模具监测红外传感器
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及模具加工技术领域,具体为模具监测红外传感器。
背景技术
注塑模具加工是一种工业产品生产造型的方法,产品通常使用橡胶注塑和塑料注塑,注塑还可分注塑成型模压法和压铸法,注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
目前,现有用于工业制造行业模具计数器只是单纯的机械式计数。且计数结果需要通过人工采集,计算等得出结果,并且只能手动录入系统,容易出错,并且占用很大工作量,也无法实现实时传输,不能满足用户对模具生产的监管需求。
发明内容
本发明针对的目的是解决以上缺陷,提供模具监测红外传感器。
为了解决上述技术问题,本发明采用如下技术方案:
模具监测红外传感器包括外壳、散热风扇、集成电路板、固定导流板、隔热垫片和外壳底板,固定导流板、隔热垫片和外壳底板通过第一固定机构对接组合,集成电路板竖直固定安装在固定导流板的顶面,外壳和固定导流板通过第二固定机构对接组合,集成电路板包括主控模块、红外模块和通信串口模块,外壳的前端面开设有红外窗口,红外模块为红外处理PCB板,红外处理PCB板包括若干个红外接收管和红外发射头,红外发射头连续不断发射红外检测信号,在模具开合模的过程中,则会由于后模的阻挡,会反射红外发射头的红外信号,红外处理PCB板上的红外接收管便会接收到反射的红外信号。红外处理PCB板会把接收的数据通过集成电路板传给主控模块,主控模块接收到红外处理PCB板传来的数据后,通过分别接收反射的3个红外信号的时间来判断阻挡物体的移动方向,接收红外信号时间相同则判断为模具开合模形成的发射数据,时间不一致则为干扰数据,通过接收红外信号的具体时间来判断模具所处的位置,从而分析开闭模的状态,时间越来越短,为模具闭模,时间越来越长,为模具开模状态。主控模块将每次开合模状态以及时间记录并通过通信串口模块发送给4G通讯网关,4G通讯网关将此数据上传给服务器做分析和存储。
上述说明中,作为优选的方案,第一固定机构包括卡扣台、第一卡扣槽和第二卡扣槽,卡扣台位于外壳底板的四个边角,第一卡扣槽位于隔热垫片对应的四个边角,第二卡扣槽位于固定导流板对应的四个边角,固定导流板、隔热垫片和外壳底板通过第一固定机构对接组合形成稳定的结构,使固定导流板、隔热垫片和外壳底板的安装有合理的定位。
上述说明中,作为优选的方案,固定导流板的中部设有挡板,使集成电路板在模具监测红外传感器散热处理时避免灰尘的附着。
上述说明中,作为优选的方案,固定导流板的内部设有导风槽,散热风扇位于导风槽的顶部,固定导流板的前端面设有第一出风孔,第一出风孔与导风槽相通,通过散热风扇对固定导流板内部的导风槽进行风冷散热,使模具监测红外传感器保持稳定的工作状态。
上述说明中,作为优选的方案,二固定机构包括定位柱和定位孔,定位柱位于固定导流板的尾部,定位孔位于外壳的内部,使外壳和固定导流板形成安装合理和稳定的内部结构。
上述说明中,作为优选的方案,外壳的前端面设有第二排出风孔,外壳的顶面设有指示灯、电源接口、若干个安装螺丝孔和进风口,进风口位于散热风扇的上方,进风口与第二排出风孔使模具监测红外传感器的内部结构更加通透,散热效果更加良好,采用指示灯使使用者直观的了解模具监测红外传感器的工作状态,判断模具监测红外传感器是否故障。
上述说明中,作为优选的方案,外壳底板的两侧设有与安装螺丝孔相对应的螺纹孔,固定导流板和隔热垫片均设有与安装螺丝孔相对应的螺丝避口,通过螺丝穿过安装螺丝孔、螺丝避口和螺纹孔与模具的前模的配对槽固定安装。
本发明所产生的有益效果如下:
通过红外感应和嵌入式软件算法实现模生产的智能计数功能,并实现数据的采集与实时传输实现监控模具生产的数据、定位信息、保密生产和设备稼动率的功能,同时可以将监控的数据上传至网络平台实时共享,实现物联网智能加工化生产。
附图说明
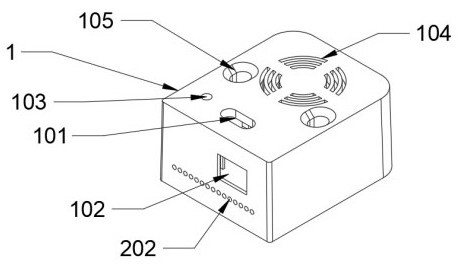
图1为本发明立体结构示意图;
图2为本发明第一结构分解示意图;
图3为本发明第二结构分解示意图;
图4为本发明集成电路板的立体结构示意图;
图5为本发明图4中的A的局部放大结构示意图;
图6为本发明装配在模具中的结构示意图;
图中:1为外壳,2为散热风扇,3为集成电路板,4为固定导流板,5为隔热垫片,6为外壳底板,101为电源接口,102为红外窗口,103为指示灯,104为进风口,105为安装螺丝孔,106为第一出风孔,201为挡板,202为第二出风孔,203为定位柱,204为导风槽,205为第一卡扣槽,301为螺丝避口,302为第二卡扣槽,401为螺纹孔,402为卡扣台,7为红外处理PCB板,701为红外接收管,702为红外发射头,8为主控模块。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。以下结合附图对本发明进行详细的描述。
请参阅图1-6其具体实施的模具监测红外传感器包括外壳1、散热风扇2、集成电路板3、固定导流板4、隔热垫片5和外壳底板6,固定导流板4、隔热垫片5和外壳底板6通过第一固定机构对接组合,集成电路板3竖直固定安装在固定导流板4的顶面,外壳1和固定导流板4通过第二固定机构对接组合,集成电路板3包括主控模块8、红外模块和通信串口模块,外壳1的前端面开设有红外窗口102,红外模块为红外处理PCB板7,红外处理PCB板7包括若干个红外接收管701和红外发射头702,红外发射头702连续不断发射红外检测信号,在模具开合模的过程中,则会由于后模的阻挡,会反射红外发射头702的红外信号,红外处理PCB板7上的红外接收管701便会接收到反射的红外信号。红外处理PCB板7会把接收的数据通过集成电路板3传给主控模块8,主控模块8接收到红外处理PCB板7传来的数据后,通过分别接收反射的3个红外信号的时间来判断阻挡物体的移动方向,接收红外信号时间相同则判断为模具开合模形成的发射数据,时间不一致则为干扰数据,通过接收红外信号的具体时间来判断模具所处的位置,从而分析开闭模的状态,时间越来越短,为模具闭模,时间越来越长,为模具开模状态。主控模块8将每次开合模状态以及时间记录并通过通信串口模块发送给4G通讯网关,4G通讯网关将此数据上传给服务器做分析和存储。
第一固定机构包括卡扣台402、第一卡扣槽205和第二卡扣槽302,卡扣台402位于外壳底板6的四个边角,第一卡扣槽205位于隔热垫片5对应的四个边角,第二卡扣槽302位于固定导流板4对应的四个边角,固定导流板4、隔热垫片5和外壳底板6通过第一固定机构对接组合形成稳定的结构,使固定导流板4、隔热垫片5和外壳底板6的安装有合理的定位。
固定导流板4的中部设有挡板201,使集成电路板3在模具监测红外传感器散热处理时避免灰尘的附着。
固定导流板4的内部设有导风槽204,散热风扇2位于导风槽204的顶部,固定导流板4的前端面设有第一出风孔106,第一出风孔106与导风槽204相通,通过散热风扇2对固定导流板4内部的导风槽204进行风冷散热,使模具监测红外传感器保持稳定的工作状态。
二固定机构包括定位柱204和定位孔,定位柱204位于固定导流板4的尾部,定位孔位于外壳1的内部,使外壳1和固定导流板4形成安装合理和稳定的内部结构。
外壳1的前端面设有第二出风孔202,外壳1的顶面设有指示灯103、电源接口101、若干个安装螺丝孔105和进风口104,进风口104位于散热风扇2的上方,进风口104与第二出风孔202使模具监测红外传感器的内部结构更加通透,散热效果更加良好,采用指示灯103使使用者直观的了解模具监测红外传感器的工作状态,判断模具监测红外传感器是否故障。
外壳底板6的两侧设有与安装螺丝孔105相对应的螺纹孔401,固定导流板4和隔热垫片5均设有与安装螺丝孔105相对应的螺丝避口301,通过螺丝穿过安装螺丝孔105、螺丝避口301和螺纹孔401与模具的前模的配对槽固定安装。
模具监测红外传感器通过螺丝固定安装在模具前模的配对槽内部,红外发射头702穿过红外窗口102连续不断发射红外检测信号,在模具开合模的过程中,则会由于后模的阻挡,会反射红外发射头702的红外信号,红外处理PCB板7上的红外接收管701便会接收到反射的红外信号。红外处理PCB板7会把接收的数据通过集成电路板3传给主控模块8,主控模块8接收到红外处理PCB板7传来的数据后,通过分别接收反射的3个红外信号的时间来判断阻挡物体的移动方向,接收红外信号时间相同则判断为模具开合模形成的发射数据,时间不一致则为干扰数据,通过接收红外信号的具体时间来判断模具所处的位置,从而分析开闭模的状态,时间越来越短,为模具闭模,时间越来越长,为模具开模状态。主控模块8将每次开合模状态以及时间记录并通过通信串口模块发送给4G通讯网关,4G通讯网关将此数据上传给服务器做分析和存储,外部电源通过电源接口101对模具监测红外传感器进行供电处理,散热风扇2通过进风口104吸入冷风穿过导风槽204,对模具监测红外传感器进行散热。
以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。