一种高精度薄壁钛合金框架的镗削加工方法
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及一种高精度薄壁钛合金框架的镗削加工方法,属于产品的成型及加工技术领域。
背景技术
钛及钛合金材料由于具有密度小、比强度高、抗耐蚀性能优异等特点,在航空、航天、船舶、兵器等领域得到日益广泛的应用。
但在通常情况下,薄壁钛合金零件在加工过程中极易产生变形,为保证加工质量及表面精度,往往需要多留余量,且需要多次反复地进行加工工序,因而加工周期较长。而且由于机床回转精度的限制,框架轴系的高精度形位公差很难保证。
发明内容
本发明提供一种高精度薄壁钛合金框架的镗削加工方法,在加工高精度薄壁钛合金框架时能有效地控制并且减小加工变形,保证轴系形位公差,提高薄壁钛合金框架镗削加工的表面加工质量。
为了解决上述技术问题,本发明采用如下技术方案:
一种高精度薄壁钛合金框架的镗削加工方法,所述框架为方形框架且顶面、底面敞口,框架前、后侧面中下部处设有A、B贯通孔,框架左、右侧面中上部处设有C、D螺纹贯通孔,且A、B孔中轴线重合,A、B孔中轴线与框架竖直中线垂直且相交,C、D孔中轴线重合,C、D孔中轴线与框架竖直中线垂直且相交,所述方法包括以下步骤:
(1)研磨薄壁钛合金框架的底面与侧面,以保证框架底面和侧面的平面度,及底面与各侧面间的垂直度以及相邻侧面间的垂直度,以底面作为定位基准;
(2)将框架底面安放在卧式镗床工作台面上,百分表安装在卧式镗床主轴上,将框架沿卧式镗床Z向坐标移动以检查框架外形,并微调框架,使百分表读数小于0.02mm;将工作台旋转90度,检测方法同上,使百分表读数小于0.02mm,以使框架的A、B孔中轴线与工作台回转中心相交,且框架的C、D孔中轴线与工作台回转中心相交,从而找正框架,然后用压板均匀压紧框架内部凸台;
(3)在框架顶面处放置正方块角尺以校准卧式镗床回转精度,具体为将装有千分表的标杆安装在卧式镗床尾座上,使千分表表针与方块角尺接触,旋转工作台,直至千分表读数最大差值小于0.002mm,然后将方块角尺与框架接触面点胶以固定方块角尺;
(4)根据框架在该加工阶段的状态及精度要求,选用刀具,同时调整主轴转速并设定进给量,且采用冷却润滑液;
(5)在框架C、D孔处的外侧面上分别螺纹安装C、D加工试块,加工C加工试块内孔,将工作台旋转180度,再加工D加工试块内孔;
(6)将千分表安装在卧式镗床主轴上,贯通拉表两端加工试块内孔侧母线,若千分表读数大于0.002mm,则沿X向坐标移动工作台,消除卧式镗床主轴与工作台中心位置误差;
(7)沿X向坐标移动工作台后,重复步骤(5)以加工两端的C、D加工试块内孔,再重复步骤(6),直至千分表读数小于0.002mm;
(8)拆除C、D加工试块,加工框架的C、D孔;
(9)将工作台旋转90度,加工A孔;然后将工作台旋转180度,再加工B孔。
进一步地,步骤(1)中:薄壁钛合金框架的底面与各侧面的平面度误差小于0.002mm,薄壁钛合金框架的底面与各侧面之间的垂直度误差小于0.005mm,薄壁钛合金框架相邻侧面之间的垂直度误差小于0.005mm。
进一步地,框架的C、D孔为轴承孔,框架的C、D孔装轴系,框架的A、B孔外端面处装轴。
进一步地,步骤(3)中:方块角尺四侧面间的相互垂直度误差小于0.002mm。
进一步地,步骤(4)中:选用整体硬质合金YG8刀具,将主轴转速调整为80转/min,将进给量设定为0.04mm/转,采用20号机油作为冷却润滑液。
进一步地,步骤(5)中:加工C加工试块内孔后,将工作台旋转180度,通过微量旋转工作台,千分表拉直方块角尺直至千分表读数最大差值小于0.002mm,消除工作台回转误差,再加工D加工试块内孔。
进一步地,步骤(9)中:加工A孔后,将工作台旋转180度,通过微量旋转工作台,千分表拉直方块角尺直至千分表读数最大差值小于0.002mm,消除工作台回转误差,再加工B孔。
相对于现有技术,本发明的有益效果为:
本发明中,在加工高精度薄壁钛合金框架时,通过在框架顶面处放置正方块角尺以校准卧式镗床回转精度,通过C、D加工试块校准卧式镗床主轴与工作台中心位置精度,从而保证高精度薄壁钛合金框架的加工精度;通过选用合理的压装方式及刀具以减少高精度薄壁钛合金框架的变形,缩短加工周期;
综上,在加工高精度薄壁钛合金框架时能有效地控制并且减小加工变形,保证轴系形位公差,提高薄壁钛合金框架镗削加工的表面加工质量。
附图说明
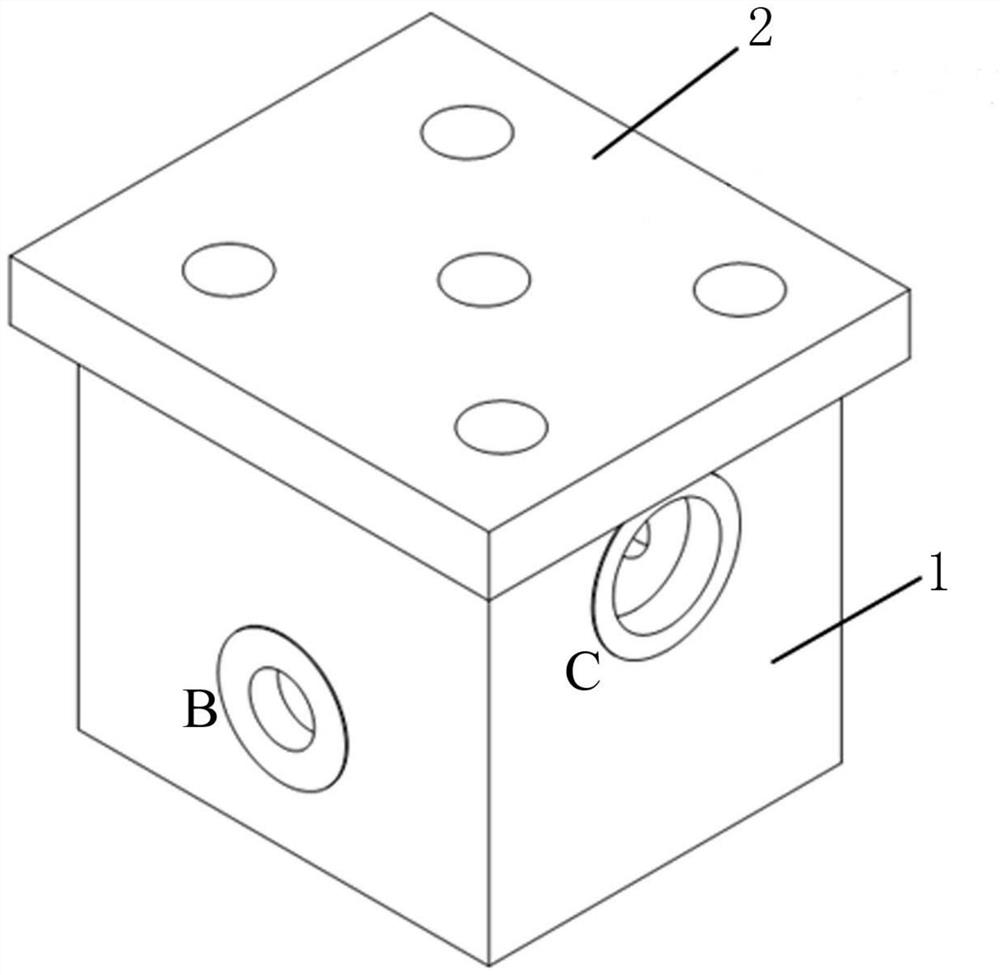
图1为本发明中框架的三维视图;
图2为图1中框架的右剖视图;
图3为图1中框架的正剖视图;
图4为图3中定位基准的选取示意图;
图5为方块角尺放置于框架顶面处的三维示意图;
图6为C、D加工试块安装于图5中框架C、D孔处外侧面上的结构示意图;
图7为图6的左剖视图。
附图说明:1、框架,2、方块角尺,3、C加工试块,4、D加工试块。
具体实施方式
如图1、2和3所示,薄壁钛合金框架1为方形框架且顶面、底面敞口,框架1的前侧面、后侧面中下部处设有A、B贯通孔,框架1的左侧面、右侧面中上部处设有C、D螺纹贯通孔,且A、B孔中轴线重合,A、B孔中轴线与框架1竖直中线垂直且相交,C、D孔中轴线重合,C、D孔中轴线与框架1竖直中线垂直且相交。框架的主要技术要求为:C、D孔要求同轴度≤Ф0.003mm;A、B孔要求同轴度≤Ф0.003mm;A、B孔的外端面与A、B中轴线垂直度误差≤0.003mm;A、B中轴线与C、D中轴线垂直度误差≤0.005mm。
采用本发明方法加工框架1的A、B孔与C、D孔的步骤为:
(1)研磨薄壁钛合金框架1的底面X与四个侧面N,以保证框架1的底面X和各侧面N的平面度误差小于0.002mm,且保证框架1的底面X与各侧面N之间的垂直度误差小于0.005mm,并保证框架1相邻侧面N之间的垂直度误差小于0.005mm,如图4所示,以底面X作为定位基准;
(2)将框架1的底面X安放在卧式镗床工作台面上,百分表安装在卧式镗床主轴上,将框架1沿卧式镗床Z向坐标移动以检查框架1外形,并微调框架1,使百分表读数小于0.02mm;将工作台旋转90度,检测方法同上,使百分表读数小于0.02mm,以使框架1的A、B孔中轴线与工作台回转中心相交,且框架1的C、D孔中轴线与工作台回转中心相交,从而找正框架1,然后用压板均匀压紧框架1内部凸台;
(3)如图5所示,在框架1顶面处放置正方块角尺2,以校准卧式镗床回转精度,具体为将装有千分表的标杆安装在卧式镗床尾座上,使千分表表针与方块角尺2接触,旋转工作台,直至千分表读数最大差值小于0.002mm,然后将方块角尺2与框架1接触面点胶以固定方块角尺2,确保工作台旋转不会使方块角尺2与框架1相对位置发生变化;
(4)根据框架1在该加工阶段的状态及精度要求,选用整体硬质合金YG8刀具,同时将主轴转速调整为80转/min,将进给量设定为0.04mm/转,采用20号机油作为冷却润滑液;
(5)如图6和7所示,在框架1的C、D孔处的外侧面上分别螺纹安装C加工试块3、D加工试块4,加工C加工试块3内孔,将工作台旋转180度,通过微量旋转工作台,千分表拉直方块角尺2直至千分表读数最大差值小于0.002mm,消除工作台回转误差,再加工D加工试块4内孔;
(6)将千分表安装在卧式镗床主轴上,贯通拉表两端加工试块内孔侧母线,若千分表读数大于0.002mm,则沿X向坐标移动工作台,消除卧式镗床主轴与工作台中心位置误差;
(7)沿X向坐标移动工作台后,重复步骤(5)以加工两端的C加工试块3内孔、D加工试块4内孔,再重复步骤(6),直至千分表读数小于0.002mm,则此时再加工零件可保证C、D孔同轴度要求;
(8)拆除C加工试块3、D加工试块4,加工框架1的C、D孔;
(9)将工作台旋转90度,加工A孔,然后将工作台旋转180度,通过微量旋转工作台,千分表拉直方块角尺2直至千分表读数最大差值小于0.002mm,消除工作台回转误差,再加工B孔。
其中,框架1的C、D孔为轴承孔,框架1的C、D孔装轴系,框架1的A、B孔外端面处装轴。
其中,步骤(3)中:方块角尺2四侧面间的相互垂直度误差小于0.002mm。
- 一种高精度薄壁钛合金框架的镗削加工方法
- 一种高精度结构开放式薄壁钛合金零件的加工方法