一种耐火防火电缆及全水平式半瓷化生产工艺
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及电缆技术领域,尤其涉及了一种耐火防火电缆及全水平式半瓷化生产工艺。
背景技术
电缆承担着输送电能、传递信息的重要作用,相当于人体中的“血管”。目前,电线电缆行业占据着我国电工行业1/4的产值,是仅次于汽车行业的第二大行业。但较高的使用范围也伴随着较大的问题,从2013-2016年,我国电气火灾约占总火灾起数的1/3,因电缆等电气线路故障引发的火灾约占电气火灾起数的60%。其中,火灾条件下因电缆功能失效而引发的二次事故,是造成灾害扩大的主要原因。因此,防火电缆对防止火灾发生和蔓延,防止数据丢失具有重要意义。
防火电缆主要包括矿物绝缘防火电缆、隔离型防火电缆、阻燃电缆、耐火电缆等,其中矿物绝缘防火电缆是目前最主要的防火电缆,其是由铜导体、无机绝缘材料和铜护套组成,具有不燃、耐火、无毒、无烟等特性。目前矿物绝缘防火电缆的生产工艺主要包括垂直部分(氧化镁灌装工艺和铜芯垂直纵包工艺)和水平部分(退火和拉拔工艺),其中垂直部分成本极高,且占地面积极大。
中国专利CN104992762A公开了专利名称为陶瓷化防火耐火硅橡胶电缆的专利,其技术要点在于:一种陶瓷化防火耐火硅橡胶电缆,包括由内到外依次设置的陶瓷化防火耐火硅橡胶绝缘缆芯、填充物、陶瓷化防火耐火复合带和陶瓷化防火耐火硅橡胶护套;所述绝缘缆芯包括导线和缠绕于导线外层的绝缘屏蔽层;所述的填充物为陶瓷化防火耐火硅橡胶填充物,该申请的多层结构采用陶瓷化防火耐火硅橡胶绝缘屏蔽层,多层安全保障,防火效果好。
发明内容
本发明针对背景技术所述问题,提供了一种耐火防火电缆及全水平式半瓷化生产工艺。
为了解决上述技术问题,本发明通过下述技术方案得以解决:
一种耐火防火电缆,包括铜芯、保护套以及支撑架,铜芯由铜带制成,支撑架设置在保护套内,铜芯设置在支撑架上,铜芯上由内到外依次包覆有绝缘屏蔽层和橡胶保护层,绝缘屏蔽层的厚度设置为0.4mm,支撑架包括中心杆、连接部以及骨架,连接部设置在中心杆与橡胶保护层之间,连接部与橡胶保护层连接,骨架设置连接部之间,骨架将中心杆与保护套连接,骨架与连接部以及橡胶保护层之间设置为容置区,容置区内填充有发泡胶,保护套设置为内保护层和外保护层,内保护层与外保护层之间设置有间隙,间隙内设置有水,当遇到火灾时,外保护层被烧穿时,水会流出熄灭不大的火灾;当火灾较大时,将水蒸发并且烧穿内保护层时,发泡胶会从烧穿口溢出,与水蒸气反应,迅速膨胀将烧穿口堵住,并且膨胀后的发泡胶也无法继续被燃烧,起到防火耐火的目的。
作为优选,橡胶保护层靠近保护套的一侧向保护套延伸有连接端,连接端将橡胶保护层与保护套固定连接。
作为优选,连接部设置为圆弧形,连接部的圆弧两端设置有卡块,橡胶保护层与连接部连接处设置有预留槽,卡块卡接在预留槽内,预留槽的截面积大于卡块的截面积,卡块可以根据外部压力大小在预留槽内移动,保证一定的变形量。
作为优选,骨架包括外包层和簧片,簧片设置为波浪形,簧片设置在外包层的内部,在能够承受一定变形量的基础上能够达到复位的效果。
作为优选,外保护层由硅橡胶制成,内保护层由半瓷化状态的氧化镁陶瓷硅橡胶制成,陶瓷硅橡胶的成分为80%的氧化镁和18%的硅橡胶,并通过粘合工艺制成陶瓷硅橡胶。
作为优选,铜芯的外壁缠绕有半导体带。
一种用于生产上述耐火防火电的全水平式半瓷化生产工艺,
步骤1:对铜芯进行切边、校直,之后在铜芯外壁包裹半导体带,与此同时通过挤出工艺将陶瓷硅橡胶,陶瓷硅橡胶挤出工艺的挤出速度与铜带和铜芯移动速度相同,18米/分钟;
步骤2:通过铜带水平纵包工艺将铜芯连接,并且将陶瓷硅橡胶包裹在橡胶保护层的外侧,铜带水平纵包工艺的采用氩弧焊接法,焊接温度为350℃,铜带水平纵包工艺过程利用偏心仪实时检测水平纵包过程中的偏心问题;
步骤3:对陶瓷硅橡胶进行退火工艺,退火工艺的退火温度为460℃,退火工艺使陶瓷硅橡胶得到半瓷化及细化状态,之后对退火之后的电缆进行拉拔工艺,再对陶瓷硅橡胶进行二次退火工艺,二次退火温度为560℃,然后再对半瓷化的陶瓷硅橡胶进行二次拉拔工艺,拉拔工艺和二次拉拔工艺的速度为18米/分钟;
步骤4:将铜芯牵引入包裹有绝缘屏蔽层的橡胶保护层中,此时的橡胶保护层已经和支撑架连接固定并且固定在定位管中,橡胶保护层处于被定位管管壁挤压状态,之后再将橡胶保护套牵引入半瓷化陶瓷硅橡胶成型的内保护层中;
步骤5:将内保护层牵引入外保护层中,在真空状态下对内保护层和外保护层的间隙中充入水,对容置区冲入发泡胶。
作为优选,所有工艺均为水平放置,无垂直部分,具有占地面积小,成本低的优点。
本发明由于采用了以上技术方案,具有显著的技术效果:
本发明所述电缆内部支撑架以及橡胶保护层为电缆提供了充足的变形量,使其具有良好的抗压效果,并且具有多重防火结构,水能够熄灭小火,火势大导致发泡胶溢出,发泡胶会遇水膨胀,发泡胶燃烧后会烧结,将溢出口堵住,具有耐火防性能
本发明所述工艺均为水平部分,无垂直部分,具有占地面积小,成本低的优点,所采用的防火层材料为半瓷化状态的氧化镁陶瓷硅橡胶,其相比于氧化镁粉的优点不需要垂直灌粉工艺,可以直接采用水平挤出工艺。生产工艺有益于降低不同尺寸防火电缆的生产成本,提高生产效率。
附图说明
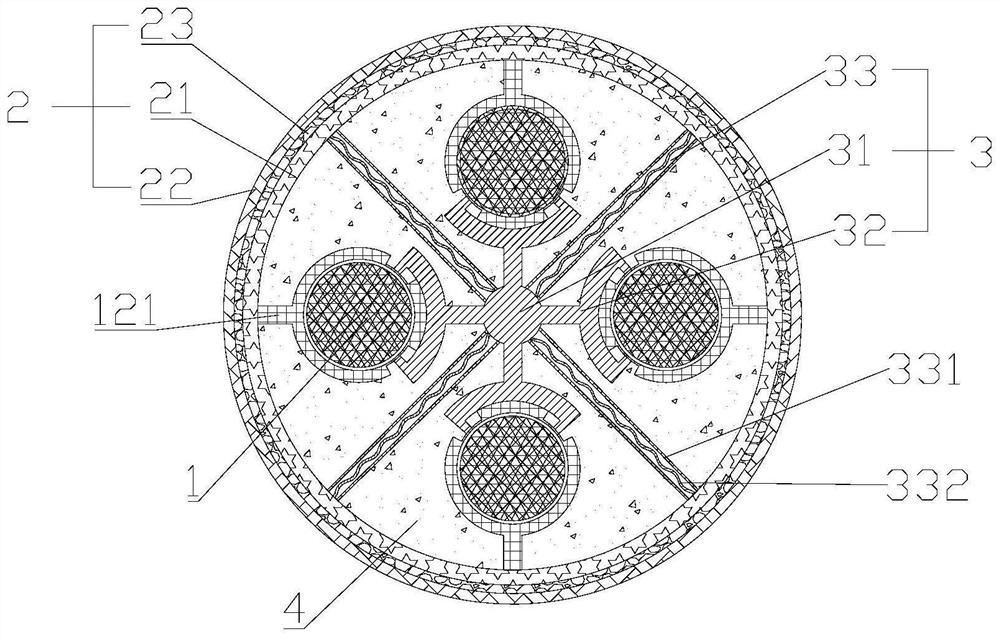
图1是本发明实施例1的截面示意图。
图2是本发明实施例1中橡胶保护层与连接部的截面示意图。
图3是本发明实施例2的工艺流程图。
附图中各数字标号所指代的部位名称如下:其中,1-铜芯、11-绝缘屏蔽层、12-橡胶保护层、121-连接端、122-预留槽、2-保护套、21-内保护层、22-外保护层、23-间隙、3-支撑架、31-中心杆、32-连接部、321-卡块、33-骨架、331-外包层、332-簧片、4-容置区。
具体实施方式
下面结合附图与实施例对本发明作进一步详细描述。
实施例1
如图1和图2所示,一种耐火防火电缆,包括铜芯1、保护套2以及支撑架3,铜芯1由铜带制成,铜芯1的外壁缠绕有半导体带,支撑架3设置在保护套2内,铜芯1设置在支撑架3上,铜芯1上由内到外依次包覆有绝缘屏蔽层11和橡胶保护层12,绝缘屏蔽层11的厚度设置为0.4mm,支撑架3包括中心杆31、连接部32以及骨架33,连接部32设置在中心杆31与橡胶保护层12之间,连接部32与橡胶保护层12连接,骨架33设置连接部32之间,骨架33将中心杆31与保护套2连接,骨架33与连接部32以及橡胶保护层12之间设置为容置区4,容置区4内填充有发泡胶,保护套2设置为内保护层21和外保护层22,内保护层21与外保护层22之间设置有间隙23,间隙23内设置有水。
当遇到火灾时,外保护层22被烧穿时,水会流出熄灭不大的火灾;当火灾较大时,将水蒸发并且烧穿内保护层21时,发泡胶会从烧穿口溢出,与水蒸气反应,迅速膨胀将烧穿口堵住,并且膨胀后的发泡胶也无法继续被燃烧,起到防火耐火的目的。
本实施例中的橡胶保护层12靠近保护套2的一侧向保护套2延伸有连接端121,连接端121将橡胶保护层12与保护套2固定连接。
此外,连接部32设置为圆弧形,连接部32的圆弧两端设置有卡块321,橡胶保护层12与连接部32连接处设置有预留槽122,卡块321卡接在预留槽122内,预留槽122的截面积大于卡块321的截面积,并且骨架33包括外包层331和簧片332,簧片332设置为波浪形,簧片332设置在外包层331的内部当电缆承受外部压力时。
外保护层22由硅橡胶制成,内保护层21由半瓷化状态的氧化镁陶瓷硅橡胶制成,陶瓷硅橡胶的成分为80%的氧化镁和18%的硅橡胶,并通过粘合工艺制成陶瓷硅橡胶。
实施例2
如图3所示,一种用于生产实施例1中耐火防火电的全水平式半瓷化生产工艺,
步骤1:对铜芯1进行切边、校直,之后在铜芯1外壁包裹半导体带,与此同时通过挤出工艺将陶瓷硅橡胶,陶瓷硅橡胶挤出工艺的挤出速度与铜带和铜芯1移动速度相同,18米/分钟;
步骤2:通过铜带水平纵包工艺将铜芯1连接,并且将陶瓷硅橡胶包裹在橡胶保护层12的外侧,铜带水平纵包工艺的采用氩弧焊接法,焊接温度为350℃,铜带水平纵包工艺过程利用偏心仪实时检测水平纵包过程中的偏心问题;
步骤3:对陶瓷硅橡胶进行退火工艺,退火工艺的退火温度为460℃,退火工艺使陶瓷硅橡胶得到半瓷化及细化状态,之后对退火之后的电缆进行拉拔工艺,再对陶瓷硅橡胶进行二次退火工艺,二次退火温度为560℃,然后再对半瓷化的陶瓷硅橡胶进行二次拉拔工艺,拉拔工艺和二次拉拔工艺的速度为18米/分钟;
步骤4:将铜芯1牵引入包裹有绝缘屏蔽层11的橡胶保护层12中,此时的橡胶保护层12已经和支撑架3连接固定并且固定在定位管中,橡胶保护层12处于被定位管管壁挤压状态,之后再将橡胶保护层12牵引入半瓷化陶瓷硅橡胶成型的内保护层21中;
步骤5:将内保护层21牵引入外保护层22中,在真空状态下对内保护层21和外保护层22的间隙23中充入水,对容置区4冲入发泡胶。
本实施例中采用的所有工艺均为水平放置,无垂直部分,具有占地面积小,成本低的优点,内保护层材料为半瓷化状态的氧化镁陶瓷硅橡胶,其相比于氧化镁粉的优点不需要垂直灌粉工艺,可以直接采用水平挤出工艺。该工艺有益于降低不同尺寸防火电缆的生产成本。
实施例3
如图1-图3所示,一种耐火防火电缆,包括铜芯1、保护套2以及支撑架3,铜芯1由铜带制成,铜芯1的外壁缠绕有半导体带,支撑架3设置在保护套2内,铜芯1设置在支撑架3上,铜芯1上由内到外依次包覆有绝缘屏蔽层11和橡胶保护层12,绝缘屏蔽层11的厚度设置为0.4mm,支撑架3包括中心杆31、连接部32以及骨架33,连接部32设置在中心杆31与橡胶保护层12之间,连接部32与橡胶保护层12连接,骨架33设置连接部32之间,骨架33将中心杆31与保护套2连接,骨架33与连接部32以及橡胶保护层12之间设置为容置区4,容置区4内填充有发泡胶,保护套2设置为内保护层21和外保护层22,内保护层21与外保护层22之间设置有间隙23,间隙23内设置有水。
当遇到火灾时,外保护层22被烧穿时,水会流出熄灭不大的火灾;当火灾较大时,将水蒸发并且烧穿内保护层21时,发泡胶会从烧穿口溢出,与水蒸气反应,迅速膨胀将烧穿口堵住,并且膨胀后的发泡胶也无法继续被燃烧,起到防火耐火的目的。
本实施例中的橡胶保护层12靠近保护套2的一侧向保护套2延伸有连接端121,连接端121将橡胶保护层12与保护套2固定连接。
此外,连接部32设置为圆弧形,连接部32的圆弧两端设置有卡块321,橡胶保护层12与连接部32连接处设置有预留槽122,卡块321卡接在预留槽122内,预留槽122的截面积大于卡块321的截面积,并且骨架33包括外包层331和簧片332,簧片332设置为波浪形,簧片332设置在外包层331的内部当电缆承受外部压力时。
外保护层22由硅橡胶制成,内保护层21由半瓷化状态的氧化镁陶瓷硅橡胶制成,陶瓷硅橡胶的成分为80%的氧化镁和18%的硅橡胶,并通过粘合工艺制成陶瓷硅橡胶。
本实施例还包括一种用于生产上述耐火防火电的全水平式半瓷化生产工艺,
步骤1:对铜芯1进行切边、校直,之后在铜芯1外壁包裹半导体带,与此同时通过挤出工艺将陶瓷硅橡胶,陶瓷硅橡胶挤出工艺的挤出速度与铜带和铜芯1移动速度相同,18米/分钟;
步骤2:通过铜带水平纵包工艺将铜芯1连接,并且将陶瓷硅橡胶包裹在橡胶保护层12的外侧,铜带水平纵包工艺的采用氩弧焊接法,焊接温度为350℃,铜带水平纵包工艺过程利用偏心仪实时检测水平纵包过程中的偏心问题;
步骤3:对陶瓷硅橡胶进行退火工艺,退火工艺的退火温度为460℃,退火工艺使陶瓷硅橡胶得到半瓷化及细化状态,之后对退火之后的电缆进行拉拔工艺,再对陶瓷硅橡胶进行二次退火工艺,二次退火温度为560℃,然后再对半瓷化的陶瓷硅橡胶进行二次拉拔工艺,拉拔工艺和二次拉拔工艺的速度为18米/分钟;
步骤4:将铜芯1牵引入包裹有绝缘屏蔽层11的橡胶保护层12中,此时的橡胶保护层12已经和支撑架3连接固定并且固定在定位管中,橡胶保护层12处于被定位管管壁挤压状态,之后再将橡胶保护层12牵引入半瓷化陶瓷硅橡胶成型的内保护层21中;
步骤5:将内保护层21牵引入外保护层22中,在真空状态下对内保护层21和外保护层22的间隙23中充入水,对容置区4冲入发泡胶。
- 一种耐火防火电缆及全水平式半瓷化生产工艺
- 一种瓷化胶绝缘防火电缆