一种数显检验装置及其用法
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及一种数显检验装置及其用法,属于检测装置技术领域。
背景技术
燃煤发电机组通常需要测量风机中静叶的焊接变形,需要测量静叶周围相应样冲眼间的尺寸变化。静叶为弧面结构,位于内外筒之间,空间狭小,光线黑暗,现有实际操作过程中,只能由身材瘦小的检验人员钻进去才能完成测量检验工作。在狭小的空间内,常规的游标卡尺质量太重,读数困难,卡尺的量爪太宽,尺寸不够,无法直接测量监测静叶变形的样冲眼之间的尺寸。所以,本技术领域亟需解决静叶焊接过程中尺寸如何测量控制的难题,亟需研制一种新的便捷的检测装置,解决焊接过程尺寸控制的难点。
发明内容
本发明的目的是为解决如何便捷地测量静叶周围相应样冲眼间的尺寸,解决静叶焊接过程中尺寸如何测量控制的技术问题。
为达到解决上述问题的目的,本发明所采取的技术方案是提供一种数显检验装置,包括主尺、针式固定测量头、读数装置、位移传感器、测量尺、移动尖状测量头和压板;主尺的一端设有针式固定测量头,主尺远离针式固定测量头一侧的尺面上设有测量尺,测量尺两端设有压板;测量尺上套设有读数装置,读数装置上设有移动尖状测量头;读数装置与测量尺之间设有位移传感器。
优选地,所述位移传感器设为直线型容栅传感器。
优选地,所述主尺的一端垂直于主尺侧边设有定位棒,定位棒远离主尺的末端设有针式固定测量头。
优选地,所述定位棒的中轴线平行于主尺尺面,且垂直于主尺侧边。
优选地,所述测量尺的侧边平行于主尺的侧边;测量尺的两端设有限制读数装置移动位置的压板。
优选地,所述测量尺上套设有沿平行于主尺侧边移动的用于显示测量读数的读数装置。
优选地,所述移动尖状测量头的末端和针式固定测量头的末端之间的连线与主尺侧边平行。
优选地,所述主尺远离针式固定测量头的另一端设有用于穿设保护绳套的保护绳连接孔。
优选地,所述主尺设为由轻质材料制作。
优选地,所述主尺设为由木质材料制作。
相比现有技术,本发明具有如下有益效果:
①操作方便,读数直观;②测量数据准确;③测量时间短。
附图说明
图1为本发明应用示意图;
图2为本发明主尺结构示意图;
图3为本发明定位棒结构主视示意图;
图4为本发明定位棒结构俯视示意图;
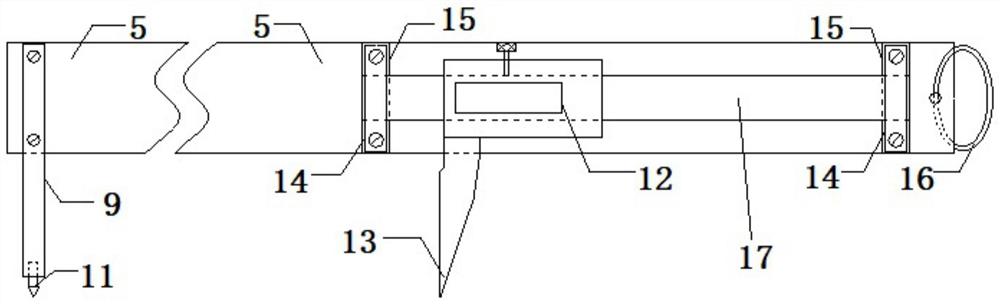
图5为本发明结构主视示意图;
附图标记:1.内筒;2.外筒;3.静叶;4.数显检验装置;5.主尺;6.定位棒固定孔;7.读数装置调整定位孔;8.保护绳连接孔;9.定位棒;10.针式固定测量头定位孔;11.针式固定测量头;12.读数装置;13.移动尖状测量头;14.压板;15.等高块;16.保护绳套;17.测量尺。
具体实施方式
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下:
如图1-5所示,本发明提供一种数显检验装置4,包括主尺5、针式固定测量头11、读数装置12、位移传感器、测量尺17、移动尖状测量头13和压板14;主尺5的一端设置有针式固定测量头11,主尺5远离针式固定测量头11一侧的尺面上设有测量尺17,测量尺17两端设有压板14;测量尺17上套设有读数装置12,读数装置12上设有移动尖状测量头13;读数装置12与测量尺17之间设有位移传感器。位移传感器设为直线型容栅传感器。主尺5的一端垂直于主尺5侧边设有定位棒9,定位棒9远离主尺5的末端设有针式固定测量头11。定位棒9的中轴线平行于主尺5尺面,且垂直于主尺5侧边。测量尺17的侧边平行于主尺5的侧边;测量尺17的两端设有限制读数装置12移动位置的压板14。测量尺17上套设有沿平行于主尺5侧边移动的用于显示测量读数的读数装置12。移动尖状测量头13的末端和针式固定测量头11的末端之间的连线与主尺5侧边平行。主尺5远离针式固定测量头11的另一端设有用于穿设保护绳套16的保护绳连接孔8。主尺5设为由轻质材料制作,主尺5设为由木质材料制作。
本发明的制作过程:
1.找一把报废的划线圆规,选取划线圆规的木尺,截取600mm×40mm的尺寸,作为主尺5。
2.在主尺5的左侧,钻攻两个直径为4mm,两孔中心距离为30mm的通孔,为定位棒固定孔6(定位棒固定孔的连线垂直于主尺5的长边),然后在主尺5中间区域、主尺的右侧各钻攻两个直径为4mm,上下两孔中心距离为30mm的通孔,为读数装置调整定位孔7(上下两孔中心的连线垂直于主尺的长边);再在主尺的最右侧,钻一个直径为4mm的通孔,为保护绳连接孔8。
3.找一根铜棒为定位棒9,在定位棒上端的侧面,钻攻两个直径为4mm,两孔中心距离为30mm的通孔,在定位棒9的下端钻一个直径3mm,深度5mm的孔,为针式固定测量头定位孔10。
4.找一根报废的螺纹千分尺的测量头,作为针式固定测量头11。
5.再找一把报废的数显游标卡尺,切割去掉固定量爪作为读数装置12,线切割移动量爪,使移动量爪成为移动尖状测量头13。
6.找厚度为1mm的板材,制作成2个为尺寸为38mm×8mm长方形板材为压板14,并在两端钻两个直径为4mm,两孔中心距离为30mm的通孔。
7.找厚度为3mm的板材,制作成2个为尺寸为40mm×10mm长方形板材为等高块15,并在两端钻两个直径为4mm,两孔中心距离为30mm的通孔。
8.找一根长度为300mm的绳子,为保护绳套16。
9.通过针式固定测量头定位孔10,将针式固定测量头11连接固定在定位棒9上,通过螺丝和定位棒固定孔6,将定位棒9固定在主尺5上。
此时,定位棒9与主尺5的长边垂直。
10.将两等高块15分别放置在主尺5中间和右侧,使等高块15上的通孔与读数装置调整定位孔7重合,再将读数装置12放置在等高块15上,通过螺丝和读数装置调整定位孔7,将读数装置12固定在主尺5上。
此时,移动尖状测量头13与主尺5的长边垂直;针式固定测量头11到长边5的端面距离与移动尖状测量头13到长边5的端面距离相等;针式固定测量头11与移动尖状测量头13的连线与主尺5的长边平行。
11.保护绳套16的一端穿过主尺5右侧的通孔后,将保护绳套16打结。
主尺5、定位棒9、读数装置12、等高块15、压板14、针式固定测量头11、移动尖状测量头13和保护绳套16组成了数显检验装置4。
本发明的使用:
发电机组的内机壳结构复杂,有内筒、外筒两部分组成,还包括多片静叶,结构复杂,技术要求高,焊接过程控制难。
检测时:
1.确认固定尺寸。手拿数显检验装置4,向左推进移动尖状测量头13,在移动尖状测量头13的左侧紧靠左侧的压板14后,将针式固定测量头11和移动尖状测量头13的顶部对准基准尺的两端,读取记录针式固定测量头11和移动尖状测量头13之间的固定尺寸。
2.读数装置12置零。固定数据记录好后,按动读数装置12的置零键,使读数装置12上的数值显示为零。
3.测量记录装配时的尺寸。测量人员的手腕套入到保护绳套16后,手拿数显检验装置4,将针式固定测量头11对准静叶3上的样冲眼中心,向外拉动移动尖状测量头13,使移动尖状测量头13的对准内筒1或外筒2上的样冲眼中心,读取和记录此时两个样冲眼中心之间的尺寸(读数装置上的显示尺寸加上固定尺寸即为两个样冲眼中心之间的尺寸)。
4.同理,测量记录其它静叶3的装配尺寸。
5.测量记录焊接时的尺寸。同理,按照步骤2-步骤3的方法,测量记录静叶3焊接过程中的尺寸。将尺寸变化及时提供技术和焊接人员,及时调整焊接顺序和焊接流程。
6.测量记录焊接后的尺寸。同理,按照步骤2-步骤3的方法,测量记录静叶3焊接后的尺寸。
测量静叶的焊接变形,需要测量静叶周围相应样冲眼间的尺寸变化。静叶为弧面结构,位于内外筒之间,空间狭小,光线黑暗,只能瘦小人员钻进去才能完成测量。在狭小的空间内,常规的游标卡尺质量太重,读数困难,卡尺的量爪太宽,尺寸不够,无法直接测量静叶变形监测的样冲眼。
本发明主尺采用不易变形的木质结构(选取报废划线圆规的木尺,保证加工精度),减轻重量;读数装置采用数显卡尺的显示屏,直接显示数据;利用游标卡尺的测量原理,确保装置在使用中损坏时,可以准确地进行测量数据的复现;两端测量头采用针状的结构,可以直接接触到样冲眼。
本发明一种轻型数显检验尺在静叶的焊接变形监测中极大地方便了产品的制造和过程控制,大大缩短了检测时间,又可以保证产品装焊质量,满足技术要求。这种方法实施便捷,也可以在其它产品的制造过程中进行推广和应用。本发明操作方便,读数直观;测量数据准确;测量时间短。
以上所述,仅为本发明的较佳实施例,并非对本发明任何形式上和实质上的限制,应当指出,对于本技术领域的普通技术人员,在不脱离本发明的前提下,还将可以做出若干改进和补充,这些改进和补充也应视为本发明的保护范围。凡熟悉本专业的技术人员,在不脱离本发明的精神和范围的情况下,当可利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对上述实施例所作的任何等同变化的更动、修饰与演变,均仍属于本发明的技术方案的范围内。
- 一种数显检验装置及其用法
- 一种数显检验装置