一种带有均匀表面压应力的半导体切片切割钢丝及其制备方法
文献发布时间:2023-06-19 10:43:23
技术领域
本发明涉及切割钢丝的制备方法领域,尤其涉及一种带有均匀表面压应力的半导体切片切割钢丝及其制备方法。
背景技术
半导体加工中,需要将晶棒切片加工成晶圆,目前晶圆切片用到的切割钢丝,普遍存在表面拉应力。
传统切割钢丝生产过程中,通过冷拉拔将钢丝不断变细,钢丝在拉拔变形时,由于和模具接触摩擦,钢丝的表面温度一定高于内部,钢丝外侧温度高,内部温度低,拉拔后的钢丝冷却到室温,由于热胀冷缩,会产生收缩,如果没有界面约束,钢丝表面温度高,因此收缩更多,钢丝内部温度低,因此收缩较少,由于存在界面约束,因此表面的钢丝被内部支撑不能收缩那么多,产生了表面拉应力,因此典型拉拔后的钢丝,必然存在表面拉应力。
因为存在表面拉应力,因此现有技术中的切割钢丝存在以下问题:表面不耐磨,在晶圆(尤其是大尺寸晶圆以及超硬的第三代半导体晶圆)加工过程中,更加容易变细,从而使钢丝的切割能力降低。
发明内容
发明目的:为了克服现有技术中存在的缺陷,本发明提出了一种带有均匀表面压应力的半导体切片切割钢丝及其制备方法,使钢丝表面由表面拉应力转变为具备均匀的表面压应力。
技术方案:为了解决上述技术问题,本发明所采用的技术方案为:
一种带有均匀表面压应力的半导体切片切割钢丝,具体为具有沿圆周均匀表面压应力的半导体切片切割钢丝。
本发明还公开了上述带有均匀表面压应力的半导体切片切割钢丝的制备方法,具体为使切割钢丝沿圆周多个方向反复受力进行弯曲变形,从而获得沿圆周均匀的表面压应力;获得带有均匀表面压应力的半导体切片切割钢丝。
更进一步的,所述切割钢丝沿圆周多个方向反复受力进行弯曲变形具体为依次通过多个不同方向布局的校直器进行受力弯曲变形。
更进一步的,所述多个不同方向布局的校直器至少为四个。
更进一步的,所述校直器为四个,依次为第一校直器、第二校直器、第三校直器以及第四校直器;所述第一校直器和第二校直器之间垂直正交设置;第二校直器与第三校直器之间呈45°交叉设置;第三校直器和第四校直器之间处置正交设置。
更进一步的,所述每个校直器模块具备7个以上校直轮。
有益效果:本发明具有以下优点:
(1)使钢丝表面由表面拉应力转变为具备均匀的表面压应力;表面压应力是相比表面拉应力更加有利的表面应力状态,可以减少钢丝在晶圆切片过程中的磨损,从而提升晶圆切片的质量;
(2)对于12寸以上硅晶圆类的大尺寸晶圆及超硬的以碳化硅晶圆和氮化镓为代表的第三代半导体晶圆切割应用,对切割钢丝的耐磨性要求更高,本技术方案的切割钢丝更有优势。
附图说明
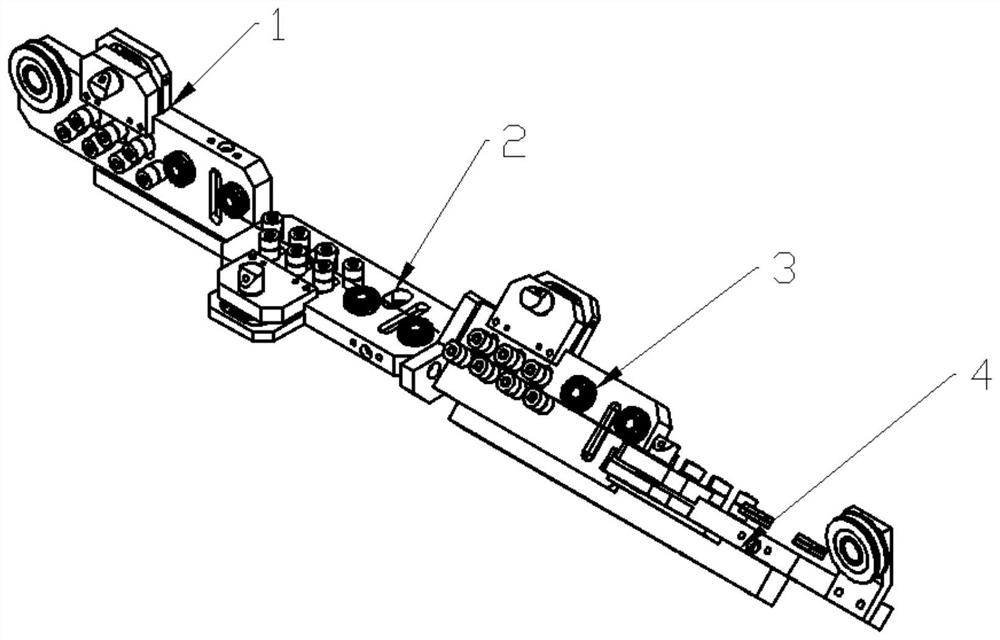
图1为本发明校直器布局方式示意图;
图2为本发明校直器布局方式截面示意图;
图3为本发明经过处理的切割钢丝受力示意图;
图4为本发明经过处理后的切割钢丝表面残余拉应力变为表面参与压应力示意图。
具体实施方式
下面结合实施例对本发明作进一步的详细说明:
实施例1:
如图1所示,将直径为0.130mm的半导体切片切割钢丝依次经过四个不同方向布局的校直器,通过沿圆周多个方向反复受力进行弯曲变形,从而获得沿圆周均匀的表面压应力。
请参考图1-2,所述校直器为四个,具体为具备7个校直轮的校直器;校直轮的直径为7mm;
依次为第一校直器1、第二校直器2、第三校直器3以及第四校直器4;所述第一校直器1和第二校直器2之间垂直正交设置;第二校直器2与第三校直器3之间呈45°交叉设置;第三校直器3和第四校直器4之间处置正交设置。
实施例2:
如图1所示,将直径为0.175mm的半导体切片切割钢丝依次经过四个不同方向布局的校直器,通过沿圆周多个方向反复受力进行弯曲变形,从而获得沿圆周均匀的表面压应力。
请参考图1-2,所述校直器为四个,具体为具备7个校直轮的校直器;校直轮的直径为10mm;
依次为第一校直器1、第二校直器2、第三校直器3以及第四校直器4;所述第一校直器1和第二校直器2之间垂直正交设置;第二校直器2与第三校直器3之间呈45°交叉设置;第三校直器3和第四校直器4之间处置正交设置。
请参考图3所示,将实施例1-2经过处理后的切割钢丝受力为来自四个不同方向布置的校直器给与的沿圆周均匀的来自ABCD四个方向的表面压应力。对钢丝具有良好的校直作用,能让钢丝拥有更有利均匀的表面应力分布。
此外请参考图4所示,对切割钢丝进行弯曲处理后,可以使钢丝在被弯曲的方向上,由表面残余拉应力变为表面参与压应力,用“+”来代表拉应力,“-”来代表压应力,经过弯曲后,钢丝表面被弯曲外侧的应力,由表面拉应力变为了表面压应力。
- 一种带有均匀表面压应力的半导体切片切割钢丝及其制备方法
- 一种用于半导体切片的切割钢丝及其制造系统