一种三通上料装置及上料方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种上料装置,尤其是一种三通上料装置及上料方法。
背景技术
三通攻丝是三通生产中的重要工序,是用丝锥在工件的孔内部切削出内螺纹。现在三通攻丝主要使用三头攻丝机,三头攻丝机将攻丝机溜子上的三通运送到加工位自动完成攻丝加工。现阶段向攻丝机溜子装入三通只有操作员手工摆放一种方法。
手工摆放方式每名操作员只能看管2到3台设备,一台设备有故障需操作员处理时其它设备会出现溜子内无三通停止攻丝,这种方式技术落后、水平低、自动化程度低、生产效率低、综合成本高。
发明内容
本发明要解决的技术问题是提供一种高效的三通上料装置;本发明还提供了一种三通上料方法。
为解决上述技术问题,本发明所采取的技术方案是:其包括下料机构、送料机构和分件机构;所述三通由下料机构送入送料机构,所述送料机构用以输送三通,所述分件机构将三通送入攻丝机的上件溜子;所述分件机构包括分件电机和分件轮;所述分件轮设在攻丝机上件溜子的上方,且分件轮包括分件盘和Y形翅;所述分件盘的端面上沿周向均匀设置若干个Y形翅,相邻Y形翅之间形成可容纳三通的容件区;所述分件轮转动时,容件区可依次正对送料机构的输出端;所述分件盘的中心固接在分件电机的输出轴上。
本发明所述送料机构包括直线振动送料器和排序轨道;所述排序轨道位于下料机构和分件机构之间,排序轨道由直线振动送料器进行振动送料。
本发明所述排序轨道采用V形轨道。
本发明所述排序轨道的输送后端为送料区;所述送料区的轨道高度低于排序轨道其他部分的高度,在送料区的中前端的两侧设有挡板;所述挡板之间的间距与三通的管径相配合;所述分件轮位于送料区后端的上部。
本发明所述送料机构还设有梳料板和梳料气缸;所述梳料板位于排序轨道的上方,梳料板的下方开有防止三通横向姿态穿过的梳料口;所述梳料气缸的输出轴固接梳料板,且梳料气缸可沿排序轨道的输送方向推动梳料板。
本发明所述上件溜子位于分件机构的一侧下部,分件机构的另一侧下部设有不合格件溜子。
本发明所述送料机构的进料端设有对射光电传感器;所述分件机构设有正对送料机构末端的姿态传感器;所述对射光电传感器控制下料机构工作,姿态传感器控制分件电机的转动方向。
本发明方法采用上述的三通上料装置,所述方法步骤为:①所述下料机构将三通送入送料机构的进料端;
②所述送料机构将三通从进料端输送到出料端;
③所述三通以支管向上或向下的姿态送入分件轮的容件区;所述姿态传感器判断三通的姿态;
④所述三通姿态与上件溜子所需姿态相同时,分件电机带动分件轮向上件溜子一侧转动,将三通送入上件溜子;
⑤所述三通姿态与上件溜子所需姿态相反时,分件电机带动分件轮向不合格件溜子一侧转动,将三通送入不合格件溜子。
采用上述技术方案所产生的有益效果在于:本发明所述分件机构通过分件电机和分件轮的设计,通过分件轮的转动,从而能够将送料机构送入的三通以合格姿态送入攻丝机的上件溜子,实现攻丝机的上料。本发明能有效地为攻丝机送入合格姿态的三通,无需人工调整三通的姿态,即可进行后续的攻丝操作,具有上料速度快、效率高、上料姿势合格等特点,有效地节省了人工,提高了上料、攻丝效率。
本发明所述排序轨道采用V形轨道,利用V形结构和三通外形的配合,在振动送料过程中对三通进行姿态校正,以便于后续分件机构进行分件,从而进一步提升送料效率。本发明所述排序轨道出料后端设置挡板,从而限制分件机构只能以支管向上或支管向下的姿态到出料位置,这样使得三通的姿态更标准、状态更稳定,更有利于后续分件机构进行分件,从而进一步提升送料效率。本发明具有上料速度快、效率高、上料更平稳的特点。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
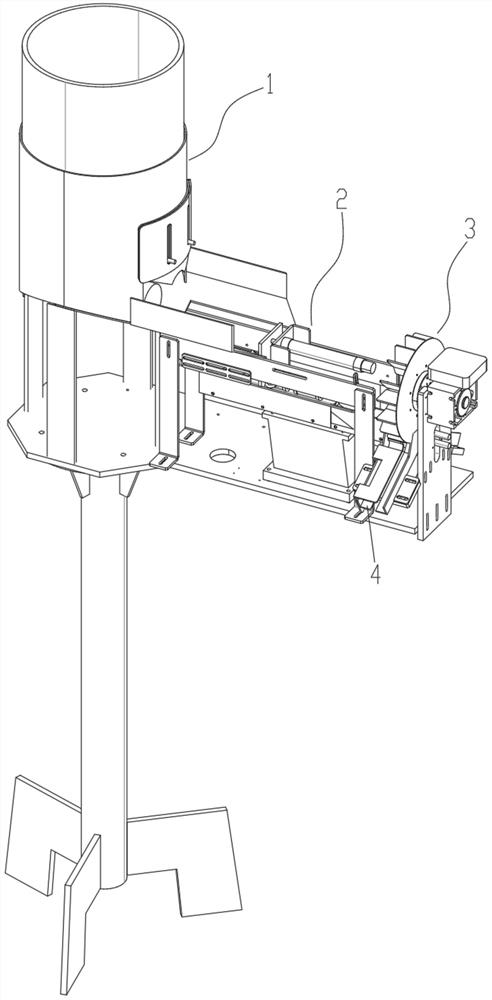
图1是本发明的结构示意图;
图2是本发明立体结构示意图;
图3是本发明的主视图;
图4是本发明的俯视图;
图5是本发明下料机构的结构示意图;
图6是本发明下料机构的仰视立体图;
图7是本发明下料机构的内部结构示意图;
图8是本发明送料机构的结构示意图;
图9是本发明排序轨道的结构示意图;
图10是本发明梳料板的结构示意图;
图11是本发明分件机构的立体结构示意图;
图12是本发明分件机构另一角度的立体结构示意图;
图13是本发明的电路结构示意图。
图中:下料机构1、下料桶11、下料斗12、调节门13、橡胶调节门14、下料气缸15、下料推杆16、V形底17、防窝料底18;送料机构2、对射光电传感器21、排序轨道22、直线振动送料器23、梳料气缸24、梳料板25、挡料板26、挡板27、梳料口28;分件机构3、Y形翅31、分件盘32、分件电机33、姿态位传感器34;上件溜子4;不合格件溜子5;三通6;溜子料满传感器7。
具体实施方式
图1、2所示,本三通上料装置包括下料机构1、送料机构2和分件机构3;所述三通6由下料机构1送入送料机构2,所述送料机构2用以输送三通6,所述分件机构3将三通送入攻丝机的上件溜子4。图2-图6所示,所述下料机构1包括下料斗12、调节门13、橡胶调节门14、下料推杆16和下料气缸15。所述下料斗12为圆筒状结构,其上端于下料桶11的连通,下料桶11可采用原有连通车间二楼装料区的下料桶。所述下料斗12的下端开有出料口,出料口正对送料机构2的进料端。所述出料口上设有可手动控制升降的调节门13,在调节门13的下方连接有橡胶调节门14;这样即可利用橡胶调节门14的弹性变形顺利出料,并能防止三通一次大量掉落,并可利用调节门13调节其与橡胶调节门14的高度,以适应不同大小、管径的三通。所述下料斗12的底部为V形底17,V形底17的后端封闭、前端为出料口的一部分;所述下料斗12底部设有防窝料底18,所述防窝料底18为下端向出料口方向倾斜的板状结构;防窝料底18和V形底17的设置能防止三通在下料斗12底出现架空而不能顺利下料的情况出现。所述下料气缸15位于下料斗12出料方向的后端,下料气缸15的输出轴前端连接下料推杆16,下料推杆16水平伸向下料斗的出料口;这样即可利用下料气缸15推动下料推杆16,下料推杆16即可将下料斗底部的三通从出料口推出,从而将下料斗12的物料送入送料机构2。采用上述结构后,当下料推杆16从下料斗向外推料时,橡胶调节门14向外弯曲,一部分三通从橡胶调节门14下面掉落到送料机构2;当下料推杆16缩回时,在橡胶调节门14的弹性作用下将没有掉落的三通压回到下料斗12中,起到调整从下料斗12出料速度的作用。
图1-图4所示,本三通上料装置所述送料机构包括直线振动送料器23和排序轨道22、梳料板25和梳料气缸24。图2-图4、图8-图10所示,所述排序轨道22的进料端正对下料斗12的出料口,用于接收下料斗12推入的物料。所述直线振动送料器23位于排序轨道22的下方,振动排序轨道22以实现向出料端输送。所述排序轨道22包括下料区、排序区和送料区;所述下料区位于进料端,用于承接下料斗12推入的物料;所述排序区位于中部,用于对物料进行排序以及姿态的初调;所述送料区位于出料端,用于物料姿态的调整并出料。所述下料区和排序区的轨道为V形轨道,即垂直送料方向的截面为V字形,V形结构与三通6的管状结构相配合,使三通在6输送过程中主管方向逐渐调整为与输送方向一致,从而实现三通姿态的初调;所述排序轨道22下料区和排序区的上方两侧设有挡料板26,以防止三通在输送过程中从两边掉落。所述送料区的上方设有梳料板25,梳料板25下方与排序轨道22相对应的位置开有梳料口28,所述梳料口28为类M形结构,梳料口28的开口宽度小于三通的主管长度,这样横向的三通即可在经过梳料口28时进行梳料,让三通6以主管沿输送方向摆放的姿态穿过,从而对三通姿态进一步调整。所述梳料板25与梳料气缸24的输出轴固接,梳料气缸24输出轴的输出方向与排序轨道22的输送方向相反或一致,这样梳料气缸24即可沿排序轨道22的输送方向推动梳料板25、或沿排序轨道22的输送方向反向推动梳料板25;这样在梳料气缸24拉或推梳料板25时,不合格姿态的三通将被梳料板25推回下料区重新排序。所述排序轨道22的送料区位于排序区的后端,送料区的轨道高度低于排序区的高度,在送料区的两侧设有挡板27;所述挡板27之间的间距与三通6的管径相配合;这样,排序区输送的三通6到达送料区后,会下降一定高度,并形成支管向上或向下的姿态。所述送料区的末端不设挡板,以便于分件机构3进行分件。所述排序轨道22的下料区设有对射光电传感器21,用于检测下料区是否有三通,从而控制梳料气缸24进行梳料、下料气缸15进行下料。
图1-图2、图11-12所示,本三通上料装置所述分件机构包括分件电机33和分件轮;所述分件轮设在攻丝机上件溜子4的上方,且分件轮包括分件盘32和Y形翅31。所述分件盘32为圆形板状结构,分件盘32面对排序轨道2的一面固接Y形翅组。所述Y形翅组由若干个Y形翅31组成,这些Y形翅31沿分件盘32的盘面均匀设置一周,且Y形翅31的外缘与分件盘32的外缘平齐。所述Y形翅组位于所述排序轨道22送料区末端不设挡板27部分的上方,且相邻Y形翅31之间形成可容三通6进入的容件区;这样输送到排序轨道22末端的三通即同时进入与送料区相对的容件区内。所述分件电机33的输出端与分件盘32背对排序轨道的一面连接,且连接处为分件盘32的中心;这样,分件电机33即可带动分件轮转动,转动的分件轮即可将排序轨道22上的三通拨落。所述分件轮的侧下部设置攻丝机的上件溜子4,且上件溜子4为倾斜设置,这样分件轮拨落的三通6即可掉入上件溜子4,并在重力作用下沿上件溜子4滑落,从而实现攻丝机的上件。所述分件轮另一侧的下部设有不合格件溜子5,分件轮可将姿态不合格的三通6拨落到不合格件溜子5,防止三通6以不合格的姿态进入攻丝机。所述分件机构还设有正对排序轨道22出料端的姿态位传感器34;所述姿态位传感器34由两个接近开关构成,两个接近开关上下相对设置;所述排序轨道22出料端的三通为支管向上的姿态时,其中一个接近开关正对位于该三通主管口端面的环状管壁,且正对环状管壁的正下方部位;所述排序轨道22出料端的三通为支管向下的姿态时,另一个接近开关正对位于该三通主管口端面的环状管壁,且正对环状管壁的正上方部位。采用上述结构后,当排序轨道22出料端的三通6为支管向上的姿态时,能触发下方的接近开关、上方的接近开关不触发;当排序轨道22出料端的三通6为支管向下的姿态时,能触发上方的接近开关、下方的接近开关不触发;这样即可根据接近开关的触发情况判断三通的姿态。所述分件电机还可采用摆动气缸替代。
图2-图4、图8、图12-13所示,本三通上料装置所述攻丝机的上件溜子4上设有溜子料满传感器7。所述对射光电传感器21、姿态位传感器34、溜子料满传感器7以及CPU构成控制系统。所述对射光电传感器21与CPU的P1.0接口连接,姿态位传感器34与CPU的P1.1接口连接,溜子料满传感器7与CPU的P1.2接口连接;所述CPU的P2.0接口与下料气缸15连接,所述CPU的P2.1接口与直线振动送料器23连接,所述CPU的P2.2接口与梳料气缸24连接,所述CPU的P2.3接口与分件电机33连接。采用上述结构后,所述溜子料满传感器7检测到三通6、姿态传感器34检测到三通和对射光电传感器21检测到下料区有三通时停止本上料装置各执行机构动作,待溜子料满传感器7没有检测到三通时启动分件机构3向攻丝机的上件溜子4拨送一个三通,使溜子料满传感器7再次检测到三通停止分件机构3动作;当姿态位传感器34没有检测到三通时启动直线振动送料器23振动送料,并同时启动梳料气缸24间隔动作将不合格姿态的三通送回下料区重新排序,直到姿态位传感器34检测到三通时停止直线振动送料器23振动送料并停止梳料气缸24间隔动作;这时如梳料气缸24伸出并且对射光电传感器21检测到下料区无三通时,下料斗12内的下料推杆16在下料气缸15的带动下伸出将下料斗12内的三通推送到下料区,下料气缸15一直间隔动作直到对射光电传感器21检测到下料区有三通。
图1-图13所示,本三通上料方法的方法步骤为:(1)当对射光电传感器21检测到下料区无三通时,梳料气缸24带动梳料板25将梳料板处不合格姿态三通推送到下料区,如这时对射光电传感器21检测到下料区有三通则不动作,直到梳料气缸24伸出时对射光电传感器21检测不到下料区三通时,下料斗12内的下料推杆16在下料气缸15的带动下伸出将下料斗12内的三通推送到下料区,下料气缸15一直间隔动作直到对射光电传感器21检测到下料区有三通。
(2)当姿态传感器34没有检测到三通时启动直线振动送料器23振动送料,并同时启动梳料气缸24间隔动作将不合格姿态的三通送回下料区重新排序,直到姿态传感器34检测到三通时停止直线振动送料器23振动送料并停止梳料气缸24间隔动作,这时分件轮的容件区已装入一个三通。
(3)所述分件电机33根据姿态传感器34的触发情况决定将容件区的三通是拨向不合格溜子5还是上件溜子4;所述三通6再从上件溜子4滑入攻丝机完成上料过程。
(4)当溜子料满传感器7没有检测到三通时启动分件电机33带动分件轮向上件溜子4拨送一个三通6,直到溜子料满传感器7检测到三通时停止分件电机33。
- 一种三通上料装置及上料方法
- 一种攻丝机异径三通管件上料装置