一种增强软包电池顶底封封装可靠性的方法
文献发布时间:2023-06-19 11:26:00
技术领域
本发明属于电池极耳封装领域,尤其是涉及一种增强软包电池顶底封封装可靠性的方法。
背景技术
目前,软包锂离子电池极耳侧封印区域包括铝塑膜封装区、绝缘胶片肩宽区域(称“槽位印”)以及极耳金属片与绝缘胶片重叠区域。进行顶底封封装时,将包裹有铝塑膜的电芯放到封装底座上,电芯极耳部分伸到上下封头之间,在一定压力与温度下热压铝塑膜来进行一次有效封装,铝塑膜由最外层尼龙层、中间铝层与内部PP层复合而成,封装即是对铝塑膜内层PP层热熔以有效封装电芯,另外,现有技术方法亦有在封装完成后,对封装位置进行二次热压处理达到增强封装的目的。
现有的封装二次热压处理方法为达到增强封装的目的,该种方法对二次热压的压力与时间具有较高要求,可能对铝塑膜过封导致PP溶胶过薄导致漏液。而且在进行一次有效热封时,不可避免的会有一定量的PP溶胶溢出,当封装压力与温度小时则会出现假封甚至漏液,然而当封装压力与温度高时PP溶胶溢出过多,PP溶胶损失严重即存在封装不可靠问题。
发明内容
有鉴于此,本发明旨在提出一种增强软包电池顶底封封装可靠性的方法,在进行顶底封装时,克服传统的一次有效热封,对软包电池极耳处进行两次封装,在两段顶底封印之间形成中空区域,达到补偿PP溶胶溢出、增强封装牢靠性的目的。
为达到上述目的,本发明的技术方案是这样实现的:
一种增强软包电池顶底封封装可靠性的方法,包括以下步骤:
S1、准备好待封装的电芯;
S2、铝塑膜冲坑;取两张铝塑膜,分别对两张铝塑膜进行冲坑作业;铝塑膜冲坑完毕后,将电芯放到冲坑完成的铝塑膜中,使两张铝塑膜对电芯实现包裹;完后将被铝塑膜包裹好的电芯放到封装设备上准备进行封装作业;
S3、第一次顶底封封装;将电芯放置在封装设备的限位工装上进行定位,使电芯极耳处于限位工装的上封头和下封头之间,人工控制设备启动,进而上封头下移,上封头与下封头闭合,在设定完成的上封头和下封头封装压力、封装温度下,两层铝塑膜与电芯极耳上的绝缘胶片发生热熔和;第一次顶底封封装形成的封印区域作为1A;
S4、第二次顶底封封装;将进行第一次顶底封封装的电芯极耳通过S2中的步骤进行第二次顶底封封装,且第一次顶底封封装和第二次顶底封封装之间预留1mm-2mm宽度的空间,第二次顶底封封装形成的封印区域作为1B;1A与1B之间形成的区域作为中空区域1C;
S5、达到设定的封装时间后,上封头自动抬起,取出电芯,电芯极耳的顶底封封装完成。
进一步的,固定安装至封装设备的上封头和下封头均设有用于加热的加热装置,上封头、下封头的加热温度范围为170℃-180℃,且上封头、下封头的封装压力为0.2mpa-0.4mpa,封装时间为2s-5s。
进一步的,极耳由绝缘胶片和金属片复合而成,极耳包括正极耳和负极耳,正极耳金属片的材料为Al,负极耳金属片的材料为Cu/Ni材料;绝缘胶片的宽度大于金属片的宽度,绝缘胶片两侧宽出金属片的位置称为绝缘胶片的肩宽,绝缘胶片的肩宽与铝塑膜发生热熔后形成的结构作为槽位印。
进一步的,封印区域1A、封印区域1B和中空区域1C的宽度之和小于极耳的绝缘胶片的宽度。
相对于现有技术,本发明所述的一种增强软包电池顶底封封装可靠性的方法具有以下优势:
(1)本发明一种增强软包电池顶底封封装可靠性的方法,在封装电池极耳侧时能达到补偿外未封区PP溶胶溢出、减少封装出现假封或漏液现象,增强极耳处封装可靠性的目的,同时具有较强的封装工艺参数匹配性。
(2)本发明一种增强软包电池顶底封封装可靠性的方法,适用于行业特有的硬封工艺,而且对于单侧出极耳软包以及两头出极耳软包电池均适用。
(3)本发明一种增强软包电池顶底封封装可靠性的方法,通过改变顶底封封装方法做到有效封装电池极耳处,而不改变传统封头的结构设计,避免由于封印槽位深浅导致的热熔胶融合不好或者压坏极耳。
(4)本发明一种增强软包电池顶底封封装可靠性的方法,在封印两边进行简单的两次封装,使得在顶底封中间位置留有一定间隙的中空区域,方法简单可靠,且封印相对变窄,有助于溶胶厚度均匀的作用,匹配对应的封装设备。
(5)本发明一种增强软包电池顶底封封装可靠性的方法,仅通过改变顶底封封装方法,在经过两次封装后使溶胶在封印中间部分也有PP溶胶溢出,达到补偿外未封区和内未封区PP溶胶堆积的作用。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
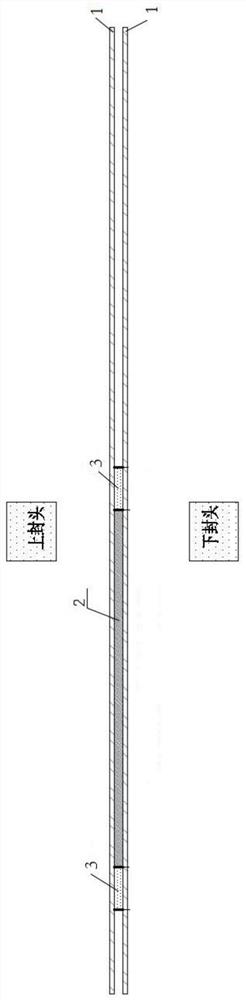
图1为本发明实施例所述的顶底封封装操作示意图;
图2为本发明实施例所述的极耳封装效果示意图示意图。
附图标记说明:
1、铝塑膜;2、极耳;3、槽位印。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面将参考附图并结合实施例来详细说明本发明。
1、一种增强软包电池顶底封封装可靠性的方法,包括以下步骤:
S1、准备好待封装的电芯;电芯极耳2的尺寸规格根据作业要求提供,此处以其中一种极耳2的尺寸规格为例,极耳2的绝缘胶片宽度为57mm,极耳2金属片宽度为50mm,绝缘胶片的肩宽为3.5mm,极耳2的长度为35.5mm,
S2、铝塑膜1冲坑;取两张铝塑膜1,分别对两张铝塑膜1进行冲坑作业;铝塑膜1冲坑完毕后,将电芯放到冲坑完成的铝塑膜1中,使两张铝塑膜1对电芯实现包裹;完后将被铝塑膜1包裹好的电芯放到封装设备上准备进行封装作业;
S3、第一次顶底封封装;将电芯放置在封装设备的限位工装上进行定位,使电芯极耳2处于限位工装的上封头和下封头之间,人工控制设备启动,进而上封头下移,上封头与下封头闭合,在设定完成的上封头和下封头封装压力、封装温度下,两层铝塑膜1与电芯极耳2上的绝缘胶片发生热熔和;第一次顶底封封装形成的封印区域作为1A;
S4、第二次顶底封封装;将进行第一次顶底封封装的电芯极耳2通过S2中的步骤进行第二次顶底封封装,且第一次顶底封封装和第二次顶底封封装之间预留1mm-2mm宽度的空间,第二次顶底封封装形成的封印区域作为1B;1A与1B之间形成的区域作为中空区域1C;
S5、达到设定的封装时间后,上封头自动抬起,取出电芯,电芯极耳2的顶底封封装完成。
电池正极耳的封装称为顶封,电池负极耳的封装称为底封,
封印区域1A和封印区域1B的宽度取决于上封头和下封头的宽度,本方法适用于不同规格型号的极耳2封装设备,
固定安装至封装设备的上封头和下封头均设有用于加热的加热装置,上封头、下封头的加热温度范围为170℃-180℃,且上封头、下封头的封装压力为0.2mpa-0.4mpa,封装时间为2s-5s。
极耳2由绝缘胶片和金属片复合而成,极耳2包括正极耳和负极耳,正极耳金属片的材料为Al,负极耳金属片的材料为Cu/Ni材料;绝缘胶片的宽度大于金属片的宽度,绝缘胶片两侧宽出金属片的位置称为绝缘胶片的肩宽,绝缘胶片的肩宽与铝塑膜1发生热熔后形成的结构作为槽位印3。
封印区域1A、封印区域1B和中空区域1C的宽度之和小于极耳2的绝缘胶片的宽度,目的是为了保证绝缘胶片留有外露和内露的余量。
在进行封装时,单侧出极耳2电池的封头在同一侧,将极耳2放到上封头、下封头之间即进行封装;两侧出极耳2电池的封头正极耳和负极耳各一个封头。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种增强软包电池顶底封封装可靠性的方法
- 一种软包锂电池顶封限位封头及其组成的顶封装置