线轮流转系统、绕线系统及线轮流转方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及绕线设备领域,尤其是线轮流转系统、绕线系统及线轮流转方法。
背景技术
绕线机是将丝线缠绕至工字轮上的设备,绕线时,工字轮以平躺状态设置在绕线轴上。
一套绕线系统通常会设置一组绕线机,每个绕线机都需要持续的供应空线轮及将满线轮进行下料。空线轮的自动供应及满线轮的自动回收是企业所期望的,因此相应的设备被研发以实现上述目的。
如公开号为CN109368403A所揭示的结构,其通过在一AGV小车上设置承载盒、抓取组件、驱动组件,通过AGV小车移动至每个绕线机旁,然后通过抓取组件将承载盒中的空线轮放置到绕线机的容置板上,并将绕线机的容置板上的满线轮抓取到承载盒中。
这种结构由于承载盒的容量有限,当其中的空线轮使用完毕后就需要再进行取料作业,极大地影响了供料效率。
并且,这种结构中,抓取组件仅仅是把空线轮放置到容置板上,而不是安装在绕线机的绕线轴上,后续还需要人工进行安装;同样,抓取组件也无法直接将绕线机的绕线轴上的满线轮取下放置到承载盒中。
另外,堆叠在承载盒内的满线轮也不便于从AGV小车上移出。
发明内容
本发明的目的就是为了解决现有技术中存在的上述问题,提供一种线轮流转系统、绕线系统及线轮流转方法。
本发明的目的通过以下技术方案来实现:
线轮流转系统,包括
拆垛堆垛区,具有用于停放栈板的栈板停放位;
空轮输送线,其一端与所述拆垛堆垛区衔接,其由其与拆垛堆垛区衔接的一端向另一端输送;
满轮回流线,其与所述空轮输送线并行,其一端与所述拆垛堆垛区衔接且其输送方向与所述空轮输送线相反;
线轮上下料装置,包括6轴机器人,所述6轴机器人的前端设置有由其驱动移动的图像采集器及线轮抓取装置;
移动小车,驱动所述线轮上下料装置沿所述空轮输送线的延伸方向移动。
优选的实施方式中,所述空轮输送线及满轮输送线与所述拆垛堆垛区衔接的一端还分别设置有线轮翻转机;所述拆垛堆垛区处设置有桁架机器人,其包括桁架、用于抓取线轮的端板的机械手及所述桁架上设置的驱动所述机械手移动至各栈板停放位及线轮翻转机处抓取线轮的移动组件。
优选的实施方式中,所述桁架机械人还包括用于吸附隔板的吸附组件,所述吸附组件及机械手分别通过快换盘与所述移动组件可快拆地连接。
优选的实施方式中,所述空轮输送线和/或满轮输送线侧部设置有空轮缓存槽。
优选的实施方式中,所述线轮抓取装置包括载体及两个由载体上的开闭驱动机构驱动开闭的夹板,夹板上形成有开口朝外的U形缺口,两个所述夹板相对端面处设置有限位凸块,所述限位凸块至少位于每个夹板的两个末端顶角处。
优选的实施方式中,所述6轴机器人与所述线轮抓取装置通过快换盘连接。
优选的实施方式中,所述空轮输送线和/或满轮回流线为多段板链机依次衔接而成,每段板链机的输出端设置有阻挡器。
绕线系统,包括上述任一线轮流转系统。
线轮流转方法,包括如下步骤:
将装有空线轮的栈板停放至栈板停放位处,且在一个栈板停放位处放置一个空栈板以存放隔板;
移动组件与机械手连接并驱动机械手移动到载有空线轮的栈板处抓取其上堆叠的空线轮放置到空轮输送线端部的线轮翻转机上,空线轮由线轮翻转机翻转为平躺状态后随空轮输送线输送至各绕线机处;
移动小车依次移动至各绕线机处,通过线轮上下料装置从空轮输送线上取空线轮安装至各所述绕线机上进行绕线;
在一个绕线机上的空线轮绕满线且线头打结完成需要下料时,所述移动小车移动至对应的绕线机旁,所述线轮上下料装置将打结完成的满线轮从绕线机上取下放入满轮回流线回流到满轮回流线末端的线轮翻转机处,所述线轮翻转机将所述满线轮由平躺状态翻转为竖直状态;
所述移动组件驱动所述机械手移动至所述满轮回流线衔接的线轮翻转机处将满线轮夹取并移动到有堆放位置的栈板上进行码垛。
优选的,所述的线轮流转方法中,
当栈板上的一层空线轮被取完后,移动组件将机械手更换为吸附组件,然后将栈板上方的隔板吸附并移动至空栈板处;取走隔板后,所述移动组件将吸附组件更换为机械手,再次将一层空线轮放置到所述空轮输送线连接的线轮翻转机处进行空线轮供应;
当栈板上已经摆放一层满线轮后,所述移动组件将其连接的机械手更换为吸附装置,并从堆放有隔板的栈板处吸取一个隔板放置到一层满线轮上,然后再将吸附组件更换为机械手,继续进行堆叠。
本发明技术方案的优点主要体现在:
本方案通过设置空轮输送线和满轮回流线,可以持续地将空轮输送到每个绕线机处进行供料及将每个绕线机处的满线轮及时回流到拆垛堆垛区,实效性好,效率高,结合移动小车带动由6轴机器人驱动的线轮抓取组件移动,能够有效地将空线轮直接安装至各绕线机的绕线轴上以及直接从绕线轴上将满线轮取下放入到满轮回流线进行回流,无需人工干预,回流的满线轮可以在拆垛堆垛区的栈板上码垛,不存在从移动小车上移下的问题。
本方案进一步结合桁架机械人实现自动拆垛、堆垛,能够有效地实现空线轮的自动拆垛及满线轮的自动堆垛,同时采用快换盘连接机械手和吸附组件,可以自动分离和安装隔板,充分实现了全过程的自动化。
本方案通过设置主动轴和从动轴来固定满线轮,并与可绕从动轴公转的自动夹爪及线头抓紧器配合实现满线轮线头的打结作业,可以将满线轮从绕线机上取下进行离线打结,在打结的同时,可以在绕线机上重新放置空线轮进行绕线,有利于提高绕线机的利用率,改善加工效率。
本方案采用线轮上下料装置,可以将满线轮及线头直接从绕线机上移栽到打结装置处,从而有效地提高自动化程度,减少人工干预。
本方案进一步结合自动断线机构可以有效地实现断线、满轮上下料及打结的全过程自动化,整个下料过程无需人工干预,自动化程度更高。
在自动断线机构处设置有丝径测量仪,可以有效地识别出线轮所绕丝线类型,结合贴标操作,可以为后续线轮的分类存放提供数据基础,有利于对每个线轮进行溯源。
将打结结构、线轮上下料装置及自动断线机构集成于一辆移动小车上,可以通过一套设备为多个绕线机服务,有利于简化结构,提高设备利用率。
设置销孔定位机构能够有效地将线轮与绕线机进行定位,从而为自动化更换空线轮提供基础条件,进一步结合自动穿线机构,可以自动将线头穿入线轮的穿线孔中并使丝线缠绕至所述线轮上,无需人工干预,进一步实现了自动化安装空线轮及预缠绕丝线。
自动穿线机构分两步进行动作能够将丝线尽可能多的穿入到线孔中,结合压辊可以有效地保证预缠绕的可靠性,避免线头从线孔中拉出。
本方案的移动机构采用快换盘与线轮抓取装置及自动穿线机构进行连接,能够使得两套工具有效地共用一套移动结构,并且快速实现更换;极大地提高移动机构的利用率。
附图说明
图1是本发明的线头打结装置的立体图(线头抓紧器隐去了一个夹爪);
图2是本发明的线头打结装置的俯视图(图中主动轮与从动轮处于最大间隙位置,同时线头抓紧器隐去了一个夹爪)
图3是满线轮安装在所述线头打结装置上的状态图;
图4是本发明的线头打结装置的横剖视图;
图5是本发明的线头打结装置的侧视图;
图6是本发明自动夹爪的立体图;
图7是图2中A区域的放大图;
图8是本发明的线头打结装置的端视图;
图9是本发明的线头打结装置中,线头抓紧器处于第一位置的俯视图;
图10是本发明的线头打结装置中,线头抓紧器处于第二位置的俯视图;
图11是本发明的线头打结装置配置自动上下料机构的第一视角立体图;
图12是本发明的线头打结装置配置自动上下料机构的第二视角立体图;
图13是本发明的线轮抓取装置及线头夹爪的第一视角立体图;
图14是本发明的线轮抓取装置及线头夹爪的第二视角立体图;
图15是图12中B区域的放大图;
图16是本发明的自动断线机构的立体图;
图17是本发明的自动断线机构的安装架上的结构立体图;
图18是本发明的自动断线机构的俯视图;
图19是本发明的自动断线机构的主视图;
图20是本发明的自动贴标机构区域的局部立体图;
图21是本发明的工作台及其上结构的俯视图;
图22是本发明的工作台及其上结构的立体图;
图23是本发明的自动穿线机构的第一视角主视图;
图24是本发明的自动穿线机构的第二视角主视图;
图25是本发明的自动穿线机构的俯视图;
图26是本发明的自动穿线机构进行第一步穿线的状态示意图;
图27是本发明的自动穿线机构进行第二步穿线的状态示意图;
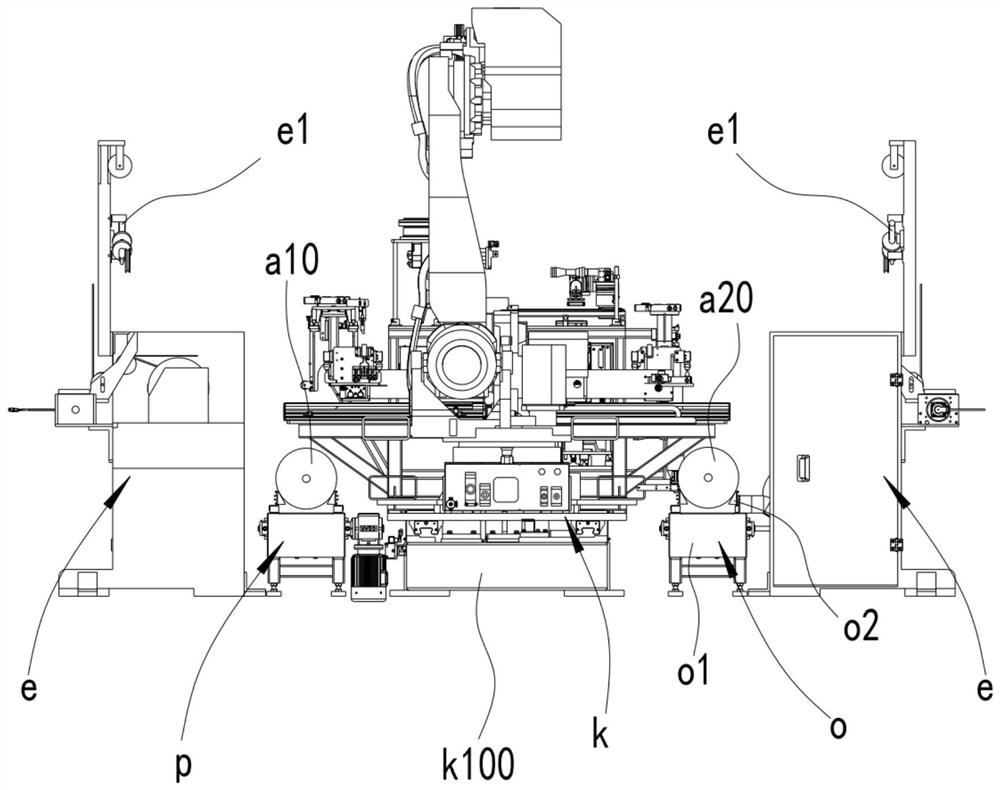
图28是本发明集成有移动小车、空轮输送线、满轮回流线的端视图(图中隐去了放线机);
图29是本发明的绕线系统的局部立体图;
图30是本发明空轮输送线的一段板链机的立体图;
图31是本发明中拆垛堆垛区及桁架机器人的立体图;
图32是本发明的线头抓紧器在第二位置夹持线头的俯视图;
图33是本发明的线头抓紧器将其夹持的线头移动至在第一位置的俯视图;
图34是本发明的自动夹爪转动的示意图(图中虚线箭头方向为其转动方向);
图35是本发明的自动夹爪与丝线接触后继续转动及满线轮同步转动示意图(图中虚线箭头方向为自动夹爪转动方向,实线箭头方向为满线轮转动方向);
图36是本发明的自动夹爪转动形成线环后停止状态示意图。
具体实施方式
本发明的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本发明技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本发明要求保护的范围之内。
在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
实施例1
下面结合附图对本发明揭示的线头打结装置进行阐述,如附图1所示,其包括共轴且间隙设置在放置台1000上的主动轴100及从动轴200,它们的轴线与放置台的台面板平行,且它们距离放置台1000的台面距离根据要处理的工字轮的尺寸进行设计,以满足工字轮能够悬空固定在它们之间。
如附图1所示,所述主动轴100和/或从动轴200由轴向驱动机构300驱动沿轴向移动,所述主动轴100连接驱动其自转的第一驱动机构400,所述从动轴200的外周设置一由第二驱动机构500驱动绕所述从动轴200公转的自动夹爪600,所述自动夹爪600的夹头610朝向所述主动轴100且延伸到所述从动轴200的前方一定距离,所述距离根据绕线机上满线轮最后一定圈数丝线的靠边位置来确定。
如附图1、附图2所示,所述主动轴100及从动轴200的间隙G1旁设置有线头抓紧机构700,所述线头抓紧机构700用于抓取满线轮上丝线的线头并与所述主动轴、从动轴及自动夹爪600配合实现线头打结。所述线头抓紧机构700包括线头抓紧器710,所述线头抓紧器710连接驱动其沿平行于所述主动轴100的轴线方向往复移动的平移驱动机构720。
具体来看,如附图3所示,所述主动轴100和从动轴200用于配合从满线轮a10的两端施加相向的压力将满线轮a10夹持固定并带动满线轮a10自转,它们的形状可以根据满线轮a10的形状进行适应性设计,本实施例中,所述满线轮a10为线轮轴具有中心孔的结构,所述主动轴100及从动轴200的相对的一端为锥头,从而它们可以插入到满线轮a10的中心孔a1中实现线轮的固定。
所述主动轴100和从动轴200是通过它们中的至少一个的轴向移动来实现线轮的固定,在一较优的方式中,如附图1所示,为了避免所述从动轴200所在侧的结构过于复杂,仅使所述主动轴100可沿其轴线移动,即使所述主动轴100连接轴向驱动机构300。
如附图1所示,所述轴向驱动机构300包括一能够产生直线移动的驱动源310,所述驱动源310可以是气缸或液压缸或电动直线移动装置,以气缸为例,其固定在所述放置台1000上,所述气缸的气缸轴连接一竖板320,所述主动轴100通过第一驱动机构400连接所述竖板320。所述气缸的气缸轴缩回时,所述主动轴100与所述从动轴200的间距最大,大于所述满线轮a10的宽度,此时,所述主动轴100为打开位置,可以将满线轮a10放置在它们之间。所述气缸的气缸轴伸出时,所述主动轴100与从动轴200之间的间距缩小至小于所述线轮的宽度,从而两者配合将位于它们间的满线轮a10夹持固定,此时所述主动轴100处于夹持位置。
如附图4所示,所述第一驱动机构400包括电机410,所述电机410连接减速机420,所述减速机420固定在所述竖板320的外侧且其转轴421穿过所述竖板320上的通孔321,所述通孔321内设置有轴承430,所述轴承430上共轴连接一位于所述竖板内侧的传动轴440,所述传动轴440与所述减速机420的转轴421共轴连接,所述传动轴的前端共轴设置所述主动轴100。
如附图4、附图5所示,所述自动夹爪600绕所述从动轴200的公转可以通过各种可行的结构来实现,本实施例中,所述第二驱动机构500包括一转动体510,所述转动体510优选为一转盘,当然也可以是柱体等,所述自动夹爪600偏心设置在所述转盘的内侧511。更具体的,所述自动夹爪600通过调节安装架520固定在所述转盘上且其位于所述转盘的外侧,所述调节安装架520包括呈L形的直杆521及T形安装件522,所述直杆521的一端固定在所述转盘的内侧,所述直杆521的另一端可相对直杆521转动地设置有一T形安装件522,所述T形安装件朝向所述主动轴100,所述自动夹爪600的气缸620固定在所述T形安装件522上,使所述T形安装件相对所述直杆521转动可以调节所述自动夹爪600的安装角度。
如附图4、附图5所示,所述转盘的内侧511还共轴设置有一支撑轴530,所述从动轴200通过套装在所述支撑轴530上的轴承540可自转地与所述支撑轴共轴连接。
如附图4、附图5所示,所述转盘的外侧(右侧)共轴连接一大齿轮550,所述大齿轮可自转地设置在齿轮箱560中,所述齿轮箱560固定在所述放置台1000上,所述齿轮箱560中还设置有与所述大齿轮550啮合的小齿轮(图中未示出),所述小齿轮位于所述大齿轮的下方,所述小齿轮共轴连接所述齿轮箱560外侧的电机570的电机轴。
所述自动夹爪600的两个夹头610除了要满足在转动过程中能够有效地避免其上缠绕的丝线不会脱落,同时还需要满足在后续打结时,方便从线环中退出,因此在一较优的实时例中,如附图6、附图7所示,所述夹头610包括夹持部611,所述夹持部611与阻挡部612呈钝角衔接,它们的外表面形成一V形的限位槽614,所述阻挡部612与安装部613呈钝角衔接,且所述安装部613的延伸方向所述夹持部611的延伸方向平行或接近平行。
如附图6、附图7所示,两个所述夹头610闭合时,它们的夹持部611组合成一外端小内端大的锥台,优选为圆锥台。两个所述夹头610在打开状态下,它们的夹持部611的夹持面615的前端间距L2大于后端间距L3,即它们的夹持面呈前端大,后端小的梯形,并且两个所述夹持部611相对的夹持面为具有凹凸结构的粗糙面从而保证夹持的稳定性。
如附图6所示,所述安装部613固定在一L形的转动块630的长杆631上,所述长杆631的内端枢轴连接在气缸620的气缸体621的前端,所述转动块630的短杆632的外端与所述气缸620的气缸轴622枢接,并且两个转动块630的短杆通过一根连接轴640枢接气缸轴622,当气缸轴622伸出时,两个所述转动块630各自绕其与气缸体的连接轴转动打开;当所述气缸轴622缩回时,两个所述转动块630闭合使两个夹头610闭合。
进一步,所述自动夹爪600位于所述从动轴200正下方位置时,其是倾斜的,即所述夹头610转动时所绕的轴的轴线与水平面不是垂直的,这样便于在后续绕制得到线环时,能够使线环尽量地扩张开以便于通过后续的阻挡销对线环进行阻挡,同时便于使两个夹头610之间的间距能够与线头抓紧器710抓住的丝线对应。
如附图1所示,所述线头抓紧器710用于将固定在所述主动轴100和从动轴200之间的满线轮a10上的线头固定以便于后续通过上述的自动夹爪600公转时绕制得到线环,并且通过所述线头抓紧器710的平移来避免对自动夹爪600公转运动产生干涉以及将拉直在其与所述线轮之间的一段丝线301移动到所述自动夹爪600的两个夹头610之间以便自动夹爪610抓取线头。
如附图8所示,所述线头抓紧器710的两个夹爪711由一个夹紧气缸712驱动开闭,所述夹爪711的形状可以根据它们的朝向来进行适应性设计,在一种实施例中,两个所述夹爪711的前端朝向所述主动轴与从动轴的间隙G1,此时,所述夹紧气缸712位于所述夹爪711的外侧,所述夹爪711近似为L形或其包括水平部7111及与水平部7111呈90°-145°夹角的夹持部7112,所述夹持部7112朝上且更靠近所述主动轴。
在另一中实施方式中,两个夹爪711的前端是朝上设置的,即所述夹紧气缸712位于夹爪711的下方,此时,两个所述夹爪711的形状可以是普通的夹头的形状,以能够稳定夹持住丝线为准。
如附图8所示,驱动所述线头抓紧器710往复移动的平移驱动机构720可以是已知的各种能够产生直线移动的装置,例如是气缸、液压缸等已知装置,所述平移驱动机构720以平移气缸为例,所述线头抓紧器710的夹紧气缸712固定在所述平移气缸的气缸轴前端设置的连接板上,且所述夹紧气缸712的位置高于所述平移气缸,所述平移气缸的位置固定。
为了更好地与所述自动夹爪600配合,所述平移驱动机构720驱动所述线头抓紧器710的移动位置需要进行一定的设计,在所述平移气缸的气缸轴缩回时,所述线头抓紧器710处于第一位置,所述平移气缸的气缸轴伸出时,所述线头抓紧器710处于第二位置;
如附图9所示,在第一位置处,闭合状态的夹爪711的夹持面7113临近所述主动轴100和从动轴之间的间隙G1的中点P,即:所述夹爪711夹持线头移动至第一位置处时,使所述线轮与夹爪711之间的丝线呈现为由线轮的边缘向线轮的中间位置倾斜的状态。
如附图10所示,在第二位置处,闭合状态的夹爪711的夹持面7113紧邻所述从动轴200的前端210(朝向主动轴的一端)。
如附图8所示,所述线头抓紧器710的安装高度可以根据需要来设计,例如,当采用人工上料时,所述线头抓紧器710可以在任意安装高度。当采用自动上料时,所述线头抓紧器710优选为略高于所述主动轴100和从动轴200,具体的,所述平移气缸固定在一安装板730上,所述安装板730通过两个锁紧块740高度可调地设置在两个导柱750上,所述导柱750通过座套760固定在放置台1000上。
如附图8所示,为了防止打结时,绕制得到的线环跟随自动夹爪移动影响打结,因此,在所述线头抓紧器710的下方水平设置阻挡机构900,所述阻挡机构跟随所述线头抓紧器710同步移动。所述阻挡机构900包括阻挡销910,所述阻挡销910水平设置(与放置台1000的台面板平行),其延伸方向与所述主动轴100的轴线垂直且其连接驱动其沿其轴向移动的阻挡驱动机构920,所述阻挡驱动机构920优选为气缸,且所述阻挡驱动机构920固定在所述安装板730上,当然所述阻挡机构900不是必须的,也可以省去。
在本实施例中,可以人工将绕线机上的满线轮移动至所述主动轴及从动轴之间固定并将线头放置在线头抓紧器的夹爪上进行固定。
实施例2
在上述实施例1中,是采用人工上下料的方式,但是满线的线轮的重量较大,人工上料并将线头固定在线头抓紧器上是低效且大劳动强度的方式,因此更优的方式是采用自动化设备进行上下料及将线头放置在线头抓紧器的两个夹爪间。
如附图11、附图12所示,本实施例中,是通过线轮上下料装置b来实现上述功能,所述线轮上下料装置b与所述放置台1000均设置于一基板c上,所述线轮上下料装置b包括用于抓取线轮的线轮抓取装置b1、用于驱动线轮抓取装置b1移动的移动机构b2及用于在线轮与绕线机e的放线架e1之间的丝线未断开前将它们之间的丝线夹持的线头夹爪b3。
具体来说,如附图13所示,所述线轮抓取装置b1包括载体b100,所述载体b100包括载板b110,所述载板b110的底部靠近边缘的位置通过垫块b120设置有两条平行的导轨b130,两条所述导轨b130上可滑动地设置有两个夹板b200,所述夹板b200上形有一U形缺口b210,所述U形缺口b210的开口朝外,在从所述绕线机的绕线轴上抓取线轮时,可以通过U形缺口b210避让绕线机的转轴,即可使绕线机的转轴进入到所述U形缺口b210中,从而由所述线轮的两端面将线轮抱持。
并且,如附图13所示,两个所述夹板b200相对的端面处分别设置有垫板b300及限位凸块b400,所述垫板b300的外轮廓近似为大半圆形且不突出到所述夹板b200的外部,所述垫板b300处形成有与所述U形缺口b210位置对应且形状、尺寸一致的缺口b310。所述限位凸块b400为四个圆柱且围设在所述垫板b300的外周,所述限位凸块b400的高度大于所述垫板b300的厚度,其中两个位于所述夹板b200的两个下顶角位置,另外两个与所述U形缺口的顶部高度相当,从而它们能够配合对满线轮a10的轮盘a2进行限制,避免线轮在重力作用下从夹板b200上脱落。当然,在其他实施例中,也可以仅设置下方的两个限位凸块。
如附图13所示,并且为了保证所述夹板b200的强度,在所述夹板的两侧分别形成有与其垂直的加强板b500,并且夹板b200及加强板b500均连接到它们顶部的平板b600,所述平板b600通过滑块滑动连接两条所述导轨b130。
如附图14所示,两个所述夹板b200通过开闭驱动机构b700驱动沿两条所述导轨移动开闭,所述开闭驱动机构b300可以是已知的各种结构,例如是一双头气缸,或由电机驱动的双滑块丝杆等已知装置,具体的,为了保证夹持时的稳定性,所述开闭驱动机构b700包括两个固定在所述载板b110底部的气缸b710,两个气缸b710的气缸轴相背设置,且分别通过一连接板b720连接一所述夹板b200。
如附图11、附图12所示,所述移动机构b2与所述线轮抓取装置b1连接并驱动其移动,其可以是已知的各种能够实现多轴移动和旋转的机构,优选为6轴机器人,并且所述6轴机器人至少可驱动所述线轮抓取装置b1至绕线机e处抓取线轮及可将从绕线机处抓取的线轮共轴放置到所述主动轴100和从动轴200之间。
如附图14、附图15所示,为了适应不同的操作需要,所述移动机构b2与所述线轮抓取装置b1可快拆地连接,优选,它们通过快换盘b201、b800连接,所述快换盘b201的具体结构为已知技术,此处不作赘述。
如附图15所示,为了精确地通过所述移动机构b2控制所述线轮抓取装置b1的移动位置,所述移动装置b2上还设置有位于所述快换盘b201侧部的图像采集器b202,所述图像采集器b202的轴线与所述快换盘b201的轴线平行且其镜头朝外,同时,所述图像采集器b202旁还设置有光源b203。
如附图13、附图14所示,为了能够有效地将满线轮上的线头放置到所述线头抓紧器710的两个夹爪711之间,在所述绕线机e处抓满线轮a10时,即需要通过线头夹爪b3将线头夹持并限定位置。所述线头夹爪b3设置在所述载板b110的侧部且位于两个所述夹板b200之间,当两个所述夹板b200闭合时,其中一所述夹板b200与所述线头夹爪b3紧邻。所述线头夹爪b3包括夹爪气缸b301及由其驱动开闭的两个夹块b302,两个夹块b302的前端的朝向与所述U形缺口的开口朝向一致,即朝下。
两个所述夹块b302的前端(下端)的高度根据所述线轮及U形缺口的高度以及绕线机上满线轮与放线架e1之间的丝线的高度进行适应性设计,在一实施例中,所述线头夹爪可以通过一支架b4固定在所述载板上,并且,两个所述夹块b302的前端与所述U形缺口的中间位置相当,从而当两个夹板b200将绕线机e上的满线轮a10抱持时,所述线头夹爪b3的两个夹块能够将满线轮a10及放线架e1之间的丝线进行夹持。
在另一中方式中,所述线头夹爪b3连接驱动连接其升降气缸(图中未示出),所述升降气缸固定在所述载板上,常态下,升降气缸的气缸轴保持缩回,所述线头夹爪b3的夹块的前端高度高于所述U形缺口,当所述夹板与绕线机上的线轮位置正对或将满线轮夹持时,所述升降气缸的气缸轴伸出,此时,所述夹块b302处于打开状态,从而两个夹块b302下移使线轮与放线架之间的丝线位于两个夹块b302的间隙处,随后两个夹块b302闭合将丝线夹持。
在所述线头夹爪b3夹持丝线后,将线头夹爪b3与放线架e1之间的丝线切断或熔断或割断,从而使得线轮上下料装置b能够将满线轮从而绕线机e上取下放置到所述主动轴和从动轴之间,断线操作可以由人工来实现,也可以通过绕线机处的自动化设备来实现。
实施例3
在上述实施例2中,是通过人工剪断满线轮与放线架e1之间的丝线,或是通过在绕线机或放线架处设置的夹爪及剪线机构来实现满线轮与放线架e1之间的丝线的剪断。
如附图11所示,本实施例中是通过设置自动断线机构d来实现丝线的熔断及放线架一侧的线头的夹持。具体的,所述自动断线机构d设置在所述基板c上且位于所述放置台1000及线轮上下料装置b之间,其与所述放置台1000紧邻。
如附图16所示,所述自动断线机构d包括安装架d100,所述安装架d100的竖板d110上设置有熔断器d200,所述熔断器d200是通过加热熔断头使熔断头产生高温将位于熔断头之间的丝线等熔化切断的装置,对熔断头进行加热的具体结构和原理为已知技术,此处不作赘述。
如附图17所示,所述熔断器d200的熔断头呈上下位置关系设置,并且下熔断头d210为两个紧邻安装在一垂直固定在所述竖板d110侧面的平板d130上,上熔断头d220通过连接件d240连接驱动其升降的升降气缸d230,所述升降气缸d230固定在所述竖板上。另外,所述上熔断头d220呈L形,所述下熔断头d210位于所述上熔断头d220的横部d221的下方,所述上熔断头d220的竖部d222位于所述下熔断头d210的内侧且与所述下熔断头的内侧壁贴合或保持微间隙,所述竖部d222与所述下熔断头贴合的区域的高度大于所述升降气缸d230的移动行程,从而能够有效地避免丝线移动到两个熔断头的间隙的外。
当然,除了采用熔断的方式,也可以采用剪切的方式实现丝线的断开,自动剪切的结构为已知技术,此处不作赘述。
并且,所述下熔断头d210的熔断面的高度与所述绕线机e上满线轮的丝线的顶部高度相当,从而便于通过熔断器d200的平移使丝线进入到上熔断头d220和下熔断头d210之间的间隙处。
如附图16、附图18所示,所述熔断器d200的水平移动是通过所述安装架d100的移动来实现,所述安装架d100的水平板d120设置在一滑台气缸d300的滑动部上,所述滑台气缸d300驱动所述熔断器d200沿垂直于所述主动轴100和从动轴200的轴线方向平移。所述滑台气缸d300通过转接架d400连接驱动其沿平行于所述主动轴100和从动轴200的延伸方向平移的直线模组d500,并且,所述滑台气缸d300位于所述直线模组d500的外侧,所述直线模组d500的结构为已知技术,此处不作赘述,当然,所述直线模组d500也可以采用其他能够产生直线移动的设备来替代,例如滑台气缸、无杆气缸等,所述直线模组d500可以使所述安装架d100平移到所述基板c外侧,其具体的移动行程根据不同的设备之间的间距进行适应性调整。所述直线模组d500设置在框架d600上,以使所述下熔断头d210满足上述高度要求。
常态下,所述熔断器d200的两个熔断头的熔断面保持间隙,所述滑台气缸d300的滑动部缩回,当需要断线时,所述直线模组d500驱动所述滑台气缸d300向所述基板c的外侧移动至所述熔断器d200的两个熔断头的间隙与所述满线轮a10及放线架e1之间的丝线正对,且位于该丝线的外侧。然后,所述滑台气缸d300的滑动部伸出,所述熔断器d200向所述丝线方向移动至丝线进入到所述上熔断头d220和下熔断头d210之间的间隙处,接着所述升降气缸d230驱动所述上熔断头下降将丝线夹持,上熔断头和/或下熔断头加热完成熔断。
进一步,在断线之前,需要先将熔断点与放线架e1之间的线头夹持,以使断线后,放线架e1一侧的线头能够被限定位置,从而便于后续将线头缠绕至空线轮上继续绕线。在常规实施例中,可以在所述绕线机或放线架处设置一气动夹爪,在所述熔断器d200熔断之前通过所述气动夹爪将靠近放线架e1的丝线夹持。
在另一实施例中,如附图17所示,还可以在安装架d100上设置位于所述熔断器d200外侧的气动夹爪d700,所述气动夹爪d700包括固定爪d710、活动爪d720及气缸d730,所述固定爪d710固定在所述安装架d100的水平板d120上且与所述熔断器d200的熔断头位置对应,所述固定爪d710的顶部形成有一V形卡槽d711,所述V形卡槽d711沿平行于所述直线模组d500产生的直线移动方向延伸,所述V形卡槽d711的槽底高度与所述下熔断块d210的熔断面d211的高度相当。
如附图17所示,所述活动爪d720连接所述气缸d730的气缸轴,所述气缸d730固定在所述安装架d100的竖板d110的侧部并驱动所述活动爪d720上下移动,所述活动爪d720的下端为与所述V形卡槽d711对应的V形锥部d721。在这种方式中,就可以省去在每个绕线机e或放线架e1处设置气动夹爪。所述气动夹爪d700为两个且分布在所述熔断器d200的两侧,从而可以保证熔断时,丝线位置的准确性。
如附图19所示,所述竖板d110上还设置有位于外侧的所述气动夹爪d700和熔断器d200之间的丝径测量仪d800,所述丝径测量仪d800可以是已知的各种丝径测量仪器,如光电丝径测量仪、激光丝径测量仪等,从而可以在线测量线轮所绕的丝线的型号,所测得数据传输给控制系统,以便于后续进行缠绕不同类型丝线的线轮的分类和码垛。
所述自动断线机构d的数量可以根据所要配套的绕线机的数量来进行设计,例如仅为一台或一排绕线机断线时,则仅需一个即可;如附图11所示,当为两排绕线机断线时,则所述自动断线机构d为两个,并且,它们的安装架d100移动到基板c相对的两侧外进行熔断作业。
实施例4
在完成打结后,需要在满线轮的端盘外端面的设定位置进行贴标操作,所贴标签可以是条码标签、二维码标签或射频标签等,识别所述标签可以获取该满线轮对应的各种信息,例如对应的绕线机、所绕丝线的类型等。
如附图8、附图20、附图21所示,具体的是通过标签生成装置g、贴标装置h和视觉定位装置i来进行自动贴标,具体的,所述标签生成装置g为已知的能够在线生成二维码或条码标签的设备,其位于所述放置台1000上且位于其台面板1100的下方,所述标签生成装置g生成的所述标签包括背胶标签层及覆盖所述背胶的离型层。
如附图20所示,所述标签落入到标签抬升装置j的吸附块j100上,所述吸附块j100的吸附面朝上,且标签位于所述吸附块j100上时,其离型层朝向所述吸附快j100。所述吸附块j100连接一气缸j200,所述气缸j200使所述吸附快j100由与所述标签生成装置g的出料口较远地位置移动至与所述出料口紧邻。
如附图20所示,所述气缸j200连接驱动其升降的顶升气缸j300,所述顶升气缸j300使所述吸附块j100由其顶面略低于所述标签生成装置g的出料口抬升至与所述贴标装置h的吸盘的下表面相近的高度,对应的,所述台面板1100上形成有供所述吸附块j100穿过的通孔1110。
如附图20所示,所述标签落入到标签转运装置j的吸附块j100上,所述吸附块j100的吸附面朝上,且标签位于所述吸附块j100上时,其离型层朝向所述吸附快j100。所述吸附块j100连接一气缸j200,所述气缸j200使所述吸附快j100由与所述标签生成装置g的出料口较远地位置移动至与所述出料口紧邻。
如附图20所示,所述气缸j200连接驱动其升降的顶升气缸j300,所述顶升气缸j300使所述吸附块j100由其顶面略低于所述标签生成装置g的出料口抬升至与所述贴标装置h的吸盘的下表面相近的高度,对应的,所述台面板1100上形成有供所述吸附块j100穿过的通孔1110。从而,在接料位置,所述气缸和顶升气缸使所述吸附块移动至所述标签生成装置的出料口处,可以承接从所述标签生成装置g出料口出料的标签;在供料位置,所述气缸和顶升气缸使所述吸附块移动至所述标签生成装置的上方。
如附图20、附图21所示,所述贴标装置h设置在所述台面板1100上方且位于所述从动轴200的外侧,其包括吸盘h100,所述吸盘h100的吸附面可转动朝下且为一弧形,从而能够与线轮的轮盘的形状匹配,所述吸盘h100通过一连接件h200连接一旋转气缸h300,所述旋转气缸h300的转轴与所述台面板1100平行且其轴线与所述主动轴100的轴线平行,所述旋转气缸h300固定在一升降滑台气缸h400上,所述升降滑台气缸h400设置与一平移滑台气缸h500上,所述平移滑台气缸h500驱动所述升降滑台气缸h400沿平行于所述主动轴的轴线方向平移,所述平移滑台气缸h500设置于第一直线模组h600上,所述第一直线模组h600驱动所述平移滑台气缸h500沿垂直于所述主动轴的轴线方向移动,所述第一直线模组h600可滑动地设置于一轨道h700上并连接驱动其沿所述轨道移动的第二直线模组h800,所述轨道h700沿平行于所述主动轴的轴线方向延伸。
如附图21所示,所述视觉定位装置i包括位于所述主动轴100或从动轴200的外端外侧的图像采集装置i100,所述图像采集装置i100可以是相机、CCD等,优选的,所述图像采集装置i100的镜头朝向所述从动轴的外端,且其位于所述齿轮箱560的侧面外侧,从而其可以采集到固定在所述主动轴和从动轴上的满线轮a10的轮盘的外缘区域的图像,通过所述图像采集装置获取的图像确定贴标位置,这是由于线轮的轮盘的外端面是多个凹槽的形态而非平面,因此在贴标位置与吸盘不对应时,可以通过使所述满线轮转动到预定角度进行贴标位置的调整。完成调整后,通过线轮上下料装置将找准贴标位置的线轮抓取移动至与所述贴标装置h的吸盘正对,吸盘移动将其吸附的标签贴附到所述线轮的贴标位置。
所述图像采集装置i100可以固定在所述齿轮箱560的外侧,也可以是可移动地,如附图21所示,所述图像采集装置i100连接驱动其沿所述垂直于所述主动轴的轴线方向水平移动的气缸i200上,所述气缸i200的气缸轴缩回时,所述图像采集装置与所述齿轮箱560对应,当所述气缸i200的气缸轴伸出时,所述图像采集装置i100的镜头移动到所述齿轮箱560的边缘外侧,从而可以采集到所述线轮的端面边缘区域图像。当然,在其他实施例中,所述图像采集装置i100也不是必须的,例如所述线轮的轮盘的外端面为平面时,此时可以将标签贴在端面的任何位置。
并且,贴标所需的结构并不是必须的,在其他实施例中可以省去。
实施例5
在上述各实施例中,当绕线机上的满线轮取下后,需要更换上空线轮再次进行绕线,可以通过人工搬运空线轮并使其与绕线机的绕线轴共轴。
更优的方式是通过自动化设备来实现,在将空线轮放置到所述绕线机的绕线轴上时,需要使空线轮的轮盘上的销孔a3与绕线机上的定位销进行对应,因此,无法直接通过上述的线轮上下料装置b进行自动安放线轮,于是需要在,安装之前先将空线轮定位。
如附图8、附图 21、附图22所示,在所述放置台1000上还设置有销孔定位机构m,所述销孔定位机构m包括固定在所述放置台1000上的支撑座m100,所述支撑座m100的顶板m110高于所述主动轴100,所述顶板m110上设置有伺服旋转台m200,所述伺服旋转台m200的具体结构为已知技术,此处不作赘述,其旋转轴的轴线与所述顶板m110垂直,所述顶板m110上还设置有位于所述伺服旋转台m200外侧的用于检测所述线轮的轮盘上的销孔a3的传感器m300。
工作时,线轮上下料装置b抓取一个空线轮b20并共轴放置在所述伺服旋转台m200上,所述伺服旋转台M200启动带动所述空线轮自转,当所述空线轮的轮盘上的销孔与所述传感器m300正对时,所述伺服旋转台停止转动实现销孔的定位,定位后,可以通过线轮上下料装置b将定位后的空线轮移动与所述绕线机e的绕线轴共轴并通过绕线轴将空线轮固定。
在将线轮上下料装置b抓取的空线轮共轴安装至所述绕线机e的绕线轴之前,可以通过所述线轮上下料装置上的图像采集器b220确定绕线轴处的定位销的位置,并通过绕线轴自转使所述定位销调整为与所述线轮上下料装置上的空线轮上的销孔对应的位置,此处具体的视觉定位及位置调整均为已知技术,此处不做赘述。
当然,所述销孔定位机构m不是必须的,如绕线机上不存在定位销时,则可以省去相应的定位步骤,例如绕线机采用气胀轴固定工字轮。
实施例6
在将空线轮装到所述绕线机上后,还需要将放线架一侧的线头缠绕到所述空线轮的线轮轴上以继续进行绕线,通常在线轮轴上会设置有穿线孔,需要通过人工将线头穿入所述穿线孔中,然后再启动绕线机和放线机进行缠绕。
更优的方式中,如附图22所示,是采用自动穿线机构n来实现将线头穿孔和预缠绕动作,如附图23、附图24所示,所述自动穿线机构包括一承载件n100,所述承载件n100是一具有足够厚度的板件或块体,所述承载件n100上设置有第一穿线夹爪n200及第二穿线夹爪n300。
如附图23所示,所述第一穿线夹爪n200包括第一气缸n210及由其驱动开闭的两个第一夹头n220,所述第一穿线夹爪n200位于所述承载件n100的外侧,所述第一气缸n210固定在一推送气缸n400的气缸轴前端,所述推送气缸n400的气缸体上的侧部通过一连接块连接两个与其侧面垂直的导向轴n500,所述导向轴n500的延伸方向与所述推送气缸n400的推送方向及第一气缸n210的开闭方向垂直,所述导向轴n500垂直穿过一移动板n600且可相对所述移动板n600上的轴套移动,两个导向轴n500的上端连接一位于所述移动板n600外侧的限位板n700。
如附图23、附图24所示,每个所述导向轴n500上套装有弹簧n800,所述弹簧n800的一端与所述推送气缸或连接块抵接,所述弹簧n800的另一端与所述移动板n600或轴套抵接。所述移动板n600连接一驱动其沿平行于所述导向轴n500的延伸方向移动的移位气缸n900,所述移位气缸n900固定在所述承载件n100的一侧,所述推送气缸n400位于所述承载件n100的另一侧。
如附图23所示,所述第二穿线夹爪n300包括固定在所述承载件n100侧部的第二气缸n310及由其驱动开闭的第二夹头n320,所述第二夹头n320开闭时的移动方向与所述第一夹头n320开闭时的移动方向平行,并且所述第二穿线夹爪n300的长度方向延伸线Ln3与所述第一穿线夹爪n200的长度方向延伸线Ln2呈锐角,优选在30°-60°之间。在所述推送气缸n400的气缸轴伸出且所述移位气缸n700的气缸轴收缩时,所述第一夹头n220和第二夹头n320的前端基本处于同一平面上,该平面与所述推送气缸n400的气缸轴垂直;并且,两个所述第一夹头n220打开时他们之间的间隙和两个第二夹头n230打开是它们之间的间隙正对。另外,所述第一夹头n220和第二夹头n320之间保持一定的间距,具体的间距长度根据需要进行设计,优选的,所述间距与所述第一穿线气缸的长度相当。从而第一夹头和第二夹头可以同时抓取同一根拉直丝线的不同位置。
所述承载件n100设置在一驱动其移动的装置上,在一实施例中,所述承载件n100可以通过一与其配套的专用6轴机器人来实现移动,且可以采用螺接等方式安装在所述6轴机器人的自由端。
在更优的实施例中,由于所述线轮上下料装置b中已有一个6轴机器人,因此,所述自动穿线机构n与所述线轮上下料装置b可以共用一个6轴机器人,此时,如附图23、附图25所示,所述承载件n100上设置有与6轴机器人上的快换盘配合的快换盘n110,所述快换盘n110的轴线是与所述推送气缸n400的气缸轴平行的,从而可以快速进行不同工装的快速更换,节约一套移动机构。此时,所述放置台1000的侧部还设置有用于放置所述线轮上下料装置b中的线轮抓取装置b2的框架1300。
如附图22、23、附图25所示,为了方便更换,所述承载件n100上的快换盘n110朝上设置在所述放置台1000侧部的框架1300上,所述框架1300包括两个平行的限位板1310及支撑器1320,每个所述限位板1310上形成有导引限位槽1311,所述导向槽1311包括楔形导引部及末端的大半圆限位部,两个所述限位板1310上的导引限位槽1311一个开口朝上,一个开口朝下,所述承载件n100上设置有嵌入到两个所述导引槽1311中插销n120,所述承载件限定在所述框架上时,所述插销120与所述台面板1100平行。所述支撑器1320包括一L形支撑件1321及一缓冲块1322,所述缓冲块1322的轴线与所述第二穿线夹爪n300的长度方向延伸线Ln3垂直或接近垂直。
如附图23所示,所述承载件n100限定在所述框架1300上时,所述推送气缸n400的气缸轴是竖直延伸的(与台面板垂直),所述第一穿线夹爪n200的长度方向延伸线Ln2也是竖直的,且其第一夹头n220的前端朝下设置。所述第二穿线夹爪n300整体是倾斜设置的,且位于所述第一穿线夹爪n200的左侧或右侧,所述第二夹头n320位于第二气缸n310的下方且靠近所述第一穿线夹爪n200。
穿线时,所述6轴机器人与所述承载件n100上的快换盘n110连接后,如附图23、附图24所示,先驱动所述第一穿线夹爪n200与第二穿线夹爪n300呈左右位置关系,从而它们可以同时将自动断线机构d上位于外侧的气动夹爪d700与放线架之间的水平或接近水平的丝线夹持。所述第一穿线夹爪n200及第二穿线夹爪n300抓线后,所述6轴机器人使所述第一穿线夹爪n200及第二穿线夹爪n300移动为上下位置关系,具体是,第一穿线夹爪n200在下,第二穿线夹爪n300在上且向右下倾斜的状态,如附图26所示。在找准线轮轴上的穿线孔后,所述6轴机器人驱动所述承载件n100下移从而使第一穿线夹爪n200前端的线头先插入到穿线孔中。然后,所述第一穿线夹爪n200打开,松开对线头的夹持,并且,推送气缸n400的气缸轴缩回,所述移位气缸n900的气缸轴伸出,接着,所述6轴机器人驱动所述承载件n100转动,使所述第二穿线夹爪n300由倾斜状态转动至竖直或接近竖直的状态,如附图27所示,从而第二穿线夹爪n300将其前端的一段丝线再次插入到所述穿线孔中完成穿线。
在穿线时,是通过所述6轴机器人上图像采集器b210来进行穿线孔和线头的定位。
完成穿线后,可以启动所述绕线机e进行绕线,但是由于线头在穿线孔中是没有固定的,绕线时,线的拉力可能使线头从穿线孔中掉出导致丝线无法缠绕至空线轮的线轮轴上。如附图24所示,因此所述自动穿线机构n还包括压辊n1及压紧气缸n2。所述压紧气缸n2位于所述第二穿线夹爪n300的外侧,且其气缸轴n21的延伸方向与所述第二穿线气缸n300的长度方向延伸线Ln3平行或近似平行,并且所述气缸轴n21的朝向与所第二夹头n320的朝向相同,所述气缸轴n21的前端设置有枢接块n3,所述枢接块n3上枢接一转动安装块n4,所述枢接块n3与所述转动安装块n4枢接的转轴n5与所述压紧气缸n2的气缸轴n21及气缸体的上、下表面n23、n24垂直,所述压辊n1可自转地设置在所述转动安装块n4。并且,所述转动安装块n4摆正状态时,所述压辊n1的轴线与两个所述第二夹头n320开闭时的移动方向平行,所述压紧气缸n2可驱动所述压辊n1移动至所述第二穿线夹爪n300的夹头的前方,从而在第二穿线夹爪n300完成穿线后,所述压紧气缸102的气缸轴伸出,使所述压辊n1将第二穿线夹爪n300及放线架之间的丝线压合在空线轮的线轮轴上,此时再启动所述绕线机进行绕线,压辊n1能够根据丝线自转,同时克服丝线的拉力,避免已穿入到穿线孔中的线头从穿线孔中拉出。
实施例7
在上述实施例1-6中,所述基板c的位置可以是固定的,从而其可以为设置在其周围的一个绕线机进行丝线熔断、满轮卸料、满线轮的线头打结、贴标签、上空轮、穿线等动作。因此更优的方式中是使所述线头打结装置、自动线轮上下料装置、自动断线机构及贴标机构能够与多个绕线机配合工作,即最好使它们可以沿一定的轨迹移动,即所述基板c需要可以沿预设的线路移动,从而为多个绕线机进行丝线熔断、满线轮下料、贴标和线头打结等操作。
如附图28、附图29所示,所述基板c是一移动小车k的用于承载其他部分的构件,所述移动小车g可沿预设轨迹移动,所述移动小车k可以是已知的各种自动移动的设备,例如其可以是磁导航或激光导航的AGV小车或是沿导轨移动的RGV小车或有轨电车等。优选的方式中,为了保证位置精度,所述移动小车k优选为可沿轨道移动的小车结构,其具体结构为已知技术,此处不作赘述。另外,所述移动小车k沿直线延伸的轨道k100移动,并且,所述轨道k100的延伸方向与所述直线模组d500产生的直线移动方向垂直,所述轨道k100的至少一侧设置有一排绕线机e及放线机f,从而移动小车k上的结构可以为多台绕线机上完成绕线的熔断丝线、满线轮下料、满线轮线头打结贴标等操作。
实施例8
在上述的各实施例中,所述空线轮a20可以通过人工供料的方式搬运至每个所述绕线机e附近进行供料,也可以在所述基板c上预存一定数量的空线轮a20以便于供应。
如附图28、附图29所示,在本实施例中,是通过空轮输送线o进行空线轮a20的供应,所述空轮输送线o优选为板链机o1或皮带机且直线延伸,其延伸方向与所述移动小车k的移动方向平行,板链机或皮带机的具体结构为已知技术,此处不作赘述。绕线机设置在所述空轮输送线o的侧部。
输送时所述空线轮a20的轴线是水平的(即空线轮是平躺设置在空轮输送线上),其在输送时存在滚动的风险。因此,在所述空轮输送线o还包括两根并行的限位杆o2,两根所述限位杆o2形成上端开口大、下端小的等腰梯形槽,从而可以有效地防止空线轮a20输送时滚动,具体限位结构为已知技术,此处不作赘述。
如附图29、附图30所示,更优的实施方式中,所述空轮输送线o由多段板链机o10依次衔接而成,每个板链机o10上设置所述限位杆o2,并且在每个所述板链机o10的输出端还设置有阻挡器o20,所述阻挡器包括阻挡板021及驱动所述阻挡板021升降的阻挡气缸o22,所述阻挡板021在高位时,伸出到所述链板机o1的输送面的上方,从而阻挡空线轮的移动;所述阻挡板在低位时,其顶部位于所述输送面的下方,不对空线轮的移动产生阻挡。
如附图29所示,在所述空轮输送线o的侧部还设置有与每个所述绕线机位置匹配的空轮缓存槽o3,用于存放至少一个空线轮a20。
在向所述空轮输送线上放置空线轮时,可以通过人工操作来实现,也可以通过机械人来实现。
实施例9
在将满线轮的线头打结及贴标后,线轮上下料装置可以将处理完的线轮移动到放置台外的区域,由人工或自动化设备进行下料。更优的,如附图28、附图29所示,当绕线机e为多排时,可以通过满轮回流线p来将完成线头打结及贴标的满轮输a10送到拆垛堆垛区q进行码垛。
如附图28、附图29所示,所述满轮回流线p的具体结构可以和上述实施例的空轮输送线o相同,它们并行设置在所述轨道k100的两侧,并且满轮回流线p位于轨道k100与一排绕线机e之间,空轮输送线o位于轨道与另一排绕线机之间,从而可以通过一个移动小车k上的结构来实现两排绕线机的满轮打结、熔断、贴标、空轮安装及满轮移动到满轮回流线p进行回流。
实施例10
在拆垛堆垛区供应的空线轮及堆垛的满线轮,线轮是纵向放置的,即其轴线是与水平面垂直的,但是在满轮回流线p及空轮输送线o上输送时,线轮需要平躺设置,即线轮的轴线是与水平面平行的,在一些方式中可以通过人工将拆垛堆垛区的竖直的空线轮翻转后放置到空轮输送线以及人工将满轮回流线p输送到拆垛堆垛区q的满线轮翻转为竖直状态以便进行堆垛。
在更优的方式中是通过自动化设备来实现线轮在平躺状态和竖直状态的切换,对应的,在所述满轮回流线p及空轮输送线o与拆垛堆垛区q衔接的一端设置有线轮翻转机(图中未示出)。所述线轮翻转机可以包括一用于限位线轮的限位盒及驱动所述线轮限位盒转动90°的旋转驱动机构,在第一状态下,所述限位盒的开口朝上,在另一状态下,所述限位盒的开口朝向侧边,即开口朝向与其衔接的所述空轮输送线或满轮回流线,并且所述限位盒的深度小于所述线轮的宽度(两端之前的间距),从而机械手可以有效地抓取线轮的端盘及平躺的线轮能够有效地通过空轮输送线进行输送。当然,所述线轮翻转机的也可以是已知的其他结构,此处不作赘述。并且其也可以采用6轴机器人等来实现线轮状态的切换。
而在拆垛堆垛区q,则通过自动化设备来将叠放的空线轮a20放置到所述空轮输送线o端部的线轮翻转机上以及将满轮回流线p线轮翻转机上的满线轮移动到拆垛堆垛区进行堆垛。
具体的,如附图31所示,所述拆垛堆垛区q包括多个用于放置栈板s的栈板停放位q1,所述栈板停放位q1之间通过分隔器q2隔开,以便于界定每个栈板停放位q1的位置及空间大小,使用时,人工或通过自动化设备将堆放有空线轮的栈板移动到每个栈板停放位q1处停放以便进行后续地空线轮供应及满线轮堆叠。
如附图31所示,在所述拆垛堆垛区q处设置有桁架机械人r,所述桁架机器人r包括桁架r1,所述桁架r1上可移动地设置有机械手r2,所述机械手r2通过移动组件r3驱动相对所述桁架r1平移及升降。
其中,所述桁架r1包括立柱r110、连接立柱r110的横梁r120及间隙设置在立柱的主轨道r130,所述主轨道r130延伸方向与所述移动小车k的移动方向垂直,并且其覆盖全部所述栈板停放位。并且,所述满轮回流线及空轮输送线端部的线轮翻转机位于两个所述主轨道r130之间。
所述机械手r2的具体结构可以采用如申请号为201811256855.5、201910850997.2所揭示的结构,当然,也可以采用其他可行的结构。
所述移动组件r3包括驱动所述机械手r2进行X、Y、Z三轴移动的结构,其同样可以采用如申请号为201811256855.5所揭示的移动机构。当然也可以是其他能够实现上述三轴移动的结构,例如多个直线模组构成的三轴移动机构。所述移动机构可驱动所述机械手r2移动至两个线轮翻转机处进行线轮抓取。所述移动组件r3通过视觉定位来控制所述机械手r2的移动位置,并且优选视觉定位所用的图像采集装置(图中未示)可以设置在所述移动组件r3,当然也可以设置在机械手r2且其镜头朝向。
如附图31所示,在供应空线轮及满线轮堆叠时,栈板s上不同层的线轮需要通过隔板t隔开,因此,在拆剁及堆垛时还需要进行隔板t的操作。具体的,在所述栈板停放位q1中,预留一个栈板停放位放置用来放置空栈板,所述空栈板用于叠放从其他栈板上拆垛时取下的隔板,并且通过自动化吸附装置r4来实现隔板的移动。
如附图31所示,所述吸附组件r4包括一组吸附头r410,所述吸附头r410为真空吸附头且呈矩阵分布在一框架r420上,所述框架r420的顶部中间位置连接有驱动其移动的机构,所述框架r420可以具有一套独立的移动机构,更优的方式中,所述框架r420与所述机械手r2共用移动组件r3,因此,所述移动组件r3同样通过快换盘r430与框架r420快拆连接以及通过快换盘与所述机械手r2快拆连接。同时,在所述桁架r1的下方还设置有用于放置所述机械手r2和吸附组件r4的机械手放置台r5、吸附组件放置台r6。
实施例11
本实施例揭示了一种自动绕线系统,如附图29所示,包括绕线机e/放线机f等常规绕线系统所具备的结构,其还包括上述各实施例中的至少一种结构,例如,当所述放线机、绕线机仅为一套时,则可以仅需要线头打结装置的部分结构,或者需要配置线头打结装置、线轮上下料装置、自动断线机构等结构。如所述放线机及绕线机为多套时,则除了需要所述线头打结装置、线轮上下料装置、自动断线机构外,还需要所述轨道及移动小车。当然,也可以仅有满轮回流线、空轮输送线、线轮上下料装置、移动小车、桁架机器人等构成的线轮流转系统来实现自动供应空线轮和满线轮回流集中堆垛;还可以仅设置自动断线机构及移动小车等结构来实现自动上下料。优选的实施例中是具有上述全部结构,从而可以实现堆垛、自动上下料、打结、贴标等全过程的自动化。
整个系统工作时,通过控制系统件自动化控制,相应的控制技术为现有技术,此处不作限定。
实施例12
整个绕线系统工作时,其过程如下:
S01,人工或通过自动化设备将多个装有空线轮a20的栈板停放至所述栈板停放位处,同时在最外侧或内侧的一个栈板停放位q1处放置一个空栈板以存放隔板。
S02,移动组件r3首先与机械手r2连接并驱动机械手r2移动到一个栈板处抓取其上堆叠的空线轮a20并放置到所述空轮输送线o端部的线轮翻转机上翻转90°后由空轮输送线o输送至各绕线机e处,当栈板上的一层空线轮a20被取完后,移动组件r3将机械手r2移动至机械手放置台r5处并与机械手脱离,然后与吸附组件r4连接,再移动至栈板处将其上方的隔板t吸附并移动至空栈板处放置。取走隔板后,所述移动组件r3将吸附组件r4更换为机械手r3,再次将一层空线轮a20放置到所述空轮输送线o连接的线轮翻转机处进行空线轮供应。
S03,初始状态下,可以由人工为每个绕线机上安装一空线轮并将放线架一侧的丝线的线头缠绕至空线轮上进行绕线。当然也可以由上述的移动小车k上的结构来将空线轮安装至每个所述绕线机上并将线头穿入到空线轮的穿线孔中。
当一个绕线机上的空线轮绕满线,需要将满线轮a10下料更换空线轮a20时,按照如下过程动作:
S10,所述移动小车k移动至对应的绕线机旁。
S20,所述移动机构b2与所述线轮抓取装置b1连接并驱动其将绕线机上的满线轮a10抱持,同时,所述线头夹爪b3将满线轮a10与放线架e1之间的丝线夹持,所述移动机构b2驱动所述线轮抓取装置及线头夹爪将所抱持的满线轮及夹持的丝线向绕线机e的外侧平移一定距离。当然如果所述满线轮与放线架之间具有足够的距离时,所述线轮抓取装置b1抓取满线轮后也可以不进行线轮的移动,而是直接按照下述的步骤使熔断器及气动夹爪伸出进行断线作业。
S30,所述自动断线机构d的直线模组d500驱动所述安装架d100伸出到所述移动小车k的外侧至其上的熔断器d200的上、下熔断头的间隙与所述线头夹爪b3及放线架e1之间的丝线位置对应且位于该段丝线的外侧。接着所述滑台气缸d300驱动所述安装架d100向所述丝线方向移动至所述线头夹爪b3及放线架e1之间的丝线位于所述上、下熔断头的间隙处,然后上、下熔断头闭合完成熔断,熔断之前,至少通过外侧的气动夹爪d700将熔断点与放线架支架的丝线夹持,同时通过丝径检测仪测量所绕丝线的直径,并传输给控制系统。
S40,完成线头熔断后,线轮上下料装置可将满线轮移动至打结位置进行线头打结,线头打结过程如下:
S1,初始状态,所述轴向驱动机构的动力源的气缸轴缩回,所述平移气缸的气缸轴缩回,所述线头抓紧器710位于第二位置,所述主动轴100与从动轴200保持最大间距。
S2,所述移动机构b2驱动所述线轮抓取装置b1将其抓取的满线轮共轴放置在所述主动轴100和从动轴200之间且同时,线头夹爪b3将满线轮上丝线a11的线头a12(满线轮与线头夹爪之间的丝线)置于线头抓紧器710的两个夹爪711间,如附图32所示。
S3,所述轴向驱动结构300驱动所述主动轴100向所述从动轴200方向移动,两者配合将满线轮固定,所述线头抓紧器700的夹爪闭合将位于其两个夹爪之间的线头夹持。随后,所述线轮抓取装置b1松开满线轮及线头夹爪b3松开线头,接着,所述线轮抓取装置b1可以抓取空线轮进行销孔的定位。
S4,如附图33所示,所述平移驱动机构720驱动所述线头抓紧器710向主动轴100方向移动复位(第一位置),并使位于其与线轮之间的丝线a13由边缘向中间倾斜,此时线头抓紧器710不会对所述自动夹爪的公转运动产生干涉。
S5,如附图34、附图35所示,所述电机410驱动夹头保持打开的自动夹爪600绕所述从动轴200公转并从上方与线轮及线头夹紧器之间的丝线接触后,继续转动至所述自动夹爪的两个夹头610间的间隙与所述线轮上的丝线a11和线头抓紧器710之间的丝线a13与位置对应,此时,两个夹头610上缠绕的丝线形成以线环a14,如附图36所示。如附图35所示,自所述自动夹爪转动与丝线接触至其转动停止期间,主动轴及从动轴驱动所述满线轮同步自转且满线轮的自转方向与所述自动夹爪的公转方向相同。
S6,然后,所述平移驱动机构720驱动所述线头抓紧器710向所述从动轴200方向移动使其与线轮之间的丝线移动至所述自动夹爪600的两个夹头610之间。
S7,两个所述夹头610闭合将位于它们之间的丝线a13夹持,随后,所述线头抓紧器710的两个夹爪打开,松开其夹持的线头。
S8,所述满线轮a10反向转动和/或所述自动夹爪600继续向下公转,使自动夹爪600的夹头从线环a14中移出完成打结。
S9,所述自动夹爪600的夹头松开,所述移动机构b2驱动所述线轮抓取装置b1将线轮放置到满轮回流线p处。
当然,更优的实施例中,在所述S6之后,S8步骤之前,所述阻挡销伸出,从而通过阻挡销可以阻止线环跟随自动夹爪600动作,保证打结的可靠性,当然此过程不是必须的,可以省去。
并且,在将打结后的满线轮放置到所述满轮回流线p之前,还需要通过贴标装置h对其进行贴标,在完成线头打结之后,通过所述图像采集装置i100采集的图像确定线轮端面的槽的位置,当该位置不适合贴标签时,所述主动轮100转动带动所述满线轮a10转动至合适的贴标位置后停止。接着,所述移动机构b2驱动所述线轮抓取装置b1将调整到位的线轮抓取并移动至贴标位置。所述标签生成装置g在线生成该满线轮对应的标签并输出到所述吸附块j100,所述吸附块j100将所述标签吸附,所述顶升气缸j300驱动所述吸附块j100抬升至所述台面板1100上方,所述贴标装置h的升降滑台气缸h400、平移滑台气缸h500及第一直线模组h600、第二直线模组h800配合驱动所述吸盘h100移动至与所述吸附块j100上的标签正对并从标签的顶部进行吸附,从而标签在上下吸附力的作用下实现胶层与离型层的分离,带背胶的标签被吸附到所述吸盘h100上,所述旋转气缸h300驱动所述吸盘旋转90°,使其上吸附的标签朝向所述满线轮的端面,然后所述升降滑台气缸h400、平移滑台气缸h500及第一直线模组h600、第二直线模组h800配合将标签贴附到满线轮的端面处,完成贴标签后,再将满线轮放置到所述满轮回流线p上回流输送。
当然,线头打结也可以由人工进行,或者也可以采用人工贴胶带的方式进行线头固定。
S50,完成满线轮从绕线机上下料后,需要将另一个空线轮安装至绕线机上,即所述移动机构b2驱动所述线轮抓取装置b1至该绕线机对应的所述空轮缓存槽o3或空轮输送线o处抓取一个空线轮,并将所述空线轮共轴放置在所述伺服旋转台m200上,所述伺服旋转台m200带动所述空线轮自转,并通过所述传感器m300确定所述线轮的轮盘上的销孔,当销孔与传感器正对后,所述伺服旋转台m200停止转动。找销孔动作期间,所述线轮抓取装置b1可以将完成打结的满线轮移动至贴标位置进行贴标及下料,完成下料后,所述移动机构b2驱动所述线轮抓取装置b1将伺服旋转台m200上已找准销孔的空线轮抓取,并移动到绕线机处,通过移动机构b2上的图像采集器b202确定绕线机上的定位销的位置,然后移动机构b2驱动所述线轮抓取装置b1将其抓取的空线轮移动至与所述绕线机的绕线轴共轴以及轮盘上的销孔与绕线及上的定位销共轴的状态,随后绕线机上的绕线轴将线轮固定。
S60,完成空线轮的安装后,需要将线头穿入到所述空线轮的线轮轴上的穿线孔中,当没有自动穿线机构时,可以人工穿线并预缠绕数圈后再绕线,此处是通过自动穿线机构进行穿线,具体如下:
S601,所述移动机构b2驱动所述线轮抓取装置b1移动到所述放置台侧部的放置架1200上,然后所述移动机构b2与所述线轮抓取装置b1分离,并移动至所述自动穿线机构n处与自动穿线机构n的快换盘n110连接。
S602,绕线机带动其上的所述空线轮自转,通过所述移动机构b2上的图像采集器b202寻找所述空线轮上的穿线孔,当确定所述穿线孔朝上时,所述绕线机停止。
S603,所述移动机构b2驱动所述自动穿线机构n移动并至所述自动断线机构d处抓取外侧的气动夹爪d700及放线架e1之间的丝线,抓线时,所述推送气缸 n400 的气缸轴伸出,所述移位气缸 n900 的气缸轴缩回,线头被抓取后,所述自动断线机构d复位,等待下次熔断丝线。
S604,如附图26所示,所述移动机构b2驱动所述自动穿线机构n移动至第一穿线夹爪n200在下,第二穿线夹爪n300在上的状态,然后根据视觉定位确定的线头与穿线孔的位置关系后,向下移动承载件n100使第一穿线夹爪n200下方的一段线头插入到所述空线轮的穿线孔中。
S605,当所述第一穿线夹爪n200与所述空线轮a20的线轮轴接近时停止下移,然后,所述第一穿线夹爪n200打开,接着向左上方移动避让(即所述推送气缸 n400 的气缸轴缩回,所述移位气缸 n900 的气缸轴伸出);
S606,所述移动机构b2驱动所述承载件 n100 转动(顺时针),使所述第二穿线夹爪 n300 由倾斜状态转动至竖直或接近竖直的状态,如附图27所示,从而第二穿线夹爪n300 将其前端的一段丝线再次插入到所述穿线孔中完成穿线。
S607,所述压紧气缸n2的气缸轴伸出,使所述压辊n1将第二穿线夹爪n300及放线架之间的丝线压贴在所述空线轮的线轮轴上。
S608,所述第二穿线夹爪松开其抓取的丝线,所述绕线机e的绕线轴驱动所述空线轮自转进行绕线,预缠绕几圈后,所述压紧气缸n2缩回,所述绕线机继续绕线。
S609,完成穿线后,所述移动机构b2驱动所述自动穿线机构n移动至所述放置台1000侧部的框架1300处,然后与所述自动穿线机构n分离。
S70,打结的满线轮a10随满轮回流线p回流到其末端的线轮翻转机处,所述线轮翻转机将所述满线轮由平躺状态翻转为竖直状态。
S80,所述移动组件r3驱动所述机械手r2移动至所述线轮翻转机处将满线轮夹取并移动到一栈板上的堆叠位置,进行码垛。
S90,当栈板上已经摆放一层满线轮后,所述移动组件r3将其连接的机械手r2更换为吸附装置r4,并通过吸附装置r4从堆放有隔板的栈板处吸取一个隔板放置到一层满线轮上。
如此往复至一个栈板上的满线轮层数达到要求后,系统自动发出栈板移出指令,提醒工作人员用叉车进行栈板输出或安排自动化设备将满栈板输出到拆垛堆垛区外。
进一步,在一个满线轮回流到所述拆垛堆垛区时,通过所述机械手r2或移动组件r3上的图像采集装置读取该满线轮上的标签信息,从而确定该线轮的摆放位置,以实现缠绕不同类似丝线的线轮分类。
当然,上述的工作过程的顺序并不是唯一的,或者部分作业步骤也不是必须的,可以省去。
本发明尚有多种实施方式,可将上述实施例的结构进行多种不同组合应用,例如将满轮回流线、空轮输送线、移动小车、线轮上下料装置构成一套结构来实现便捷的上下料。或者将自动穿线机构、带图像采集器的六轴机器人构成一套结构来实现自动穿线;又或者,将丝径检测仪、自动贴标机构、桁架机器人及满轮回流线构成一套结构实现自动下料分类堆垛,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本发明的保护范围之内。
- 线轮流转系统、绕线系统及线轮流转方法
- 一种起尾线扭线绕线系统及其绕线方法