一种汽车同步器齿毂生产线的MES系统管控方法及系统
文献发布时间:2023-06-19 11:39:06
技术领域
本发明属于汽车同步器齿毂生产管理技术领域,具体涉及一种汽车同步器齿毂生产线的MES系统管控方法及系统。
背景技术
智能制造强调的是如何在节省人力资源的情况下,更高效的实现高质量产品的制造活动。统计表明,产品制造过程,95%的时间消耗在非加工过程。企业资源计划系统(ERP)以及制造执行系统(MES)是智能制造具体实施的重要途径,可以有效的改善非加工时间的消耗。而合理的生产计划和调度安排可有有效的优化ERP和MES,节约生产资源以及时间成本。
以国家智能制造规划为契机,各类制造企业均在有条不紊的进行第四次工业改造,其中汽车类产业竞争激烈,对智能制造的革新需求尤为强烈。汽车同步器是汽车变速箱的重要零部件,现有汽车同步器齿毂生产过程中存在如下问题:在制品的库存存在堆积现象,设备的利用率不高,产能未得到优化,生产时间不均衡,生产效率低。导致这些现象的主要原因是企业在生产汽车同步器时,针对ERP导出的主生产计划后,过分依赖人工,车间调度及生产人员安排、物料审核以及设备故障分析均依赖工人经验,采用人工的方式。
发明内容
针对现有技术中存在的技术问题,本发明提供了一种汽车同步器齿毂生产线的MES系统管控方法及系统,可自动完成制造过程中调度安排、故障预测、数据采集以及物料审核,从而加强汽车同步器齿毂生产的精益管理,降低生产成本,提高生产效率。
为了解决上述技术问题,本发明通过以下技术方案予以实现:
一种汽车同步器齿毂生产线的MES系统管控方法,包括:
接收汽车同步器齿毂的加工订单信息,将所述加工订单信息按照紧急程度进行排序,生成工单信息;
根据所述工单信息以及物联系统采集的生产人员信息,生成生产班次信息;
根据所述工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,若满足,则生成物料出库信息,若不满足,则生成物料补充信息;
根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,所述成工艺路线信息包括生产工序信息;
根据所述生产班次信息、所述生成物料出库信息和所述工艺路线信息生成生产加工信息,根据所述生产加工信息控制生产设备开始生产加工;
当所述成工艺路线信息中的生产工序完成后,生成并提交当前工单已完成信息。
进一步地,所述生产设备在生产加工过程中,根据物联系统采集的设备运行数据判断所述生产设备是否有故障,若有故障,则生成故障处理信息。
进一步地,所述故障处理信息包括:将故障设备上正在生产加工的产品转移至正常设备并按照所述生产加工信息继续生产加工的信息和对故障设备进行维修的信息。
进一步地,所述故障处理信息还包括:对生产设备发生故障时正在生产加工的产品进行是否合格的检验信息,若不合格,则生成不合格产品报废信息或不合格产品修复信息。
进一步地,所述将所述加工订单信息按照紧急程度进行排序,具体为:按照紧急程度从急至缓,依次为中途插入的订单以及交货期从短到长的订单。
进一步地,所述根据所述工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,具体为:所述工单信息包括实际生产需求物料数量,所述物联系统采集的物料信息包括物料库存安全数量;若所述实际生产需求物料数量小于所述物料库存安全数量,则满足生产需求,否则,不满足。
进一步地,所述生成物料补充信息,具体为:根据所述实际生产需求物料数量与所述物料库存安全数量的差值,生成物料采购数量信息。
进一步地,所述物联系统采集的工艺信息包括:当前生产人员信息、当前生产设备工作状态信息、当前订单中的零件生产工艺信息和当前产能限制信息。
一种汽车同步器齿毂生产线的MES系统管控系统,用于实现所述的管控方法,包括:
工单模块,用于接收汽车同步器齿毂的加工订单信息,将所述加工订单信息按照紧急程度进行排序,生成工单信息;
生产班次模块,用于根据所述工单信息以及物联系统采集的生产人员信息,生成生产班次信息;
物料审核模块,用于根据所述工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,若满足,则生成物料出库信息,若不满足,则生成物料补充信息;
工艺路线模块,用于根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,所述成工艺路线信息包括生产工序信息;
生产调度模块,用于根据所述生产班次信息、所述生成物料出库信息和所述工艺路线信息生成生产加工信息,根据所述生产加工信息控制生产设备开始生产加工;
工单提交模块,用于当所述成工艺路线信息中的生产工序完成后,生成并提交当前工单已完成信息;
工业物联网模块,用于物联系统以及所有模块的信息交互。
进一步地,还包括:
生产设备检测模块,用于所述生产设备在生产加工过程中,根据物联系统采集的设备运行数据判断所述生产设备是否有故障,若有故障,则生成故障处理信息;
报警模块,用于当生产设备故障和生产设备发生故障时正在生产加工的产品不合格时发出预警。
与现有技术相比,本发明至少具有以下有益效果:本发明接收汽车同步器齿毂的加工订单信息,将加工订单信息按照紧急程度进行排序,生成工单信息;根据工单信息以及物联系统采集的生产人员信息,生成生产班次信息;根据工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,若满足,则生成物料出库信息,若不满足,则生成物料补充信息;根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,成工艺路线信息包括生产工序信息;根据生产班次信息、生成物料出库信息和工艺路线信息生成生产加工信息,根据生产加工信息控制生产设备开始生产加工;当成工艺路线信息中的生产工序完成后,生成并提交当前工单已完成信息。相比于传统的人工排产,可以得到更优化的生产计划,对物料自动审核,对生产进行自动安排,加强对汽车同步器齿毂生产的精益管理,解决了现有的管控方法由于人工因素带来的不良影响,从而提高了汽车同步器齿毂生产效率,降低了生产成本。
进一步的,根据物联系统采集的设备运行数据判断所述生产设备是否有故障,若有故障,则生成故障处理信息,更好的提高了同步器齿毂的生产效率。
为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
为了更清楚地说明本发明具体实施方式中的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
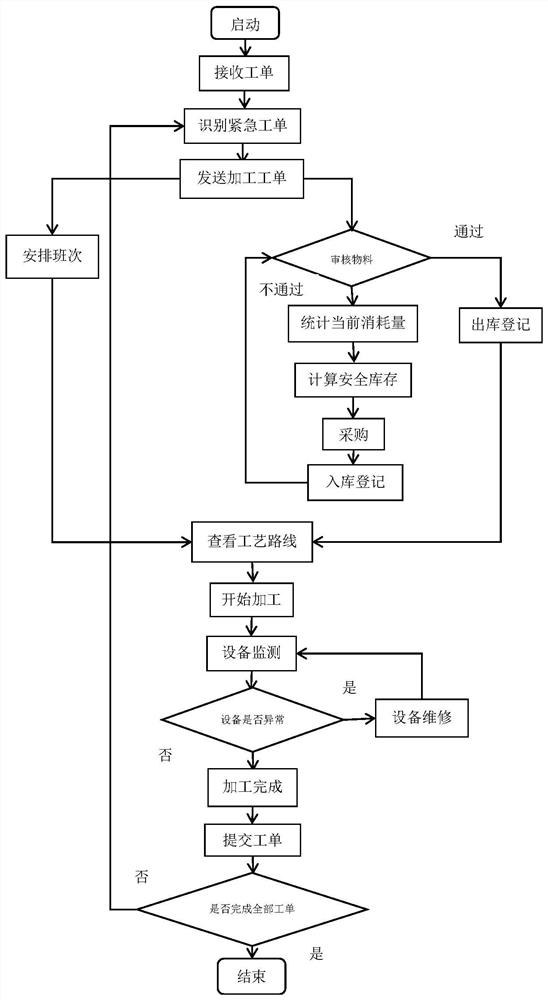
图1为本发明的管控方法流程图;
图2为本发明的管控系统整体模块及总体构架流程图;
图3为本发明的管控系统中工单模块流程图;
图4为本发明的管控系统中物料审核模块流程图;
图5为本发明的管控系统中生产班次模块流程图;
图6为本发明的管控系统中工艺路线模块和生产调度模块流程图;
图7为本发明的管控系统中工业物联模块流程图;
图8为本发明的管控系统中对产品质量检验流程图;
图9为本发明的管控系统中生产设备检测模块流程图;
图10为本发明的管控系统中预警模块流程图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
作为本发明的某一具体实施方式,结合图1和图2所示,一种汽车同步器齿毂生产线的MES系统管控方法,包括:
接收来自企业ERP系统的汽车同步器齿毂的加工订单信息,将加工订单信息按照紧急程度进行排序,生成工单信息;具体的说,将加工订单信息按照紧急程度进行排序,具体为:按照紧急程度从急至缓,依次为中途插入的订单以及交货期从短到长的订单。
根据工单信息以及物联系统采集的生产人员信息,生成生产班次信息;也就是说,结合工单信息以及生产人员信息进行生产人员的生产活动班次安排。
根据工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,若满足,则生成物料出库信息,若不满足,则生成物料补充信息;具体的说,工单信息包括实际生产需求物料数量,物联系统采集的物料信息包括物料库存安全数量;
判断物料是否满足生产需求,具体为:若实际生产需求物料数量小于物料库存安全数量,则满足生产需求,生成物料出库信息,进行物料出库并登记;当实际生产需求物料数量小于物料库存安全数量时,根据实际生产需求物料数量与物料库存安全数量的差值,生成物料采购数量信息,采购物料并进行入库登记。
根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,成工艺路线信息包括生产工序信息;具体的说,物联系统采集的工艺信息包括:当前生产人员信息、当前生产设备工作状态信息、当前订单中的零件生产工艺信息和当前产能限制信息。
根据生产班次信息、生成物料出库信息和工艺路线信息生成生产加工信息,根据生产加工信息控制生产设备开始生产加工;
作为优选的实施方式,生产设备在生产加工过程中,根据物联系统采集的设备运行数据判断生产设备是否有故障,若有故障,则生成故障处理信息;也就是说,实时在线监测生产设备的运行状况,当无故障时,持续生产,当有故障时,则及时生成故障处理信息;
具体的说,故障处理信息包括:将故障设备上正在生产加工的产品转移至正常设备并按照生产加工信息继续生产加工的信息和对故障设备进行维修的信息,通俗的说,就是发布将故障生产设备上正在生产的产品转产至备用正常生产设备后继续按照生产加工信息进行生产加工的信息,并发布对故障设备进行维修的信息,本实施例中,利用工业物联以及工业机器人实现产品转产;当故障生产设备维修好后,继续将产品转产至维修好的设备;
优选的,故障处理信息还包括:对生产设备发生故障时正在生产加工的产品进行是否合格的检验信息,若不合格,则生成不合格产品报废信息或不合格产品修复信息;通俗的说,就是对生产设备发生故障时正在生产加工的产品进行质检判断,本实施例中,利用比对仪获取产品信息后,将获取的信息与理论信息进行对比判断,将不合格类型分为可修复类型和直接报废类型,如果可修复,则将该类型产品送入修复区进行修复,如果直接报废,则将该类型产品送入报废区。
当成工艺路线信息中的生产工序完成后,生成并提交当前工单已完成信息,系统已完成工单数加1,所有工单全部加工完成后,则接收的订单信息加工完成。
本发明一种汽车同步器齿毂生产线的MES系统管控系统,包括:
工单模块,用于接收汽车同步器齿毂的加工订单信息,将加工订单信息按照紧急程度进行排序,生成工单信息;
生产班次模块,用于根据工单信息以及物联系统采集的生产人员信息,生成生产班次信息;
物料审核模块,用于根据工单信息以及物联系统采集的物料信息,判断物料是否满足生产需求,若满足,则生成物料出库信息,若不满足,则生成物料补充信息;
工艺路线模块,用于根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,成工艺路线信息包括生产工序信息;
生产调度模块,用于根据生产班次信息、生成物料出库信息和工艺路线信息生成生产加工信息,根据生产加工信息控制生产设备开始生产加工;
工单提交模块,用于当成工艺路线信息中的生产工序完成后,生成并提交当前工单已完成信息;
生产设备检测模块,用于生产设备在生产加工过程中,根据物联系统采集的设备运行数据判断生产设备是否有故障,若有故障,则生成故障处理信息;
报警模块,用于当生产设备故障和生产设备发生故障时正在生产加工的产品不合格时发出预警;
工业物联网模块,用于物联系统以及所有模块的信息交互。
下面结合图3至图10,对本发明做更加详细的解释说明。
如图3所示,工单模块接受上级ERP系统发送的汽车同步器齿毂的加工订单信息,然后在考虑不同订单的交货期以及可能存在的紧急插入订单,采用预测模型自动排序,最后向生产班次模块和物料审核模块发送工单信息。
如图4所示,物料审核模块接收订单模块发送的信息,将物联系统采集的物料信息(即当前物料存储量)与当前物料需求量进行比较,判断是否满足生产需求,满足生产需求,则进行出库登记,若不满足,则计算当前工单的物料用量,进行物料采购,并入库;再次判断物料存储量能否满足当前需求,若满足则进行出库登记,并将物料信息发送至生产调度模块。
如图5所示,生产班次模块接收物联系统采集的生产人员信息(即车间人员未来一个生产计划周工作时间的实时信息),结合工单模块发送的工单信息,完成计划周内每个工单对应的人员信息安排。
如图6所示,工艺路线模块根据物联系统采集的工艺信息,并根据基于模糊理论的遗传算法生成工艺路线信息,其中,物联系统采集的工艺信息包括:当前生产人员信息、当前生产设备工作状态信息、当前订单中的零件生产工艺信息和当前产能限制信息;生产调度模块根据生产班次信息、生成物料出库信息和工艺路线信息生成生产加工信息,根据生产加工信息控制生产设备开始生产加工。
如图7所示,工业物联模块接收车间工作人员的输入信息及传感器采集到的数据信息,根据信息类的不同以及接口模块调用时间方式的不同,按不同的方式将信息传送给生产班次模块、机器人控制终端、生产设备检测模块(包括零件质量检验模块)和物料审核模块。
如图8所示,对产品进行是否合格检测具体为,接收对比仪或其它质量检测仪器的信号后,根据系统存储的质量合格标准数据信息,自动判断产品质量是否合格,若合格,进入下一生产环节;若不合格,对不合格品分类,若属于返修类产品则进入返修区返修后,进入下一道工序,若为废品类,则送入报废区,最后将质量信息送入工业物联模块。
如图9所示,对生产设备是否故障检测具体为,接收设备检测仪器的信号后,根据系统存储的设备正常运行的数据信息,自动对比判断设备运行状态是否正常,若正常,则不做处理;若不正常,则启动自检模块逐步判断故障位置及类型,给出处理意见,最后将相关信息送入工业物联模块。
如图10所示,报警模块可接收来自其他模块的人员不足信息、仓储处的物料不足信息、设备故障信息、产品不合格质量信息,根据不同类型的信号来源,采用车间大屏显示、蜂鸣器预警、向相关用户推送消息的不同组合形式,进行系统预警,通知工作人员。
最后应说明的是:以上所述实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
- 一种汽车同步器齿毂生产线的MES系统管控方法及系统
- 同步器自动化生产线齿毂齿套上料系统