一种用于加工微小孔的刀杆支撑机构及导向架
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及涉及机械加工设备领域,具体涉及一种用于加工微小孔的刀杆支撑机构及导向架,是微小孔深孔钻床关键性部件。
背景技术
当钻孔长径比大于5,钻孔直径在φ35mm以下时,通常采用枪钻刀具进行深孔的加工。钻孔时切削油通过刀具驱动单元内孔进入枪钻刀具内孔,然后到达切削区域,切削油带着切屑通过已加工的孔壁和刀具的V型槽从孔内排出。枪钻刀头进入工件后,利用其自导向功能完成深孔钻削。
利用枪钻钻削深孔时,刀具的规格和需要加工的孔径是一一对应的,如φ10的孔只能采用φ10规格的刀具,且每隔0.01mm为一个刀具规格;另外刀具规格和辅具规格也是一一对应的(辅具包含:钻头导向、钻杆支撑、钻柄连接),每40倍的刀具长度加一组刀杆支撑,刀具越长,刀杆支撑越多,只有支撑足够,才能保证加工精度和效率。
微小孔,一般来说是孔径为1-3mm,原有机床加工深度受到刀具长径比限制,一般只能保证加工深度在35倍径以内,或降低精度和效率,来达到枪钻方式加工的目的。
发明内容
针对上述问题,本发明公开一种用于加工微小孔的刀杆支撑机构及导向架,该机构通过三点确定一个平面的基本原理,将钻杆支架刀杆支撑机构安装于导向架体内部,从而解决微小孔因在导向架内部长径比超过35倍径时,而带来的加工精度差、加工效率低等问题,达到刀杆防抖支撑的作用。
为了实现上述技术目的,本发明采用如下技术方案:
一种用于加工微小孔的刀杆支撑机构,包括钻套座,所述钻套座内滑动连接有刀具,所述刀具的另一端连接有钻柄连接套,所述钻柄连接套外部滑动套装有套筒,所述钻套座和套筒之间设置有多个刀具导向机构,多个导向机构均匀分布于刀具周围。
优选的,每个刀具导向机构均包括导杆,所述导杆的左端与钻套座连接,所述导杆的右端与安装座连接,所述导杆外部套装有弹性套,多个弹性套共同与刀具连接。
优选的,多个弹性套共同连接有防振支撑盘,所述防震支撑盘的中心与刀具连接,所述防振支撑盘中心以外的区域设置有与所述导杆配合的导向孔。
优选的,所述刀具与防振支撑盘之间设置有防振套。
优选的,所述导杆连接有用于定位防振支撑盘的挡圈。
优选的,所述防振支撑盘为多个,多个防振支撑盘沿刀具的轴线分布,每相邻两个防振支撑盘之间的导杆外部均套装有弹性套。
本发明还公开一种用于加工微小孔的导向架,包括架体,所述架体安装有如上所述的刀杆支撑机构。
优选的,所述架体为中空的箱体,所述箱体的前侧壁与钻套座连接,所述箱体的后侧壁与套筒连接。
本发明的有益效果
1.该专利采用了将刀杆支撑机构安装于导向架体内部的新型结构,解决了因刀具直径小,在导向架内长径比过大,支撑不足问题。
2.该专利采用了三杆导向结构,安装于导向套支座和套筒之间,简化了通用钻杆支架固有的安装结构,使将钻杆支架安装于导向架内部成为可能。
3.该专利采用了弹簧压缩变形推动防振支撑盘在刀具后退时,自动复位,钢丝挡圈起到限定复位位置的作用,使钻杆支架在加工结束后能够自动复位,方便批量加工。
4.该专利采用热塑性弹性体高硬度聚氨酯材料作为钻杆防振套,使得支撑套对刀具起到支撑防抖的作用,并且降低了摩擦损耗和温升。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是本发明结构图一;
图2是本发明结构图二;
图3是本发明结构图三;
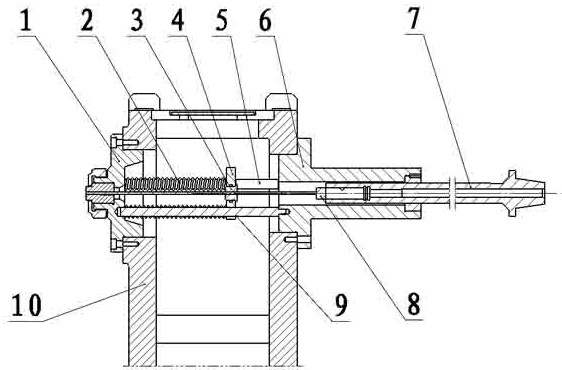
图中,1.钻套座,2. 弹簧,3.防振套,4. 防振支撑盘,5.导杆,6. 套筒7.钻柄连接套,8.刀具,9.钢丝挡圈,10、导向架。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
在本发明的描述中,需要理解的是,术语“内”、“外”、“左”、“右”指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
本发明公开一种如图1-2所示的刀杆支撑机构及如图3所示的导向架,刀杆支撑机构包括自前之后依次连接的钻套座1、导杆5、套筒6和安装座10,钻柄连接套7套装在安装座10内可沿安装座的轴线前后滑动。钻柄连接套7的前端连接刀具8,刀具8滑动安装在钻套座1内,可沿钻套座的轴线前后滑动。导杆5为三个,均匀分布在刀具8的周围,每个导杆外部在弹簧的末端套装防振套3,三个防振套均与防震支撑盘4连接,防震支撑盘的数量根据刀具8在导向架中实际的长径比倍数确定,目前最多用到两组,两组之间采用弹性套隔开,该弹性套优选为弹簧2。在防震支撑盘的外侧,每个导杆上均安装一个挡圈,该挡圈优选为钢丝挡圈9,该钢丝挡圈为轴用钢丝挡圈,限制防振支撑盘4在导杆上的位置。
刀杆支撑机构采用三点确定一个平面的基本原理,应用三个导杆对防抖平面进行定位、导向。从而简化了原有钻杆支架结构,使其在导向架内部安装成为可能。
该机构在安装时,将钻套座1、弹簧2、防振套3、防振支撑盘4、导杆5、套筒6、钢丝挡圈9组装成为一个整体。三根导杆5一端安装在钻套座1上,另一端安装在套筒6上。防振支撑盘4上安装着可根据加工孔径更换的防振套3,它们可一起在三根导杆5上沿导杆轴向移动。弹簧2和钢丝挡圈9是用来限制防振支撑盘4在导杆上的位置。
实际加工使用时,先将整体装置安装于导向架体内部。然后当钻柄连接套7在动力部分带动下向前移动到一定距离时,刀具8发柄部前端可推动防振支撑盘4向前移动,弹簧2因此逐渐压缩,当加工完成后,刀具8在钻柄连接套7的带动下后退,弹簧2在恢复力作用下撑开,使防振支撑盘恢复到初始由钢丝挡圈9限定的位置。
同时采用限位弹簧和钻柄连接套结构实现防振支撑盘在三导杆上,随刀具进给加工,进行机动往复运动。实现自动连续加工的目的。
与刀杆存在支撑防振接触部分,采用热塑性弹性体高硬度聚氨酯材料,降低高速旋转带来的磨损发热。
防振支撑盘采用分体结构,中间防振接触部分可根据孔径的变换,进行更换。
防振支撑盘,使用数量的多少,可根据实际加工刀具的长径比进行选择。一般孔越小使用数量越多,要求35倍径必有支撑。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本申请。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种用于加工微小孔的刀杆支撑机构及导向架
- 一种用于加工微小孔的刀杆支撑机构及导向架