一种全伺服控制高速多功能干式涂布复合机
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种涂布设备,具体是一种全伺服控制高速多功能干式涂布复合机。
背景技术
涂布机在工业生产上运用十分广泛,主要用于薄膜、纸张等的表面涂布工艺生产,它是一种将成卷的基材涂上一层特定功能的胶或者是涂料并干燥的设备。
在现有工业设备中,涂布机与复合机二者为相互独立的两套设备,在生产时需要调试两台设备同步工作才能同时完成涂布与压合,而涂布复合一体机主要用于表面光滑的铝箔玻璃纸聚酰胺等与聚乙烯、聚丙烯等薄膜的复合。
目前现有的涂布复合机相对来说涂布速度较慢,成品率不是太高,灵活性不佳,高速运转时并不稳定,操作也繁琐,因此,需要开发一种新的干式涂布复合机以解决上述技术问题。
发明内容
基于上述背景技术中所提到的现有技术中的不足之处,为此本发明提供了一种全伺服控制高速多功能干式涂布复合机。
本发明通过采用如下技术方案克服以上技术问题,具体为:
一种全伺服控制高速多功能干式涂布复合机,包括用于缠绕涂布基材的圆盘齿轮无轴装料收放卷设备、对涂布基材表面涂覆胶水的移动式半柔性版涂布装置、将经移动式半柔性版涂布装置涂覆胶水后的基材干燥的烘干系统、以及用于将涂有胶水并烘干后的涂布基材与其他基材压合粘结的复合冷却机组;
所述圆盘齿轮无轴装料收放卷设备包括三组高速圆盘齿轮无轴装料收放卷装置,分别为第一圆盘放卷装置、第二圆盘放卷装置、及圆盘收卷装置,所述第一圆盘放卷装置用于缠绕第一涂布基材,第二圆盘放卷装置用于缠绕第二涂布基材,所述圆盘收卷装置用于将经复合冷却机组压合粘结成一体后的第一涂布基材和第二涂布基材缠绕收卷;
所述全伺服控制高速多功能干式涂布复合机还包括一个机箱,所述第一圆盘放卷装置和第二圆盘放卷装置分别设置在所述机箱的两侧,所述圆盘收卷装置安装在机箱中间位置。
作为本发明进一步的方案:所述移动式半柔性版涂布装置包括:底座、活动设置在所述底座上的机架和设置在所述机架上的胶槽,且所述胶槽上设置有胶槽盖板,所述机架上安装有涂布组件;
所述涂布组件包括转动设置在所述机架上的涂布辊、网纹辊和上胶辊,且所述网纹辊和所述上胶辊与所述涂布辊配合,所述网纹辊和所述上胶辊之间相互配合,以使所述上胶辊上的胶水得到转移;
所述移动式半柔性版涂布装置还包括安装在所述机架上且与所述网纹辊连接的驱动组件,所述驱动组件通过差速结构与所述上胶辊连接,当所述驱动组件工作时,带动所述网纹辊运动,并通过所述差速结构带动所述上胶辊运动,以对涂布量进行微量调节;
所述移动式半柔性版涂布装置还包括设置在所述机架两侧的两组调节机构,所述调节机构包括安装在所述机架侧部且与所述网纹辊和所述上胶辊连接的第一微调组件,以及安装在所述机架侧部且与所述上胶辊连接的第二微调组件,所述第一微调组件工作时,以对所述网纹辊和所述上胶辊的移动进行控制,所述第一微调组件工作时,以对所述上胶辊的移动进行控制。
作为本发明再进一步的方案:所述全伺服控制高速多功能干式涂布复合机还包括三组牵引装置,三组所述牵引装置分别与三组高速圆盘齿轮无轴装料收放卷装置配合;
其中,所述牵引装置包括一个机箱和安装在所述机箱内的主机,所述机箱外壁上转动安装有用于同涂布基材滚动贴合的滑轮,三组所述牵引装置分别为第一牵引装置、第二牵引装置、及第三牵引装置;
第一牵引装置同所述第一圆盘放卷装置配合,第二牵引装置同所述第二圆盘放卷装置配合,第三牵引装置同圆盘收卷装置配合。
作为本发明再进一步的方案:所述第一牵引装置上还转动安装有预热轮,所述预热轮内设置有发热盘,涂布基材同所述预热轮滚动贴合,所述第一圆盘放卷装置上缠绕的涂布基材在第一牵引装置的作用下释放并经预热轮内的发热盘预热送至移动式半柔性版涂布装置。
作为本发明再进一步的方案:所述烘干系统包括设置在所述机箱上部的烘箱机构和设置在所述烘箱机构内的热风机构;所述烘箱机构包括固定在所述机箱上部的下烘箱和竖直可开闭安装在所述下烘箱上的上烘箱,所述上烘箱与下烘箱之间通过开合气缸连接;
其中,所述上烘箱与所述下烘箱闭合时形成一个密封箱体,在所述密封箱体内设置有供基材穿过的拱形通道;在所述上烘箱与所述下烘箱之间还设置有安全定位销。
作为本发明再进一步的方案:所述上烘箱内设置有上烘箱进风口和供气流流出的上烘箱排风口,在所述下烘箱内对应设置有下烘箱进风口和下烘箱排风口,且在所述上烘箱和所述下烘箱之间还设置有铰接机构;
所述热风机构包括设置在上烘箱和下烘箱上的多个网孔风嘴,其中,上烘箱上的网孔风嘴与下烘箱上的网孔风嘴之间一一对应。
作为本发明再进一步的方案:所述热风机构还包括等距安装在所述上烘箱上并正对所述下烘箱的风刀风嘴,在所述下烘箱上对应风刀风嘴处转动安装有多个用于对基材滚动导向的过渡辊,且在所述上烘箱上设置有用于平衡气压的泄爆口。
作为本发明再进一步的方案:所述复合冷却机组包括一个安装箱,在所述安装箱上分别设置一组用于对两组基材压合的压辊组和冷却辊组;
其中,所述压辊组包括由上至下依次转动安装在所述安装箱上的复合热辊、复合压辊、及背压辊,所述复合热辊、复合压辊、及背压辊的转动中心处于同一铅垂线上,所述冷却辊组用于将经压辊组复合处理后的成品产品输送至圆盘收卷装置上。
作为本发明再进一步的方案:所述复合热辊为热鼓结构并采用螺旋外循环热油供热,背压辊连接设置在所述安装箱上的气动离合机构,且所述复合热辊的中心连接安装于所述安装箱内的伺服电机输出端;
所述冷却辊组包括转动安装在所述安装箱上的第一冷辊和第二冷辊。
采用以上结构后,本发明相较于现有技术,具备以下优点:该涂布复合机速度快,一体化高精度生产,成品率高,整机运用节能环保技术,为用户节约生产成本;适用于卷筒状塑料薄膜、纸张、铝箔等多种材料高速复合;能够满足不同工艺不同涂布方式的快速更换,工艺适应范围广;采用目前最先进的圆盘齿轮加无轴装料结构,设备加工精度高,刚性好,高速运行稳定,操作方便快捷;
尤其是在纯铝箔复合,可实现高速不停机自动裁切且完全不起皱,整机机械零件采用优质合金铸铁、碳结构钢和合金钢制造,主要零部件均通过严格应力消除工艺和表面强化处理工艺,使整机强度高、机械精度保持性好、使用寿命延长;
烘干系统为高效低溶剂残留结构,半悬浮吹风加热设计,独立风刀设计,优化送风的动静压转换,确保出风的均匀性。高风速,大流量,低温度的烘干方式,可提高干燥质量,降低溶剂残留。烘箱负压设计,防止热风外溢。烘干箱的进出膜口带有可调挡板。智能化连续控温,方便,精度高。箱体气动开合设计,方便穿料,清洗。
附图说明
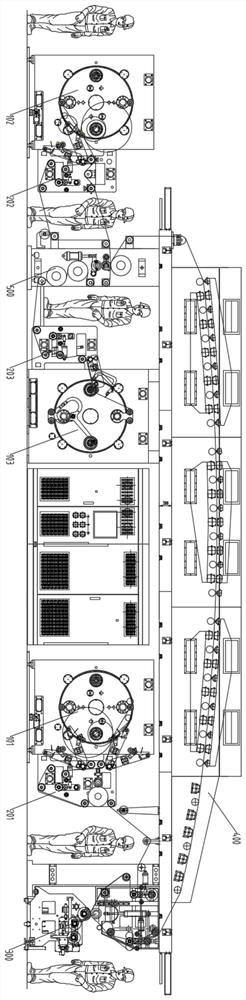
图1为全伺服控制高速多功能干式涂布复合机的平面示意图。
图2为全伺服控制高速多功能干式涂布复合机中移动式半柔性版涂布装置的侧视图。
图3为全伺服控制高速多功能干式涂布复合机中移动式半柔性版涂布装置的正视图。
图4为全伺服控制高速多功能干式涂布复合机中移动式半柔性版涂布装置的俯视图。
图5为全伺服控制高速多功能干式涂布复合机中移动式半柔性版涂布装置的轴侧图。
图6为全伺服控制高速多功能干式涂布复合机中烘干系统的局部放大示意图。
图7为全伺服控制高速多功能干式涂布复合机中复合冷却机组的示意图。
图中:101-第一圆盘放卷装置;102-第二圆盘放卷装置;103-圆盘收卷装置;201-第一牵引装置;202-第二牵引装置;203-第三牵引装置;300-移动式半柔性版涂布装置;400-烘干系统;410-上烘箱;411-下烘箱;412-铰接机构;413-开合气缸;414-上烘箱进风口;415-上烘箱排风口;416-下烘箱进风口;417-下烘箱排风口;418-过渡辊;419-风刀风嘴;420-网孔风嘴;421-安全定位销;422-泄爆口;500-复合冷却机组;510-复合压辊;511-背压辊;512-第一冷辊;513-第二冷辊;514-复合热辊。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以多种不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
另外,本发明中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
请参阅图1~7,本发明实施例中,一种全伺服控制高速多功能干式涂布复合机,包括用于缠绕涂布基材的圆盘齿轮无轴装料收放卷设备、对涂布基材表面涂覆胶水的移动式半柔性版涂布装置300、将经移动式半柔性版涂布装置300涂覆胶水后的基材干燥的烘干系统400、以及用于将涂有胶水并烘干后的涂布基材与其他基材压合粘结的复合冷却机组500;
具体地,所述圆盘齿轮无轴装料收放卷设备包括三组高速圆盘齿轮无轴装料收放卷装置,分别为第一圆盘放卷装置101、第二圆盘放卷装置102、及圆盘收卷装置103,所述第一圆盘放卷装置101用于缠绕第一涂布基材,第二圆盘放卷装置102用于缠绕第二涂布基材,所述圆盘收卷装置103用于将经复合冷却机组500压合粘结成一体后的第一涂布基材和第二涂布基材缠绕收卷;
详细来说,所述全伺服控制高速多功能干式涂布复合机还包括一个机箱,所述第一圆盘放卷装置101和第二圆盘放卷装置102分别设置在所述机箱的两侧,所述圆盘收卷装置103安装在机箱中间位置;
在本发明实施例中,通过第一圆盘放卷装置101工作将其上缠绕的第一涂布基材释放出,释放出的第一涂布基材经移动式半柔性版涂布装置300对其中一面涂覆胶水,涂覆胶水后送入烘干系统400中作干燥处理并与第二圆盘放卷装置102上缠绕的第二涂布基材同时送至复合冷却机组500处,经复合冷却机组500对两基材压合,借助烘干后的胶水使二者粘合为一体,形成成品;
为了方便查阅相关资料,本发明中的高速圆盘齿轮无轴装料收放卷装置为现有技术的应用且已申请专利,详见申请号为201911026948.3名称为一种高速圆盘齿轮无轴装料收放卷装置的中国专利申请,申请公布号为CN110723576A,对于其具体结构,在此不再赘述。
此外,在本实施例中,所述移动式半柔性版涂布装置300包括:底座、活动设置在所述底座上的机架和设置在所述机架上的胶槽,且所述胶槽上设置有胶槽盖板,所述机架上安装有涂布组件;
所述涂布组件包括转动设置在所述机架上的涂布辊、网纹辊和上胶辊,且所述网纹辊和所述上胶辊与所述涂布辊配合,所述网纹辊和所述上胶辊之间相互配合,以使所述上胶辊上的胶水得到转移;
所述移动式半柔性版涂布装置还包括安装在所述机架上且与所述网纹辊连接的驱动组件,所述驱动组件通过差速结构与所述上胶辊连接,当所述驱动组件工作时,带动所述网纹辊运动,并通过所述差速结构带动所述上胶辊运动,以对涂布量进行微量调节;
所述移动式半柔性版涂布装置还包括设置在所述机架两侧的两组调节机构,所述调节机构包括安装在所述机架侧部且与所述网纹辊和所述上胶辊连接的第一微调组件,以及安装在所述机架侧部且与所述上胶辊连接的第二微调组件,所述第一微调组件工作时,以对所述网纹辊和所述上胶辊的移动进行控制,所述第一微调组件工作时,以对所述上胶辊的移动进行控制。
在本发明实施例中,在使用时,将胶水输入至胶槽中,从而使得上胶辊上粘有胶水,随后通过第一微调组件控制网纹辊和上胶辊朝向涂布辊移动,再通过第二微调组件控制上胶辊移动,将网纹辊和上胶辊调节至合适位置后,驱动组件工作,通过差速结构带动所述上胶辊运动,使得上胶辊上的胶水传导至所述网纹辊上,再由所述网纹辊传导至所述涂布辊上,差速结构保证了涂布辊、网纹辊和上胶辊之间的差速传动,实现了不同差速比的调节,使得涂布量能够得到微量调节。
作为本发明的一种实施例,所述第一微调组件包括设置在所述机架的侧部且连接所述网纹辊与所述上胶辊的第一气缸、连接所述第一气缸的第一丝杆推动器,以及与所述第一丝杆推动器相连的第一丝杆旋钮。
在本发明实施例中,在对网纹辊和上胶辊的位置进行调整时,转动第一丝杆旋钮,使得第一丝杆推动器运动,并对第一气缸的行程进行微调,从而使得网纹辊和上胶辊的移动得到精确的控制,保证了胶水转移的精确性,使得最终的涂布效果更佳。
作为本发明的一种实施例,所述第二微调组件包括设置在所述机架的侧部且与所述上胶辊连接的第二气缸、连接所述第二气缸的第二丝杆推动器,以及与所述第二丝杆推动器相连的第二丝杆旋钮。
在本发明实施例中,在对上胶辊的位置进行调整时,转动第二丝杆旋钮,使得第二丝杆推动器运动,并对第二气缸的行程进行微调,从而使得上胶辊的移动得到精确的控制,保证了上胶辊上的胶水向网纹辊转移的精确性,使得最终的涂布效果更佳。
作为本发明的一种实施例,所述驱动组件包括安装在所述机架上的电机和连接所述电机输出端的齿轮箱,所述齿轮箱通过第一传动件与所述网纹辊连接,且所述齿轮箱还与所述差速结构连接。
在本发明实施例中,在使用时,电机工作,带动齿轮箱工作,从而使得齿轮箱带动网纹辊转动,实现了对胶水有效的转移功能,齿轮箱还通过差速结构带动上胶辊转动,实现了涂布辊、网纹辊和上胶辊之间的差速传动,使得涂布量能够得到微量调节。
作为本发明的一种实施例,所述差速结构包括与所述上胶辊连接的第二传动件、安装在所述机架的侧部且与所述第二传动件连接的第一张紧轮,以及安装在所述机架的侧部且与所述第一张紧轮连接的第二张紧轮,且所述第二张紧轮通过皮带连接所述齿轮箱,所述第一张紧轮、所述第二张紧轮之间为差速设置。
在本发明实施例中,驱动组件工作时,齿轮箱通过皮带带动第二张紧轮转动,第二张紧轮带动所述第一张紧轮转动,第一张紧轮带动第二传动件和上胶辊转动,由于第一张紧轮、所述第二张紧轮之间为差速设置,实现了对涂布辊、网纹辊和上胶辊的差速传动,使得涂布量能够得到微量调节。
作为本发明的一种实施例,所述底座的底部设置有定向轮和可刹式万向轮,且所述机架与所述底座之间设置有用于调节所述机架高度的第三气缸、同装置的引导辅助端连接的限位杆,以及与所述限位杆配合的卡扣位。
在本发明实施例中,在对装置的工作位置进行调整时,定向轮和可刹式万向轮的设置便于装置的移动,且可刹式万向轮实现了对装置移动方向的调整,以及使装置稳定停止,当第三气缸正向工作,向上抬升机架时,卡扣位远离限位杆,从而实现了不同涂布结构的快速更换,当第三气缸反向工作时,卡扣位和限位杆接触,实现了不同涂布结构重新精准定位的便利性。
作为本发明的一种实施例,所述胶槽为全封闭设置,且所述机架的两侧分别设置有挡胶板。
在本发明实施例中,在装置高速运行的工作过程中,全封闭胶槽和两侧挡胶板的设置,有效防止了装置在高速运行中出现甩胶的现象,而且大大减少了溶剂的挥发。
作为本发明的一种实施例,所述全伺服控制高速多功能干式涂布复合机还包括三组牵引装置,三组所述牵引装置分别与三组高速圆盘齿轮无轴装料收放卷装置配合;
其中,所述牵引装置包括一个机箱和安装在所述机箱内的主机,所述机箱外壁上转动安装有用于同涂布基材滚动贴合的滑轮,三组所述牵引装置分别为第一牵引装置201、第二牵引装置202、及第三牵引装置203;
第一牵引装置201同所述第一圆盘放卷装置101配合,第二牵引装置202同所述第二圆盘放卷装置102配合,第三牵引装置203同圆盘收卷装置103配合;
在本发明实施例中,通过牵引装置与高速圆盘齿轮无轴装料收放卷装置配合可使涂布基材顺畅的从高速圆盘齿轮无轴装料收放卷装置中松放出或缠绕于高速圆盘齿轮无轴装料收放卷装置中,避免涂布基材在传输过程中与复合机中的机械部件干涉。
此外,在本实施例中,所述主机的输出端同其中一个滑轮的安装轴连接,在主机启动时可带动其中一个滑轮旋转,进而将高速圆盘齿轮无轴装料收放卷装置中的涂布基材牵拉松放出。
作为本发明的一种实施例,所述第一牵引装置201上还转动安装有预热轮,所述预热轮内设置有发热盘,涂布基材同所述预热轮滚动贴合,所述第一圆盘放卷装置101上缠绕的涂布基材在第一牵引装置201的作用下释放并经预热轮内的发热盘预热送至移动式半柔性版涂布装置300;
在本发明实施例中,利用第一牵引装置201上的预热轮使得从第一圆盘放卷装置101上松放的涂布基材在通过移动式半柔性版涂布装置300进行涂覆胶水前预热,保持涂入到涂布基材上的胶水前期短时间内具有一定的初始温度,使得胶水具备一定的流动性,达到胶水分布均匀的效果;
此外,通过预热轮作为媒介传导热量,避免发热盘直接与涂布基材接触,可以很好的保护涂布基材,防止涂布基材损伤。
作为本发明的一种实施例,所述烘干系统400包括设置在所述机箱上部的烘箱机构和设置在所述烘箱机构内的热风机构;所述烘箱机构包括固定在所述机箱上部的下烘箱411和竖直可开闭安装在所述下烘箱411上的上烘箱410,所述上烘箱410与下烘箱411之间通过开合气缸413连接;
其中,所述上烘箱410与所述下烘箱411闭合时形成一个密封箱体,在所述密封箱体内设置有供基材穿过的拱形通道;在所述上烘箱410与所述下烘箱411之间还设置有安全定位销421;
在本发明实施例中,经移动式半柔性版涂布装置300涂覆胶水后的涂布基材进入到烘箱机构中的拱形通道内,利用热风机构对拱形通道内的涂布基材表面的胶水进行热处理;大包角拱形热风干燥箱,确保基材在烘箱内不发生卷曲,且上下烘箱能够对基材的双面同时进行吹热风,有助于底层溶济的挥发,保证受热均匀。
作为本发明的一种实施例,所述上烘箱410内设置有上烘箱进风口414和供气流流出的上烘箱排风口415,在所述下烘箱411内对应设置有下烘箱进风口416和下烘箱排风口417,且在所述上烘箱410和所述下烘箱411之间还设置有铰接机构412;
所述热风机构包括设置在上烘箱410和下烘箱411上的多个网孔风嘴420,其中,上烘箱410上的网孔风嘴420与下烘箱411上的网孔风嘴420之间一一对应。
在本发明实施例中,热风经下烘箱后再进入上烘箱,起节能效果;箱体气动开合设计,方便穿料,清洗,带有安全定位销,便于约束上烘箱410与下烘箱411在闭合时的相对位置,烘箱采用双层保温,半悬浮吹风加热结构。
作为本发明的一种实施例,所述热风机构还包括等距安装在所述上烘箱410上并正对所述下烘箱411的风刀风嘴419,在所述下烘箱411上对应风刀风嘴419处转动安装有多个用于对基材滚动导向的过渡辊418,且在所述上烘箱410上设置有用于平衡气压的泄爆口422;
在本发明实施例中,该烘干系统具有高效低溶剂残留的干燥效果,采用高风速,大流量,低温度的烘干方式;可拆卸独立风刀设计,方便清洗及更换,烘箱送排风具有风压动静压平衡转换结构,确保烘箱里面风嘴喷风速的均匀性及风压的平衡,烘箱导辊轴承外置,便于观察和维护,辊与辊间的风嘴有压力差,迫使膜往下压,不容易飘移。
作为本发明的一种实施例,所述复合冷却机组500包括一个安装箱,在所述安装箱上分别设置一组用于对两组基材压合的压辊组和冷却辊组;
其中,所述压辊组包括由上至下依次转动安装在所述安装箱上的复合热辊514、复合压辊510、及背压辊511,所述复合热辊514、复合压辊510、及背压辊511的转动中心处于同一铅垂线上,所述冷却辊组用于将经压辊组复合处理后的成品产品输送至圆盘收卷装置103上;
在本发明实施例中,第一圆盘放卷装置101上的第一涂布基材在第一牵引装置201的驱动下送入移动式半柔性版涂布装置300上涂胶水,涂完胶水后的涂布基材进入到烘干系统400内烘干,烘干后的第一涂布基材从烘干系统400出来后与第二圆盘放卷装置102中的第二涂布基材一同进入到复合冷却机组中压合形成成品,最终到达圆盘收卷装置103中缠卷起来。
作为本发明的一种实施例,所述复合热辊514为热鼓结构并采用螺旋外循环热油供热,背压辊511连接设置在所述安装箱上的气动离合机构,且所述复合热辊514的中心连接安装于所述安装箱内的伺服电机输出端;
所述冷却辊组包括转动安装在所述安装箱上的第一冷辊512和第二冷辊513,第一冷辊512和第二冷辊513错位设置;
在本发明实施例中,从烘干系统400出来后的第一涂布基材与从第二圆盘放卷装置102出来的第二涂布基材在复合压辊510和复合热辊514处热粘合,再经背压辊511和复合压辊510二次压合形成成品,成品在第一冷辊512和第二冷辊513的作用下冷却,最后缠绕到圆盘收卷装置103中;
采用高压合力三辊式设计保证压合力整幅面均匀;双压合辊的气动离合机构压力可调,同时离合,快速有效;热鼓鼓面温度稳定,温差小,充分保证复合的总体质量;复合压辊510对热鼓的压力全面均匀,保证膜料的总体压合质量;双冷却辊,使膜料正反面呈S形冷却,冷却辊大包角,冷却面长,减少膜料复合后的卷曲度。
以上仅就本发明的最佳实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅限于以上实施例,其具体结构允许有变化。但凡在本发明独立权利要求的保护范围内所作的各种变化均在本发明的保护范围内。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
- 一种全伺服控制高速多功能干式涂布复合机
- 一种全伺服控制高速多功能干式涂布复合机