一种EVA发泡鞋底再生颗粒的生产工艺及应用
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及EVA发泡鞋底再生颗粒技术领域,具体为一种EVA发泡鞋底再生颗粒的生产工艺及应用。
背景技术
EVA鞋底轻弹舒适,是整个鞋底材料中应用量最大的材质,EVA鞋底的生产需要经过交联发泡,当交联发泡后材料热固定型,不再具备热可塑性,因此生产过程中产生的不良品利用价值较低。
现有的回收方法包括磨粉,点火抽粒(在熔体上点火,燃烧可燃的架桥剂,发泡剂,达到解交联的目的,磨粉方式因未解交联,材料利用价值低,点火抽粒方式产生大量烟雾对环境不利,生产颗粒因点火高温热降解,材料的物性极差,利用降值不高,为此提出一种EVA发泡鞋底再生颗粒的生产工艺及应用。
发明内容
本发明的目的在于提供一种EVA发泡鞋底再生颗粒的生产工艺及应用,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种EVA发泡鞋底再生颗粒的生产工艺,包括以下步骤:
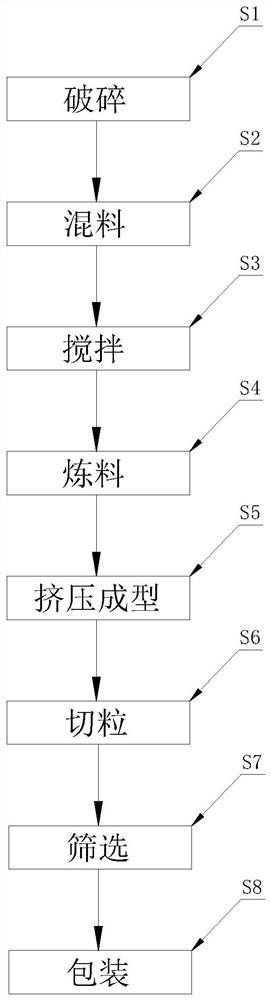
步骤S1,破碎,通过使用破碎装置将EVA鞋底工业环节不良品进行粉碎,使EVA鞋底工业环节不良品破碎成3-5mm的颗粒;
步骤S2,混料,通过将步骤S1中已经破碎完成的颗粒放置进高速搅拌设备内部,且再在高速搅拌机内部加入热塑性弹性体和解交联助剂,通过开启高速搅拌设备将其进行充分的搅拌;
步骤S3,搅拌,通过将已经充分搅拌的混合物放置进低速搅拌设备内部,通过搅拌设备再次的对混合物进行搅拌,且在搅拌的过程中加入无机填充粉、软化油、流动助剂和退交联助剂,使其充分的进行混合;
步骤S4,炼料,通过将步骤S3中的原料放置进双螺杆机中对混合物进行不断的挤压;
步骤S5,挤压成型,将步骤S4中已经炼料完成的原料通过单螺杆机对其进行挤压合成型,且单螺杆机的出料口连接有冷却水槽,通过将已经挤压完成的原料浸入到冷却水槽内部,通过冷却水槽内部的冷却水对已经挤压成型的原料进行冷却硬化;
步骤S6,切粒,通过将步骤S5中已经挤压成型的原料通过切粒设备对其进行切粒,切粒大小在2-3mm;
步骤S7,筛选,通过筛选设备将步骤S6中已经切粒的原料进行筛选,将不合格的颗粒进行剔除;
步骤S8,包装,通过灌装设备将步骤S7中合格的颗粒装进包装桶中,对成品进行包装;
进一步的,所述步骤S2中的热塑性弹性体包括有SBS、SEBS和EPDM;
进一步的,所述步骤S2中的解交联助剂包括有硬脂酸锌、硬脂酸、除味剂和自矿油;
进一步的,所述步骤S2中的高速搅拌机通过2000r/min对原料搅拌30-50分钟,直到原料与热塑性弹性体和解交联助剂之间充分的混合;
进一步的,所述步骤S3中低速搅拌设备通过700r/min对混合物进行搅拌45-60分,直到混合物与无机填充粉、软化油、流动助剂和退交联助剂之间充分的混合;
进一步的,所述步骤S3中的无机填充粉体包括磷酸粉、滑石粉和石英粉;
进一步的,所述步骤S4中的双螺杆机与步骤S5中单螺杆机之间通过密闭连接,使原料直接从双螺杆机中传输至单螺杆机内部,避免烟雾的产生;
进一步的,所述步骤S5中的单螺杆机内部的温度在70-90摄氏度。
与现有技术相比,本发明的有益效果是:
1、本发明能够在不产生大量烟雾的条件下完成了交联和退发泡的过程,能够保证在对其进行加工的时候,能够有效的避免对空气造成污染;
2、本发明通过对颗粒物的制备能够有效耳朵保证颗粒物的质量,可用于再次发泡鞋底,注塑,塑胶跑道,体育场充草颗粒等应用,对环境和资源再利用了做出贡献;
附图说明
图1为本发明一种EVA发泡鞋底再生颗粒的生产工艺的流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
请参阅图1,本发明提供一种技术方案:
一种EVA发泡鞋底再生颗粒的生产工艺,包括以下步骤:
步骤S1,破碎,通过使用破碎装置将EVA鞋底工业环节不良品进行粉碎,使EVA鞋底工业环节不良品破碎成3mm的颗粒;
步骤S2,混料,通过将步骤S1中已经破碎完成的颗粒放置进高速搅拌设备内部,且再在高速搅拌机内部加入热塑性弹性体和解交联助剂,通过开启高速搅拌设备将其进行充分的搅拌;
步骤S3,搅拌,通过将已经充分搅拌的混合物放置进低速搅拌设备内部,通过搅拌设备再次的对混合物进行搅拌,且在搅拌的过程中加入无机填充粉、软化油、流动助剂和退交联助剂,使其充分的进行混合;
步骤S4,炼料,通过将步骤S3中的原料放置进双螺杆机中对混合物进行不断的挤压;
步骤S5,挤压成型,将步骤S4中已经炼料完成的原料通过单螺杆机对其进行挤压合成型,且单螺杆机的出料口连接有冷却水槽,通过将已经挤压完成的原料浸入到冷却水槽内部,通过冷却水槽内部的冷却水对已经挤压成型的原料进行冷却硬化;
步骤S6,切粒,通过将步骤S5中已经挤压成型的原料通过切粒设备对其进行切粒,切粒大小在3mm;
步骤S7,筛选,通过筛选设备将步骤S6中已经切粒的原料进行筛选,将不合格的颗粒进行剔除;
步骤S8,包装,通过灌装设备将步骤S7中合格的颗粒装进包装桶中,对成品进行包装;
本发明中,步骤S2中的热塑性弹性体包括有SBS、SEBS和EPDM;
本发明中,步骤S2中的解交联助剂包括有硬脂酸锌、硬脂酸、除味剂和自矿油;
本发明中,步骤S2中的高速搅拌机通过2000r/min对原料搅拌30分钟,直到原料与热塑性弹性体和解交联助剂之间充分的混合;
本发明中,步骤S3中低速搅拌设备通过700r/min对混合物进行搅拌45分,直到混合物与无机填充粉、软化油、流动助剂和退交联助剂之间充分的混合;
本发明中,步骤S3中的无机填充粉体包括磷酸粉、滑石粉和石英粉;
本发明中,步骤S4中的双螺杆机与步骤S5中单螺杆机之间通过密闭连接,使原料直接从双螺杆机中传输至单螺杆机内部,避免烟雾的产生;
本发明中,步骤S5中的单螺杆机内部的温度在70摄氏度。
实施例2
一种EVA发泡鞋底再生颗粒的生产工艺,包括以下步骤:
步骤S1,破碎,通过使用破碎装置将EVA鞋底工业环节不良品进行粉碎,使EVA鞋底工业环节不良品破碎成3mm的颗粒;
步骤S2,混料,通过将步骤S1中已经破碎完成的颗粒放置进高速搅拌设备内部,且再在高速搅拌机内部加入热塑性弹性体和解交联助剂,通过开启高速搅拌设备将其进行充分的搅拌;
步骤S3,搅拌,通过将已经充分搅拌的混合物放置进低速搅拌设备内部,通过搅拌设备再次的对混合物进行搅拌,且在搅拌的过程中加入无机填充粉、软化油、流动助剂和退交联助剂,使其充分的进行混合;
步骤S4,炼料,通过将步骤S3中的原料放置进双螺杆机中对混合物进行不断的挤压;
步骤S5,挤压成型,将步骤S4中已经炼料完成的原料通过单螺杆机对其进行挤压合成型,且单螺杆机的出料口连接有冷却水槽,通过将已经挤压完成的原料浸入到冷却水槽内部,通过冷却水槽内部的冷却水对已经挤压成型的原料进行冷却硬化;
步骤S6,切粒,通过将步骤S5中已经挤压成型的原料通过切粒设备对其进行切粒,切粒大小在3mm;
步骤S7,筛选,通过筛选设备将步骤S6中已经切粒的原料进行筛选,将不合格的颗粒进行剔除;
步骤S8,包装,通过灌装设备将步骤S7中合格的颗粒装进包装桶中,对成品进行包装;
本发明中,步骤S2中的热塑性弹性体包括有SBS、SEBS和EPDM;
本发明中,步骤S2中的解交联助剂包括有硬脂酸锌、硬脂酸、除味剂和自矿油;
本发明中,步骤S2中的高速搅拌机通过2000r/min对原料搅拌40分钟,直到原料与热塑性弹性体和解交联助剂之间充分的混合;
本发明中,步骤S3中低速搅拌设备通过700r/min对混合物进行搅拌50分,直到混合物与无机填充粉、软化油、流动助剂和退交联助剂之间充分的混合;
本发明中,步骤S3中的无机填充粉体包括磷酸粉、滑石粉和石英粉;
本发明中,步骤S4中的双螺杆机与步骤S5中单螺杆机之间通过密闭连接,使原料直接从双螺杆机中传输至单螺杆机内部,避免烟雾的产生;
本发明中,步骤S5中的单螺杆机内部的温度在80摄氏度。
实施例3
一种EVA发泡鞋底再生颗粒的生产工艺,包括以下步骤:
步骤S1,破碎,通过使用破碎装置将EVA鞋底工业环节不良品进行粉碎,使EVA鞋底工业环节不良品破碎成3mm的颗粒;
步骤S2,混料,通过将步骤S1中已经破碎完成的颗粒放置进高速搅拌设备内部,且再在高速搅拌机内部加入热塑性弹性体和解交联助剂,通过开启高速搅拌设备将其进行充分的搅拌;
步骤S3,搅拌,通过将已经充分搅拌的混合物放置进低速搅拌设备内部,通过搅拌设备再次的对混合物进行搅拌,且在搅拌的过程中加入无机填充粉、软化油、流动助剂和退交联助剂,使其充分的进行混合;
步骤S4,炼料,通过将步骤S3中的原料放置进双螺杆机中对混合物进行不断的挤压;
步骤S5,挤压成型,将步骤S4中已经炼料完成的原料通过单螺杆机对其进行挤压合成型,且单螺杆机的出料口连接有冷却水槽,通过将已经挤压完成的原料浸入到冷却水槽内部,通过冷却水槽内部的冷却水对已经挤压成型的原料进行冷却硬化;
步骤S6,切粒,通过将步骤S5中已经挤压成型的原料通过切粒设备对其进行切粒,切粒大小在3mm;
步骤S7,筛选,通过筛选设备将步骤S6中已经切粒的原料进行筛选,将不合格的颗粒进行剔除;
步骤S8,包装,通过灌装设备将步骤S7中合格的颗粒装进包装桶中,对成品进行包装;
本发明中,步骤S2中的热塑性弹性体包括有SBS、SEBS和EPDM;
本发明中,步骤S2中的解交联助剂包括有硬脂酸锌、硬脂酸、除味剂和自矿油;
本发明中,步骤S2中的高速搅拌机通过2000r/min对原料搅拌50分钟,直到原料与热塑性弹性体和解交联助剂之间充分的混合;
本发明中,步骤S3中低速搅拌设备通过700r/min对混合物进行搅拌55分,直到混合物与无机填充粉、软化油、流动助剂和退交联助剂之间充分的混合;
本发明中,步骤S3中的无机填充粉体包括磷酸粉、滑石粉和石英粉;
本发明中,步骤S4中的双螺杆机与步骤S5中单螺杆机之间通过密闭连接,使原料直接从双螺杆机中传输至单螺杆机内部,避免烟雾的产生;
本发明中,步骤S5中的单螺杆机内部的温度在90摄氏度。
EVA发泡鞋底再生颗粒的应用,包括在发泡鞋底上的应用或注塑上的应用或塑胶跑道上的应用或体育场充草颗粒上的应用。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种EVA发泡鞋底再生颗粒的生产工艺及应用
- 环保EVA发泡鞋底及其生产工艺