包括复合基材后盖和薄膜,所述复合基材后盖设置在所述薄膜上。
作进一步改进,所述3D渐变色手机后盖由上往下依次是抗指纹膜、复合基材后盖、透明光学胶、硬化层、电镀层、渐变色层、图案油墨层、薄膜裁切件。
本发明的有益效果:本发明的一种3D渐变色手机后盖,由于复合基材后盖和PET膜均不会对信号造成干扰,使手机的信号较强,且复合基材具有质轻、薄、耐刮划、散热、高韧性等优点,使手机后盖相应具有质轻、薄、耐刮划、散热的效果,不易造成手机发热。本发明通过用浸染来实现渐变色的工艺,使得手机后盖具有渐变色层,浸染出来的产品上色均匀,渐变效果很好,而且可以同一时间浸染多个颜色,使得手机后盖具有多种色彩,外观效果更加明显,满足人们需要多色彩渐变外观的手机后盖的需求。
下面结合附图与具体实施方式,对本发明进一步说明。
附图说明
图1为本实施例的3D渐变图案复合手机后盖的渐变处理工艺流程示意图;
图2为本实施例的3D渐变图案复合手机后盖的剖视结构示意图。
具体实施方式
以下所述仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
实施例,参见附图1~图2,一种3D渐变图案复合手机后盖的渐变处理工艺,其包括如下步骤:
一、开料:采用开料机,对复合基材进行开料,开料出与手机后盖摊开时的尺寸相吻合的复合基材片,此复合基材的厚度为0.5-1.0mm;
二、热弯成型:采用复合基材热弯机对步骤一的复合基材片进行热弯成型,热弯成型时,将步骤一的复合基材片先依次在80℃、100℃、200℃、300℃、 400℃下加热软化,之后在500℃下进行多次向下热压微变形,最后在680℃下进行多次向下热压成型出其外形与手机后盖的外形相吻合的复合基材后盖 1半成品;
三、表面处理:将步骤二的复合基材后盖1半成品的表面依次进行抛光、清洗及钢化处理,钢化处理后对复合基材后盖1的表面真空电镀一抗指纹膜 10,得到复合基材后盖1成品;
四、裁切:裁切出其尺寸与步骤一复合基材片的尺寸相同的薄膜2裁切件;
五、图案处理:在步骤四的薄膜2裁切片的一面上进行图案油墨处理,形成图案油墨层3,图案油墨层3的油墨具有2-6层,该图案油墨层3的厚度是10-30um,得到薄膜2处理件;
六、浸染:用彩色油墨对图案油墨层3进行浸染,形成渐变色层4,浸染温度为80-90℃;
七、电镀:在所述渐变色层4上电镀若干电镀层5;
八、硬化处理:在电镀层5上喷淋硬化液,固化形成硬化膜6;
九、冲孔、成型:将步骤八的薄膜2处理件对应于手机后盖的孔位处定位冲孔,之后通过外形冲切工艺冲切成与手机后盖形状相吻合的薄膜2半成品;
十、合并成型:将步骤九的薄膜2片成品与步骤三的复合基材后盖1成品放置在四曲面贴合机内通过透明光学胶7真空贴合,得到由复合基材与薄膜完全相重贴合组成,且复合基材后盖1成品包覆在薄膜2片成品外的3D渐变色手机后盖。
上述复合基材后盖1的厚度是0.5-1.0mm。
上述PET膜的厚度是25-75um。
上述防指纹涂层10的厚度为10-15μm。
所述薄膜2裁切件为PET膜。
所述3D渐变色手机后盖包括复合基材后盖1和薄膜2,所述复合基材后盖设置在所述薄膜2上。
所述3D渐变色手机后盖由上往下依次是抗指纹膜10、复合基材后盖1、透明光学胶7、硬化层6、电镀层5、渐变色层4、图案油墨层3、薄膜2裁切件。
本发明的一种3D渐变色手机后盖,由于复合基材后盖和PET膜均不会对信号造成干扰,使手机的信号较强,且复合基材具有质轻、薄、耐刮划、散热、高韧性等优点,使手机后盖相应具有质轻、薄、耐刮划、散热的效果,不易造成手机发热。本发明通过用浸染来实现渐变色的工艺,使得手机后盖具有渐变色层,浸染出来的产品上色均匀,渐变效果很好,而且可以同一时间浸染多个颜色,使得手机后盖具有多种色彩,外观效果更加明显,满足人们需要多色彩渐变外观的手机后盖的需求。
本发明并不限于上述实施方式,采用与本发明上述实施例相同或近似工艺或方法,而得到的其他用于3D渐变图案复合手机后盖的渐变处理工艺,均在本发明的保护范围之内。
- 一种3D渐变图案复合手机后盖的渐变处理工艺
- 3D复合手机后盖的渐变处理工艺