一种LED灯具组装点胶设备
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及灯具组装设备领域,尤其涉及的是,一种LED灯具组装点胶设备。
背景技术
目前随着社会的不断发展,人们越来越注重节能环保事业,为了节约能源,人们研究出了LED灯及LED屏幕,LED灯与传统白炽灯相比,可以节约大量电能,之前的LED灯具一般是采用人工装配的,其生产效率低,劳动强度高,同时其装配质量无法得到保证,随着技术的不断发展,LED灯的生产也规模化了,现在可采用机械装配,也是在局部进行改进机械装配,而且装配设备也比较大,也需要人工协作。因此,现有技术存在缺陷,需要改进。
发明内容
本发明所要解决的技术问题是提供一种新型的LED灯具组装点胶设备。
为实现上述目的,本发明所采用了下述的技术方案:一种LED灯具组装点胶设备,包括机架,在机架的上侧设置工作台,在工作台的一端设置打螺丝机构,在所述打螺丝机构的侧边设置涂胶机构,在所述打螺丝机构的下方设置传料机构,所述打螺丝机构和所述涂胶机构均设置在所述传料机构的行程范围内;
所述打螺丝机构包括打螺丝安装架、螺丝供料部件、X轴移料部件、Z轴移料部件及电批部件,所述螺丝供料部件设置在所述工作台的侧边,所述打螺丝安装架固定在所述工作台上,所述X轴移料部件安装在所述打螺丝安装架上,所述Z轴移料部件与所述X轴移料部件的工作端连接,所述电批部件安装在所述Z轴移料部件的工作端,通过X轴移料部件带动电批部件左右移动,通过Z轴移料部件带动电批部件上下移动;
所述涂胶机构包括涂胶安装架、X轴移位部件、Z轴移位部件及涂胶部件,所述涂胶安装架固定在所述工作台上,所述X轴移位部件安装在所述涂胶安装架上,所述Z轴移位部件与所述X轴移位部件的工作端连接,所述涂胶部件安装在所述Z轴移位部件的工作端,通过X轴移位部件带动涂胶部件左右移动,通过Z轴移位部件带动涂胶部件上下移动。
优选的,所述的LED灯具组装点胶设备中,所述X轴移料部件包括X轴安装板、X轴丝杆及X轴电机,所述X轴安装板固定在所述打螺丝安装架上,所述X轴安装板的两端各设一丝杆轴承座,所述X轴丝杆的两端分别穿设在两个丝杆轴承座内,所述X轴丝杆的螺母座与所述Z轴移料部件连接,所述X轴电机固定在所述X轴安装板的一端,并与X轴丝杆联动,带动电批部件左右移动。
优选的,所述的LED灯具组装点胶设备中,所述Z轴移料部件包括Z轴固定板、Z轴丝杆及Z轴电机,所述Z轴固定板固定在X轴移料部件上,所述Z轴丝杆的两端分别穿设在所述Z轴固定板两端设置的轴承座内,所述Z轴丝杆的螺母座与电批部件连接,所述Z轴电机固定在所述Z轴固定板的上端,并与Z轴丝杆联动,带动电批部件上下移动。
优选的,所述的LED灯具组装点胶设备中,所述电批部件包括电批固定座、升降气缸、电批组件及CCD对位组件一,所述电批固定座固定在Z轴移料的部件的工作端,所述升降气缸固定在所述电批固定座的上部,所述升降气缸的工作端通过电批固定座上设置的滑轨与所述电批组件滑动连接,所述CCD对位组件一安装在所述电批固定座的下端,并与所述电批组件的电批头平行设置。
优选的,所述的LED灯具组装点胶设备中,所述CCD对位组件一包括相机固定座和固定在相机固定座上的相机,所述相机固定座固定在所述电批固定座的下端。
优选的,所述的LED灯具组装点胶设备中,所述X轴移位部件与所述X轴移料部件的结构相同,所述Z轴移位部件与所述Z轴移料部件的结构相同。
优选的,所述的LED灯具组装点胶设备中,所述涂胶部件包括涂胶固定座、CCD对位组件二及点胶组件,所述涂胶固定座固定在Z轴移位部件的工作端,所述CCD对位组件二安装在所述涂胶固定座的上部,所述点胶组件安装在所述涂胶固定座的下部。
优选的,所述的LED灯具组装点胶设备中,所述CCD对位组件二包括CCD固定座、相机单元和照明单元,所述CCD固定座固定在所述涂胶固定座上部的侧边,所述相机单元安装在所述CCD固定座上,所述照明单元设置在所述相机单元的前侧。
优选的,所述的LED灯具组装点胶设备中,所述点胶组件包括供胶缸筒和活塞杆,所述活塞杆设置在所述供胶缸筒内,所述供胶缸筒内还设置有活塞,所述活塞与所述活塞杆的上部连接,所述活塞杆为中空结构,所述活塞杆的底端为出胶口。
优选的,所述的LED灯具组装点胶设备中,所述传料机构包括传料安装板、传料电机、传料丝杆及承载座,所述传料安装板固定在所述工作台上,所述传料安装板的前后两端各设一丝杆轴承座,所述传料丝杆的两端分别穿设在两个丝杆轴承座内,所述传料安装板上沿自身长度方向设置导向组件,所述导向组件与所述传料丝杆平行设置,所述承载座的底部分别与传料丝杆的螺母座和导向组件连接,所述传料电机固定在所述传料安装板的后端,并与传料丝杆联动,带动承载座沿着导向组件前后移动。
相对于现有技术的有益效果是,采用上述方案,本发明结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。
附图说明
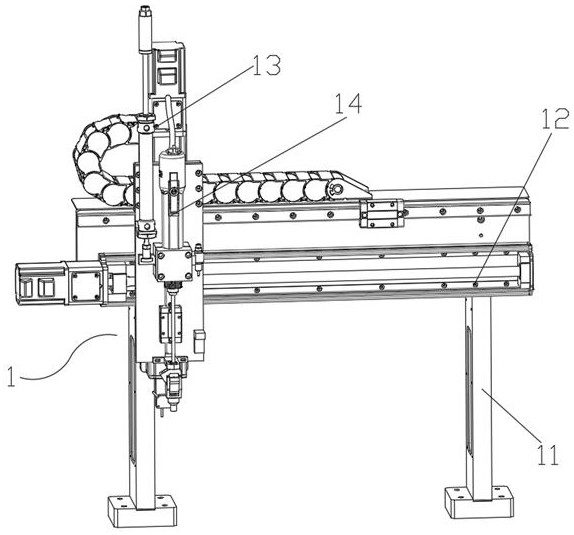
图1为本发明的一个实施例的打螺丝机构的结构示意图之一;
图2为本发明的图1实施例的打螺丝机构的结构示意图之二;
图3为本发明的图1实施例的电批部件的结构示意图;
图4为本发明的图1实施例的涂胶机构的结构示意图之一;
图5为本发明的图1实施例的涂胶机构的结构示意图之二;
图6为本发明的图1实施例的涂胶机构的结构示意图之三;
图7为本发明的图1实施例的涂胶部件的结构示意图;
图8为本发明的图1实施例的传料机构的结构示意图;
以上附图所示:打螺丝机构1、打螺丝安装架11、X轴移料部件12、X轴安装板121、X轴丝杆122、X轴电机123、Z轴移料部件13、Z轴固定板131、Z轴丝杆132、Z轴电机133、电批部件14、电批固定座141、升降气缸142、电批组件143、CCD对位组件一144、涂胶机构2、涂胶安装架21、X轴移位部件22、Z轴移位部件23、涂胶部件24、涂胶固定座241、CCD对位组件二242、点胶组件243、传料机构3、传料安装板31、传料丝杆32、承载座33、传料电机34、机架4、工作台41。
具体实施方式
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“安装”、“固定”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
如图1-8所示,本发明的一个实施例是,该LED灯具组装点胶设备,包括机架4,在机架4的上侧设置工作台41,在工作台41的一端设置打螺丝机构1,在所述打螺丝机构1的侧边设置涂胶机构2,在所述打螺丝机构1的下方设置传料机构3,所述打螺丝机构1和所述涂胶机构2均设置在所述传料机构3的行程范围内;优选的,所述打螺丝机构1固定在所述工作台41的前端,所述涂胶机构2位于所述打螺丝机构1的后侧,通过机械手将待加工工件从供料台移入传料机构3的承载座33内,由传料机构3将待加工工件从前向后传动,先移至打螺丝机构1的工作位置,完成打螺丝工序,再由传料机构3将工件移至涂胶机构2的工作位置,以完成涂胶工序,再继续后移,传入下一流水线。本设备主要完成灯板与灯罩之间的打螺丝与涂胶工序,先通过打螺丝机构1对灯板与灯罩进行螺钉固定,再由涂胶机构2对灯板与灯罩进行涂胶封装,工序简单,实现自动化,可连续工作。优选的,在工作台41上侧设置有上机箱,打螺丝机构1、涂胶机构2、传料机构3均设置于上机箱内,在机架4的侧边设置工控机,在机械加工中,往往需要工控机辅助完成,此为常识,在此不过多阐述工控机控制原理。优选的,所述上机箱的前侧设有对开门,所述对开门的门框内嵌入PVC封板,形成观察窗;优选的,所述上机箱的前侧设置操控面板,在操控面板的下侧设置多个操控按钮。优选的,该设备设有多个光电传感器,用以对来料、行程等进行感应检测,如,所选用的光电传感器为松下CX-441传感器。本设备主要完成灯板与灯罩之间的打螺丝与涂胶工序,通过机械手将待加工灯板与灯罩从供料台移入传料机构3的承载座33内,由传料机构3向后移至打螺丝机构1的工作位置,由打螺丝机构1对灯板与灯罩进行螺钉固定,完成打螺丝工序后,再由传料机构3将工件移至涂胶机构2的工作位置,由涂胶机构2对灯板与灯罩进行涂胶封装,再继续后移,传入下一流水线。本方案结构简单,使用方便,实现自动化,可连续工作,节省人工,满足生产需要提高生产效率,具有很好的市场应用价值。进一步的,机械手为三轴机械手,型号为LS3-401S,机械手为现有常用机械,故此未做过多赘述,本实施例中选用的气缸、电机等元件均为现有常用元件。
所述打螺丝机构1包括打螺丝安装架11、螺丝供料部件、X轴移料部件12、Z轴移料部件13及电批部件14,所述螺丝供料部件设置在所述工作台41的侧边,所述打螺丝安装架11固定在所述工作台41上,所述X轴移料部件12安装在所述打螺丝安装架11上,所述Z轴移料部件13与所述X轴移料部件12的工作端连接,所述电批部件14安装在所述Z轴移料部件13的工作端,通过X轴移料部件12带动电批部件14左右移动,通过Z轴移料部件13带动电批部件14上下移动;优选的,螺丝供料部件分为振动盘和分料盘,在振动盘的出料口和分料盘的出料槽内设置减震垫,分料盘的出料口位于所述打螺丝机构1的行程范围内;通过螺丝供料部件将螺钉送入生产线,由X轴移料部件12与Z轴移料部件13的配合,使电批部件14移至分料盘的出料口,由电批部件14将螺钉吸取,再由X轴移料部件12与Z轴移料部件13将电批部件14移至工作位置,完成灯板与灯罩之间的螺钉固定工序。
所述X轴移料部件12包括X轴安装板121、X轴丝杆122及X轴电机123,所述X轴安装板121固定在所述打螺丝安装架11上,所述X轴安装板121的两端各设一丝杆轴承座,所述X轴丝杆122的两端分别穿设在两个丝杆轴承座内,所述X轴丝杆122的螺母座与所述Z轴移料部件13连接,所述X轴电机123固定在所述X轴安装板121的一端,并与X轴丝杆122联动,带动电批部件14左右移动。所述Z轴移料部件13包括Z轴固定板131、Z轴丝杆132及Z轴电机133,所述Z轴固定板131固定在X轴移料部件12上,所述Z轴丝杆132的两端分别穿设在所述Z轴固定板131两端设置的轴承座内,所述Z轴丝杆132的螺母座与电批部件14连接,所述Z轴电机133固定在所述Z轴固定板131的上端,并与Z轴丝杆132联动,带动电批部件14上下移动。优选的,所述X轴电机123和Z轴电机133均为减速机,型号为TCH(V)40-2200-70S。例如,所述打螺丝安装架11固定在所述工作台41的前端,所述X轴安装板121固定在所述打螺丝安装架11顶端的前侧,在X轴安装板121的左右两端各设一丝杆轴承座,X轴丝杆122的两端分别穿设在两个丝杆轴承座内,通过与X轴丝杆122相适配的螺母座和Z轴固定板131连接,X轴电机123固定在所述X轴安装板121的左端,并通过联轴器与X轴丝杆122联动,带动电批部件14沿着X轴丝杆122左右移动;Z轴固定板131固定在X轴丝杆122的螺母座上,在Z轴固定板131的上下两端各设一轴承座,Z轴丝杆132的两端分别穿设在两个轴承座内,通过与Z轴丝杆132相适配的螺母座和所述电批部件14连接,Z轴电机133固定在Z轴固定板131的上端,并通过联轴器与Z轴丝杆132联动,带动电批部件14沿着Z轴丝杆132上下移动,通过X轴移料部件12和Z轴移料部件13的配合,带动电批部件14左右上下移动,以实现电批部件14的取螺钉、移料及打螺钉工序,以完成灯板与灯罩之间的螺钉固定工序。
所述电批部件14包括电批固定座141、升降气缸142、电批组件143及CCD对位组件一144,所述电批固定座141固定在Z轴移料的部件的工作端,所述升降气缸142固定在所述电批固定座141的上部,所述升降气缸142的工作端通过电批固定座141上设置的滑轨与所述电批组件143滑动连接,所述CCD对位组件一144安装在所述电批固定座141的下端,并与所述电批组件143的电批头平行设置。优选的,所述电批组件143包括电批座、电批头、电批动力单元、动力调整单元和控制单元,所述电批动力单元通过批杆与电批头相连,用于向电批头输出螺钉安装扭力,所述动力调整单元与控制单元相连,用于产生动力调整信号并传送给所述控制单元,所述控制单元与电批动力单元相连,用于根据所述动力调整信号控制电批动力单元输出的所述螺钉安装扭力的等级。优选的,所述电批组件143为BSD-6600全自动电批。
优选的,所述CCD对位组件一144包括相机固定座和固定在相机固定座上的相机,所述相机固定座固定在所述电批固定座141的下端。优选的,升降气缸142为推杆气缸,可选用DNC-32-40-PPV-A;例如,电批固定座141固定在Z轴丝杆132的螺母座上,升降气缸142固定在所述电批固定座141上部的左侧,在电批固定座141的中部设置滑轨,电批组件143的电批座固定在滑轨的滑块上,并与升降气缸142的工作端连接,通过升降气缸142电批组件143沿着滑轨上下移动,电批动力单元安装在所述电批座的上侧,并通过批杆与电批座下侧的电批头相连;CCD对位组件一144的相机固定座固定在所述电批固定座141的下端,相机固定在相机固定座上。通过X轴移料部件12和Z轴移料部件13的配合,将电批部件14移至分料盘的出料口,由电批部件14将螺钉吸取,再由X轴移料部件12与Z轴移料部件13将电批部件14移至工作位置,以完成灯板与灯罩之间的螺钉固定,以实现电批部件14的取螺钉、移料及打螺钉工序。例如,在运行之初,设置各个部件的工作位置,标定CCD对位组件一144和电批头的相对位置;先将螺钉送入螺丝供料部件的振动盘,再通过分料盘将螺钉有序送出,由X轴移料部件12与Z轴移料部件13的配合,使电批部件14移至分料盘的出料口,由电批部件14将螺钉吸取,然后再由X轴移料部件12与Z轴移料部件13将电批部件14移至待加工的灯板与灯罩的上方,由CCD对位组件一144进行视觉编程,生成视觉路径和工作路径;然后由电批部件14根据工作路径执行打螺钉动作,完成灯板与灯罩之间的螺钉固定工序。
所述涂胶机构2包括涂胶安装架21、X轴移位部件22、Z轴移位部件23及涂胶部件24,所述涂胶安装架21固定在所述工作台41上,所述X轴移位部件22安装在所述涂胶安装架21上,所述Z轴移位部件23与所述X轴移位部件22的工作端连接,所述涂胶部件24安装在所述Z轴移位部件23的工作端,通过X轴移位部件22带动涂胶部件24左右移动,通过Z轴移位部件23带动涂胶部件24上下移动。优选的,所述X轴移位部件22与所述X轴移料部件12的结构相同,所述Z轴移位部件23与所述Z轴移料部件13的结构相同。例如,涂胶安装架21安装在所述打螺丝安装架11的后侧,X轴移位部件22安装在涂胶安装架21顶端的前侧,Z轴移位部件23安装在X轴移位部件22的螺母座上,涂胶部件24与Z轴移位部件23的螺母座连接,通过X轴移位部件22和Z轴移位部件23的配合带动涂胶部件24左右上下移动以实现对灯板与灯罩进行涂胶封装。由传料机构3将完成打螺丝工序的灯板与灯罩移至涂胶机构2的工作位置,由X轴移位部件22和Z轴移位部件23的配合带动涂胶部件24对灯板与灯罩进行涂胶封装,涂胶完成后,传料机构3再继续后移,将工件传入下一流水线。
所述涂胶部件24包括涂胶固定座241、CCD对位组件二242及点胶组件243,所述涂胶固定座241固定在Z轴移位部件23的工作端,所述CCD对位组件二242安装在所述涂胶固定座241的上部,所述点胶组件243安装在所述涂胶固定座241的下部。优选的,所述CCD对位组件二242包括CCD固定座、相机单元和照明单元,所述CCD固定座固定在所述涂胶固定座241上部的侧边,所述相机单元安装在所述CCD固定座上,所述照明单元设置在所述相机单元的前侧。优选的,所述点胶组件243包括供胶缸筒和活塞杆,所述活塞杆设置在所述供胶缸筒内,所述供胶缸筒内还设置有活塞,所述活塞与所述活塞杆的上部连接,所述活塞杆为中空结构,所述活塞杆的底端为出胶口。例如,在运行之初,设置各个部件的工作位置,标定CCD对位组件二242和出胶头的相对位置;先由传料机构3将完成打螺丝工序的灯板与灯罩移至涂胶机构2的工作位置,然后,再由X轴移位部件22和Z轴移位部件23将涂胶部件24移至待涂胶的灯板与灯罩的上方,由CCD对位组件二242进行视觉编程,生成视觉路径和点胶路径;然后由涂胶部件24根据点胶路径执行点胶动作,完成灯板与灯罩之间的涂胶封装工序。
所述传料机构3包括传料安装板31、传料电机34、传料丝杆32及承载座33,所述传料安装板31固定在所述工作台41上,所述传料安装板31的前后两端各设一丝杆轴承座,所述传料丝杆32的两端分别穿设在两个丝杆轴承座内,所述传料安装板31上沿自身长度方向设置导向组件,所述导向组件与所述传料丝杆32平行设置,所述承载座33的底部分别与传料丝杆32的螺母座和导向组件连接,所述传料电机34固定在所述传料安装板31的后端,并与传料丝杆32联动,带动承载座33沿着导向组件前后移动。优选的,传料电机34为伺服电机GYS101D5-RB2;所述承载座33的上表面设置放置位,所述放置位与待加工的灯板相适配,通过放置位将灯板卡紧,通过机械手将待加工灯板灯罩从供料台移入传料机构3的承载座33内,由传料机构3带动待加工工件从前向后传动,先移至打螺丝机构1的工作位置,完成打螺丝工序,再由传料机构3将工件移至涂胶机构2的工作位置,以完成涂胶工序,再继续后移,传入下一流水线。
本实施例中的LED灯具组装点胶设备,在设备运行之初,工作人员先根据待加工的灯板灯罩的尺寸,调整各部件的运动位置、光电开关的位置,保证该设备适应待工品,本设备由工控机控制各机构工作。先将螺钉送入螺丝供料部件的振动盘,再通过分料盘将螺钉有序送出,同时,通过机械手将待加工灯板灯罩从供料台移入传料机构的承载座内,由传料机构带动待加工工件向后传动,移至打螺丝机构的工作位置;然后,通过X轴移料部件和Z轴移料部件的配合,将电批部件移至分料盘的出料口,由电批部件将螺钉吸取,再由X轴移料部件与Z轴移料部件将电批部件移至工作位置,由CCD对位组件一进行视觉编程,生成视觉路径和工作路径;然后由电批部件根据工作路径执行打螺钉动作,完成灯板与灯罩之间的螺钉固定工序;然后由传料机构将完成打螺丝工序的灯板与灯罩移至涂胶机构的工作位置,然后,再由X轴移位部件和Z轴移位部件将涂胶部件移至待涂胶的灯板与灯罩的上方,由CCD对位组件二进行视觉编程,生成视觉路径和点胶路径;然后由涂胶部件根据点胶路径执行点胶动作,完成灯板与灯罩之间的涂胶封装工序;涂胶完成后,传料机构再继续后移,将工件传入下一流水线。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种LED灯具组装点胶设备
- 一种用于LED照明灯具生产的点胶设备