产量确定方法、装置、注塑机生产系统及存储介质
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及注塑机生产管理领域技术领域,具体而言,涉及一种产量确定方法、装置、注塑机生产系统及存储介质。
背景技术
注塑机(又名注射成型机或注射机)是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,是塑料制品制造行业中非常重要的生产设备。
目前注塑行业采集注塑机产量的方式是通过注塑机控制器或外接输入输出信号进行产量数据采集,从而获取产品产量,这种方式只能采集到注塑机的开模累计次数,无法采集到所使用的模具数据和产品数据,因此采集结果无法真实的反映该注塑机当前生产的产品信息和实际生产数量。
发明内容
有鉴于此,本发明一种产量确定方法、装置、注塑机生产系统及存储介质,用以真实的反映该注塑机当前生产的产品信息和实际生产数量。
本发明技术方案可以这样实现:
第一方面,本发明提供一种产量确定方法,应用于注塑机生产系统,所述方法包括:显示任务单信息的界面;所述界面中包含目标产品的信息、注塑机标识和模具标识;响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给所述目标注塑机,以使所述目标注塑机启动生产;采集所述目标注塑机的开模次数,基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。
第二方面,本发明提供一种产量确定装置,应用于注塑机生产系统,包括:显示模块,用于显示任务单信息的界面;所述界面中包含目标产品的信息和生产启动标识、注塑机标识和模具标识;获取模块,用于响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;所述目标注塑机为所述多个注塑机中的一个;建立模块,用于建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;发送模块,用于响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给目标注塑机,以使所述目标注塑机启动生产;采集模块,用于采集所述目标注塑机的开模次数,基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。
第三方面,本发明提供一种注塑机生产系统,包括:终端、云平台和多个注塑机;所述终端与所述云平台和所述多个注塑机通信连接;所述云平台和所述多个注塑机通过物联网连接;所述终端,用于显示任务单信息的界面;所述界面中包含目标产品的信息和生产启动标识、注塑机标识和模具标识;响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给目标注塑机,以使所述目标注塑机启动生产;所述目标注塑机为所述多个注塑机中的一个;所述云平台,用于采集所述目标注塑机的开模次数;基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。
第四方面,本发明提供一种存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现第一方面所述作业模式切换方法或者实现第二方面所述作业模式切换方法。
本发明提供一种产量确定方法、装置、注塑机生产系统及存储介质,应用于注塑机生产系统,所述方法包括:显示任务单信息的界面;所述界面中包含目标产品的信息和生产启动标识、注塑机标识和模具标识;响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给目标注塑机,以使所述目标注塑机启动生产;采集所述目标注塑机的开模次数,基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。与现有技术的区别在于,现有技术无法采集到所使用的模具数据和产品数据,无法真实的反映该注塑机当前生产的产品信息和实际生产数量,本申请可以通过建立注塑机、模具和产品之间的关联关系,采集与目标产品关联的模具数据和注塑机生产数据,能够真实的反映该注塑机当前生产的产品信息和实际生产数量。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本发明实施例提供的一种注塑机生产系统的架构图;
图2为本发明实施例提供的一种产量确定方法的示意性流程图;
图3为本发明实施例提供的一种场景示意图;
图4为本发明实施例提供的另一种产量确定方法的示意性流程图之一;
图5为本发明实施例提供的另一种产量确定方法的示意性流程图之二;
图6为本发明实施例提供的另一种产量确定方法的示意性流程图之三;
图7为本发明实施例提供的一种数据采集的实现方式示意图;
图8为本发明实施例提供的一种采集数据列表;
图9为本发明实施例提供的一种注塑机生产系统的场景示意图;
图10为本发明实施例提供的另一种产量确定装置的功能模块图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
在介绍本发明实施例之前,先对本发明实施例中的术语进行解释:
OPC统一架构(OPCUnifiedArchitecture,简称OPCUA):是一种行业标准,使软件能够使用相同的界面连接来自不同制造商的设备、机器和系统。
Modbus通信协议:一种串行通信协议,Modbus通信协议已经成为工业领域通信协议的业界标准,并且现在是工业电子设备之间常用的连接方式。
消息队列遥测传输(MessageQueuingTelemetryTransport,简称MQTT):是一个基于客户端-服务器的消息发布/订阅传输协议。
Kafka:是一种高吞吐量的分布式发布订阅消息系统。
Redis:是一个key-value存储数据库系统。
Storm:是一个分布式的、容错的实时计算系统。
目前,获得注塑机产量数据的方式是通过注塑机控制器和外接输入输出信号进行产量数据采集,从而获取产品产量,这种方式只能采集到注塑机的开模累计次数,无法采集到所使用的模具数据和产品数据,因此采集结果无法真实的反映该注塑机当前生产的产品信息和实际生产数量。
为了解决上述技术问题,发明人提供的一种注塑机产量确定方法,该方法可以应用在注塑机生产系统中。
为了方便理解本发明实施例中的注塑机产量确定方法,首先介绍本发明实施例中的注塑机生产系统,参见图1,图1为本发明实施例提供的一种注塑机生产系统的架构图。
如图1所示,该注塑机生产系统10包括:终端101、云平台102和多个注塑102。终端101与云平台102和多个注塑机103通信连接;云平台102和多个注塑机103通过物联网连接。
在本发明实施例中,终端101可以实现注塑机与模具和产品之间的绑定,控制注塑机的启动与关闭,还可以实现将注塑机的产量数据和产品信息进行展示;云平台102可以采集注塑机103在生产过程中状态数据(如:开机,停机,故障,运行等),产量数据(开模累计次数)等数据,并基于产量数量实时计算注塑机103的产量,同时还可以将采集状态数据进行存储。
可以理解的是,上述的终端可以是智能手机、智能平板、智能笔记本、客户端、智能触控屏等电子设备。
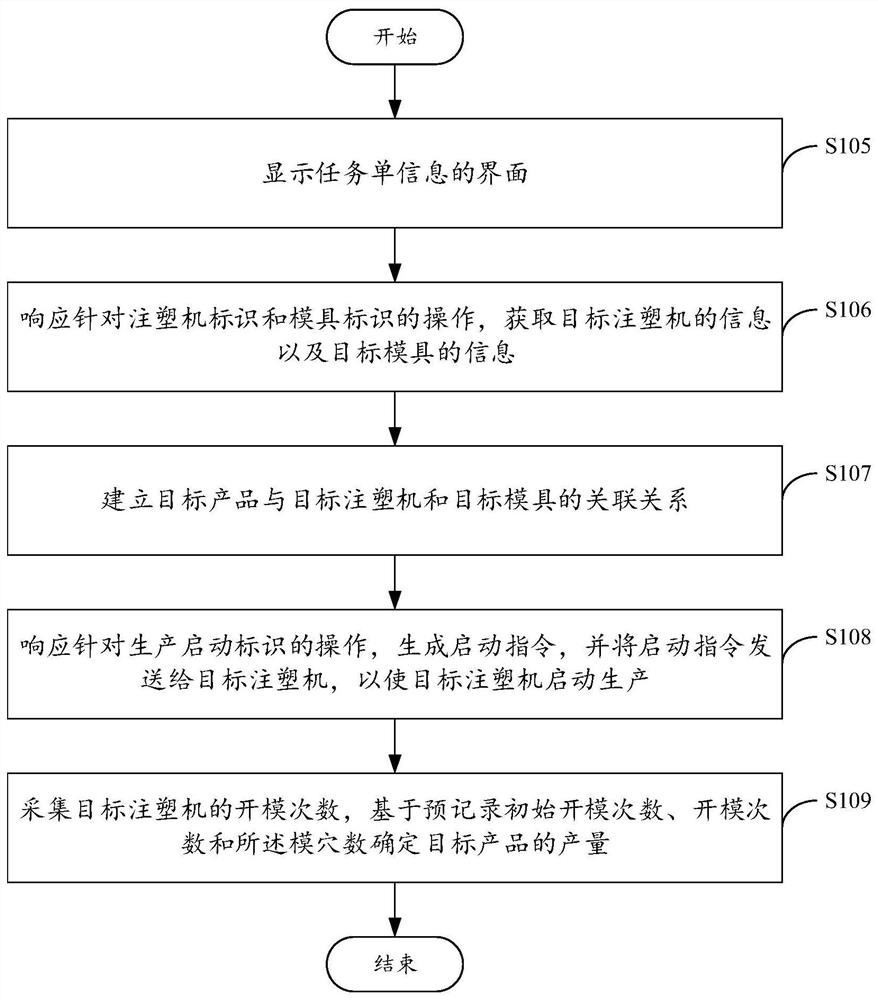
基于上述系统架构,本发明实施例提供的一种产量确定方法,请参见图2,图2为本发明实施例提供的一种产量确定方法的示意性流程图,该方法可以应用于注塑机生产系统,该方法可以包括:
S105、显示任务单信息的界面。
在一些可能的实施例中,上述界面中可以包含目标产品的信息、注塑机标识和模具标识。
S106、响应针对注塑机标识和模具标识的操作,获取目标注塑机的信息以及目标模具的信息。
在一些可能的实施例中,上述的注塑机标识和模具标识可以用于指示用户选择目标注塑机和目标模具,并通过对注塑机标识和模具标识的操作,获得目标注塑机的信息和目标模具的信息。例如,注塑机标识和模具标识可以是扫描标识,用户通过点击或触摸扫描标识,扫描目标注塑机和目标模具的标识码(例如二维码),即可获得目标注塑机的信息和目标模具的信息。
在一些可能的实施例中,可以预先生成每个注塑机的信息和每个模具的信息,然后为每个注塑机或者模具生成与信息对应返标识码,并将每个注塑机或者模具的信息以及标识码存储在系统的数据库中以便后续管理。
可以理解的是,上述的目标模具的信息包含模穴数,模穴数是计算产品产量的关键参数。
S107、建立目标产品与目标注塑机和目标模具的关联关系。
可以理解的是,在获得目标注塑机的信息和目标模具的信息之后,可以建立目标参产品与目标注塑机与目标模具的关联关系,关联关系生成后即可在系统中查看目标注塑机当前正在使用哪种目标模具,即将生产哪种目标产品。
为了方便理解上述实现过程,请参见图3,图3为本发明实施例提供的一种场景示意图。
如图3所示,在注塑机开始生产之前,用户首先在终端显示界面选择生产订单,终端根据选择的生产订单显示任务单信息的界面,可以看出,任务单中包含的有目标产品的信息如目标产品名称、目标产品的目标产量;注塑机的标识如注塑机编号显示框和用于指示用户进行扫描操作的操作标识,模具的标识如模具编号显示框、用于指示用户进行扫描操作的操作标识和模穴数。界面中其他信息可以包括以下任意一种及组合:任务单号、工序信息、班组、操作工信息、计划生产时间、实际生产时间、批次号、原料信息包括原料规格、原料用量等信息。
可以看出,在任务单信息的界面中,用户可以对注塑机的操作标识进行操作,通过终端扫描用户选择的目标注塑机上的标识码,即可获得目标注塑机的信息,然后通过操作终端上模具的操作标识扫描用户选择的目标注塑机上的标识码,即可获得模具的信息,然后建立目标注塑机、目标模具与目标产品的关联关系,从而可以方便用户查看目标注塑机当前正在使用哪种目标模具,即将生产哪种目标产品。
S108、响应针对生产启动标识的操作,生成启动指令,并将启动指令发送给目标注塑机,以使目标注塑机启动生产。
可以理解的是,生产启动标识可以位于终端上,用户可以点击、触摸该生产启动标识实现启动目标注塑机的效果。
S109、采集目标注塑机的开模次数,基于预记录初始开模次数、开模次数和所述模穴数确定目标产品的产量。
在一些可能的实施例中,建立目标注塑机、目标模具与目标产品的关联关系后,用户可以在终端界面中点击开始生产按钮,此时系统会记录开始生产时刻从注塑机采集到开模数N0作为预记录初始开模次数,注塑机开始生产后,实时从注塑机采集到的开模数为N,然后基于预记录初始开模次数、开模次数和模穴数确定目标产品的产量,当前实际产量=(N-N0)*模穴数。
本发明提供产量确定方法与现有技术的区别在于,现有技术无法采集到所使用的模具数据和产品数据,无法真实的反映该注塑机当前生产的产品信息和实际生产数量,本申请可以通过建立注塑机、模具和产品之间的关联关系,采集与目标产品关联的模具数据和注塑机生产数据,能够真实的反映该注塑机当前生产的产品信息和实际生产数量。
可选地,为了能够获得系统内全部注塑机和全部模具以及每个注塑机能够生产的产品的信息,下面给出一种实现方式,参见图4,图4为本发明实施例提供的另一种产量确定方法的示意性流程图之一,该方法还包括:
S101、根据各个注塑机的设备编号、设备名称和设备类型,生成每个注塑机的信息。
在一些可能的实施例中,用户可以在系统的设备台账模块中,通过文件导入或手工录入的方式创建注塑机的基本信息,主要包括设备编号、设备名称、设备类型,系统还可以根据获得的注塑机的基本信息自动生成二维码,用户可以打印二维码标签并粘贴在注塑机上,用户可以通过扫描任何一个注塑机的二维码来确定目标注塑机的信息。
S102、根据各个模具的模具编号、模具名称和模穴数,生成每个模具的信息。
在一些可能的实施例中,用户可以在系统的模具管理模块中,用户通过文件导入或手工录入的方式创建模具的基本信息,主要包括模具编号、模具名称、模穴数等,系统还可以根据模具的基本信息自动生成二维码,用户还可以打印二维码标签粘贴在模具上,用户可以通过扫描任何一个模具的二维码来确定目标模具的信息。
S103、根据各种产品的产品编码、产品名称、产品规格,生成每种产品的信息。
在一些可能的实施例中,用户可以在系统的物料信息模块中,通过文件导入或手工录入的方式创建产品的基本信息,主要包括产品编码、产品名称、产品规格等。
S104、根据订单号、任务单号、每个产品的信息以及目标生产数量,生成每种产品对应的任务单信息。
在一些可能的实施例中,用户可以在在系统的生产计划模块中,通过文件导入或手工录入的方式创建任务单,任务单主要包含订单号、任务单号、产品信息、计划生产数量等。
可选地,在注塑机生产的过程中,为了方便查看注塑机的生产状态,还可以采集注塑机的状态数据,并将注塑机的窗台数据进行存储,下面给出一种实现方式,请参见图5,图5为本发明实施例提供的另一种产量确定方法的示意性流程图,该方法还包括:
S110、采集目标注塑机的生产状态数据,将生产状态数据进行存储。
在一些可能的实施例中,生产状态数据可以包括如开机,停机,故障,运行等数据。
可选地,为了方便用户实时查看当前产品的生产进度,下面还给出一种实现方式,参见图6,图6为本发明实施例提供的另一种产量确定方法的示意性流程图。该方法还包括:
S111、将生产状态数据、所述目标产品的信息和产量进行展示。
为了方便理解上述步骤S120和步骤121,下面给出一种数据采集的实现方式,请参见图7,图7为本发明实施例提供的一种数据采集的实现方式示意图。
如图7所示,注塑机通过物联网网关接入云平台,网关通过同一架构(例如OPCUA)或串行通信协议(例如ModbusTCP协议)采集注塑机的状态数据(如:开机,停机,故障,运行等),生产数量(开模累计次数)等数据,采集的数据可以如图8所示的采集数据列表中的数据,并将采集到的数据通过消息发布/订阅传输协议(例如,消息队列遥测传输协议(MessageQueuingTelemetryTransport,简称MQTT))发送到云平台的分布式发布订阅消息系统(例如kafka系统)中,然后经云平台中的分布式实时计算系统(例如Storm系统)按照计算规则计算出实时产量,通过存储数据库系统存储注塑机状态数据,最后将产量数据和状态数据再次存储到分布式发布订阅消息系统中,应用调用分布式发布订阅消息系统的接口实现数据的展示。
为了实现上述产量确定方法,本发明实施例图1所示的注塑机生产系统可以通过终端、云平台实现确定注塑机产量的目的。
终端101,用于显示任务单信息的界面;所述界面中包含目标产品的信息、注塑机标识和模具标识;响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给目标注塑机,以使所述目标注塑机启动生产;所述目标注塑机为所述多个注塑机103中的一个;
所述云平台12,用于采集所述目标注塑机的开模次数;基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。
可选地,每个所述注塑机可以对应多个模具;每个所述注塑机和所述模具对应至少一种产品;所述终端101,还用于:根据各个所述注塑机的设备编号、设备名称和设备类型,生成每个所述注塑机的信息;根据各个所述模具的模具编号、模具名称和所述模穴数,生成每个所述模具的信息;根据所述各个产品的产品编码、产品名称、产品规格,生成每个产品的信息;根据订单号、任务单号、每个所述产品的信息以及目标生产数量,生成每个产品对应的所述任务单信息。
可选地,所述云平台12,还用于采集所述目标注塑机的生产状态数据;将所述生产状态数据进行存储。
可选地,所述终端101,还用于将所述生产状态数据、所述目标产品的信息和所述产量进行展示。
为了方便理解注塑机生产系统的运行过程,下面,请参见9,图9为本发明实施例提供的一种注塑机生产系统的场景示意图。如图9所示,注塑机1至注塑机4可以通过物联网网关接入云平台,云平台具有解析、计算和存储注塑机传输的数据的功能,其中,云平台可以接收来自注塑机传输的设备信息、二维码信息、订单信息、人员信息、实时数据(即注塑机的开模次数和模具的模穴数)、模具信息、产品信息和工艺信息等注塑机数据,云平台可以将获得的数据进行存储,其中,当注塑机开始生产时,云平台还可以实时采集到的开模次数减去开始生产时刻的开模次数,再乘以模具模穴数即可获得当前产品产量,然后将将产量数据传输给终端进行展示,可以看出,终端侧可以包括智能设备和客户端设备,智能设备可以接收来自云平台传输的产量数据,然后智能设备可以将产量数据传输给客户端设备的生产数据显示屏进行展示,方便生产管理者可实时查看当前产品的生产进度。
为了实现上述步骤101至步骤111,下面给出另一种产量确定装置的实现方式,参见图10,图10为本发明实施例提供的另一种产量确定装置的功能模块图,其中,产量确定装置40包括:
显示模块401,用于显示任务单信息的界面;所述界面中包含目标产品的信息和生产启动标识、注塑机标识和模具标识;
获取模块402,用于响应针对所述注塑机标识和所述模具标识的操作,获取目标注塑机的信息以及目标模具的信息;所述目标模具的信息包含模穴数;所述目标注塑机为所述多个注塑机中的一个;
建立模块403,用于建立所述目标产品与所述目标注塑机和所述目标模具的关联关系;
发送模块404,用于响应针对生产启动标识的操作,生成启动指令,并将所述启动指令发送给目标注塑机,以使所述目标注塑机启动生产;
采集模块405,用于采集所述目标注塑机的开模次数,基于预记录初始开模次数、所述开模次数和所述模穴数确定所述目标产品的产量。
可选地,所述注塑机生产系统包含多个注塑机,每个所述注塑机可以对应多个模具;每个所述注塑机和所述模具对应至少一种产品;产量确定装置40还包括生成模块,生成模块用于:根据各个所述注塑机的设备编号、设备名称和设备类型,生成每个所述注塑机的信息;根据各个所述模具的模具编号、模具名称和所述模穴数,生成每个所述模具的信息;根据所述各个产品的产品编码、产品名称、产品规格,生成每个产品的信息;根据订单号、任务单号、每个所述产品的信息以及目标生产数量,生成每个产品对应的所述任务单信息。
可选地,产量确定装置40还包括存储模块,采集模块405还用于采集所述目标注塑机的生产状态数据;存储模块,用于将所述生产状态数据进行存储。
可选地,显示模块401还用于将所述生产状态数据、所述目标产品的信息和所述产量进行展示。
本发明实施例提供一种存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如前述实施方式中任一项的产量确定方法。该计算机可读存储介质可以是,但不限于,U盘、移动硬盘、ROM、RAM、PROM、EPROM、EEPROM、磁碟或者光盘等各种可以存储程序代码的介质。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 产量确定方法、装置、注塑机生产系统及存储介质
- 生产参数确定方法及装置、系统、存储介质和电子设备