一种四轴四工位加工中心用工装
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及本发明涉及机械加工领域,尤其涉及小型通用汽油机汽缸体加工领域,具体为一种四轴四工位加工中心用工装。
背景技术
小型通用汽油机汽缸体上的火花塞丝孔、进排气丝孔、安装通孔,通常的加工方法有两种:专机钻攻或钻攻中心钻攻。钻攻中心柔性好、换活快、可靠性高、效率高、加工汽缸体质量一致,是目前加工企业的首选。钻攻中心的加工空间一般为500X400X300,配上四轴后加工空间更为狭小。因此,四轴工装一次装夹汽缸体的多少成为提高加工效率的关键。以前的四轴工装,采用气动夹紧,一次加工两件,采用气动夹具,系统压力低,夹紧气缸体积硕大,占用空间大,因此,要想获取更多的加工工位,争取一人多机提高效率,必须对目前工装进行改造。
发明内容
鉴于现有技术中所存在的问题,本发明公开了一种四轴四工位加工中心用工装,以解决现有工装采用气动夹紧,压力较低且体积较大,现有工装效率较低的问题。
采用的技术方案是,包括底板、尾座和头架,所述尾座和所述头架通过螺栓安装在所述底板上,所述尾座和所述头架上分别设有尾座L形板和头架L形板,所述尾座L形板和所述头架L形板之间设有桥板,所述桥板上设有定位板;所述桥板和所述底板上开设有两组安装槽,所述安装槽内设有油缸,所述油缸的伸缩端上设有顶杆,所述定位板上开设有与所述顶杆尺寸相匹配的通孔,所述顶杆通过连接销连接有压杆;所述尾座上还设有分油器,所述分油器通过油管与所述油缸连接。
作为本发明的一种优选技术方案,所述尾座L形板和所述头架L形板分别包括横板和竖板,两组所述竖板通过螺栓分别与所述尾座和所述头架连接,两组所述横板通过螺栓连接所述桥板。
作为本发明的一种优选技术方案,所述桥板上设有定位套,所述定位板上设有与所述定位套尺寸相匹配、位置相对应的定位销,所述定位销与所述定位套之间滑动连接。
作为本发明的一种优选技术方案,所述桥板与所述底板之间还设有T形块。
作为本发明的一种优选技术方案,所述定位板上还设有止转套,所述止转套套装在所述顶杆上,所述止转套上还设有紧定,所述顶杆上开设有与所述紧定尺寸相匹配、位置相对应的键槽。
作为本发明的一种优选技术方案,所述止转套与所述定位板之间压装有垫圈。
作为本发明的一种优选技术方案,两组所述油缸安装在所述桥板的三等分处。
作为本发明的一种优选技术方案,所述定位板上还设有若干导向板,所述导向板上滑动连接有滑板。
本发明的有益效果:本发明通过采用液压系统,实现了四工位加工,一人多机,提高了效率;改气动系统为液压系统,气动系统最高压力为0.8MP,实际使用为0.6MP;改为液压系统后,系统压力为2.5MP,是气动系统的四倍多,即与气动夹紧缸获取相同的夹紧力,液压缸活塞面积是气动缸活塞面积的1/4,因而,缩小了空间,并延长桥板的长度,增加装夹空间。
进一步的,采用止转套和紧定的配合,能够防止压杆旋转,避免压杆旋转产生夹紧失败。
附图说明
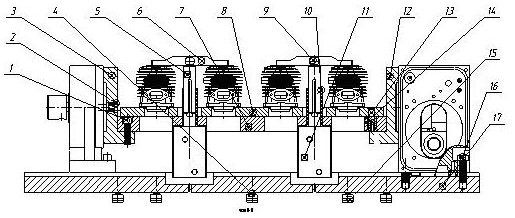
图1为本发明正视结构示意图;
图2为本发明俯视结构示意图;
图中:3-尾座L形板、5-顶杆、6-压杆、7-桥板、8-定位板、9-连接销、10-止转套、11-油缸、12-头架L形板、13-定位销、14-定位套、15-T形块、17-底板、18-分油器、19-尾座、24-导向板、25-紧定、27-垫圈、28-滑板、29-头架。
具体实施方式
实施例1
如图1至图2所示,本发明一种四轴四工位加工中心用工装,采用的技术方案是,包括底板17、尾座19和头架29,所述尾座19和所述头架29通过螺栓安装在所述底板17上,所述尾座19和所述头架29上分别设有尾座L形板3和头架L形板12,所述尾座L形板3和所述头架L形板12之间设有桥板7,所述桥板7上设有定位板8;所述桥板7和所述底板17上开设有两组安装槽,所述安装槽内设有油缸11,所述油缸11的伸缩端上设有顶杆5,所述定位板8上开设有与所述顶杆5尺寸相匹配的通孔,所述顶杆5通过连接销9连接有压杆6;所述尾座19上还设有分油器18,所述分油器18通过油管与所述油缸11连接。
作为本发明的一种优选技术方案,所述尾座L形板3和所述头架L形板12分别包括横板和竖板,两组所述竖板通过螺栓分别与所述尾座19和所述头架29连接,两组所述横板通过螺栓连接所述桥板7。
作为本发明的一种优选技术方案,所述桥板7上设有定位套14,所述定位板8上设有与所述定位套14尺寸相匹配、位置相对应的定位销13,所述定位销13与所述定位套14之间滑动连接。
作为本发明的一种优选技术方案,所述桥板7与所述底板17之间还设有T形块15。
作为本发明的一种优选技术方案,所述定位板8上还设有止转套10,所述止转套10套装在所述顶杆5上,所述止转套10上还设有紧定25,所述顶杆5上开设有与所述紧定25尺寸相匹配、位置相对应的键槽。
作为本发明的一种优选技术方案,所述止转套10与所述定位板8之间压装有垫圈27。
作为本发明的一种优选技术方案,两组所述油缸11安装在所述桥板7的三等分处。
作为本发明的一种优选技术方案,所述定位板8上还设有若干导向板24,所述导向板24上滑动连接有滑板28。
本发明的工作原理:使用时,调整滑板28与导向板24的位置,将汽缸体放置在定位板8上,将止转套10上的紧定25头部深入到顶杆5的键槽内,防止压杆6旋转产生夹紧误动作,液压油通过分油器18进入油管,再进入油缸11的上下腔内,控制液压站上的两位四通换向阀即可控制油缸活塞上下运动,从而使顶杆5、压杆6上下移动,完成工装的夹紧和松开。
本发明涉及的机械连接为本领域技术人员采用的惯用手段,可通过有限次试验得到技术启示,属于公知常识。
本文中未详细说明的部件为现有技术。
上述虽然对本发明的具体实施例作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化,而不具备创造性劳动的修改或变形仍在本发明的保护范围以内。
- 一种四轴四工位加工中心用工装
- 一种多工位四轴加工中心