一种挂具自动拆卸装置
文献发布时间:2023-06-19 18:27:32
技术领域
本发明属于拆卸装置领域,具体地说是一种挂具自动拆卸装置。
背景技术
目前,弹药行业产品进行喷漆,多采用对悬挂于悬挂传输线上的产品进行喷漆的方式,喷漆完毕完全采用人工方式将产品从悬挂传输线上与挂具拆解并搬离。由于喷漆作业中悬挂传输线始终匀速运行,在人工拆解过程中存在一定的安全隐患,工作人员的劳动强度也较大。
发明内容
针对上述问题,本发明的目的在于提供一种挂具自动拆卸装置。
本发明的目的是通过以下技术方案来实现的:
一种挂具自动拆卸装置,包括主体框架、顶升定位组件及配合设置的挂具拆卸组件A与挂具拆卸组件B,还包括配合使用的挂具,所述挂具的顶端设有与悬挂传输线连接的挂环部、底端与待分离产品通过螺纹连接;
所述主体框架的顶端沿悬挂传输线移动方向开设有挂具通道,所述挂具通道的一端为挂具进入端、另一端为挂具移出端,所述挂具拆卸组件A及挂具拆卸组件B分别设置于所述挂具通道长度方向两侧的所述主体框架顶端,所述挂具拆卸组件A与挂具拆卸组件B配合动作将挂具与待分离产品分离;
所述顶升定位组件包括顶升定位组件安装板及分别安装于顶升定位组件安装板上的产品定位单元和产品顶升单元,所述顶升定位组件安装板安装于所述主体框架下部;所述产品定位单元靠近挂具通道的挂具移出端,用于挡住沿挂具通道进入主体框架内侧的待分离产品、并对待分离产品进行定位;所述产品顶升单元靠近挂具通道的挂具进入端,用于将被挡住的待分离产品抬升、并使挂具到达所述挂具拆卸组件A与挂具拆卸组件B之间的指定位置。
所述产品定位单元包括平移支座、滑板A、挡停升降架、滑板B及定位挡块,所述平移支座安装于所述顶升定位组件安装板上,所述滑板A与所述平移支座滑动连接,所述挡停升降架安装于所述滑板A上,所述滑板B的一侧面与所述挡停升降架滑动连接,所述滑板B的另一侧面上设有用于直接挡住待分离产品、并用于对待分离产品进行定位的所述定位挡块,所述挡停升降架及滑板A由驱动件A驱动、并共同沿水平方向移动。
所述产品顶升单元包括驱动件B及顶升工装座,所述驱动件B安装于所述顶升定位组件安装板上、并驱动所述顶升工装座升降,所述顶升工装座的顶面支撑被挡住的待分离产品。
所述顶升工装座的底面上连接有升降工作座安装板,所述驱动件B的驱动端与所述升降工作座安装板的底面连接,所述升降工作座安装板的底面上设有若干个导向杆A,所述顶升定位组件安装板上与各所述导向杆A对应的位置均设有直线轴承,各所述导向杆A分别穿过对应的所述直线轴承。
所述挂具的外周设有拆解齿轮面部;
所述挂具拆卸组件A包括基础板A、主动拆解齿轮、从动拆解齿轮A及主动拆解齿轮驱动单元,所述主动拆解齿轮及从动拆解齿轮A分别转动安装于所述基础板A上,所述基础板A由驱动件C驱动沿垂直于所述挂具通道的方向移动,所述主动拆解齿轮驱动单元安装于所述基础板A上;
所述挂具拆卸组件B包括基础板B及若干从动拆解齿轮B,各所述从动拆解齿轮B分别转动安装于所述基础板B上,所述基础板B由驱动件D驱动沿垂直于所述挂具通道的方向移动;
所述主动拆解齿轮与从动拆解齿轮A及各所述从动拆解齿轮B分别从外侧与所述挂具的拆解齿轮面部啮合,所述主动拆解齿轮由所述主动拆解齿轮驱动单元驱动转动、进而带动所述挂具转动,所述从动拆解齿轮A及各所述从动拆解齿轮B分别被所述挂具的拆解齿轮面部带动转动,所述挂具与待分离产品发生相对转动、进而从待分离产品分离。
所述主动拆解齿轮驱动单元包括滑台、驱动件E、齿条座及驱动齿条,所述滑台安装于所述基础板A上,所述驱动件E安装于所述滑台上,所述驱动件E的驱动端驱动所述齿条座沿平行于所述挂具通道方向移动,所述驱动齿条安装于所述齿条座上、并与所述主动拆解齿轮啮合。
本发明还包括辅助拆卸组件,所述辅助拆卸组件包括水平调整单元、竖直驱动单元及挂具扶正工装,所述水平调整单元安装于所述主体框架的顶端,所述水平调整单元具有一个主连接端,该水平调整单元的主连接端带动所述竖直驱动单元在水平方向移动,所述竖直驱动单元带动所述挂具扶正工装沿竖直方向移动;
所述挂具的外周上设有与所述挂具扶正工装配合使用的连接边沿部。
所述水平调整单元包括水平调整单元底座、滑板C、滑板D,所述水平调整单元底座安装于所述主体框架的顶端,所述水平调整单元底座上设有平行于所述挂具通道方向的导轨C,所述滑板C的底面上设有与所述导轨C滑动连接的滑块C,所述滑板C由驱动件F驱动移动,所述滑板C的顶面上设有垂直于所述挂具通道方向的导轨D,所述滑板D的底面上设有与所述导轨D滑动连接的滑块D,所述滑板D由驱动件G驱动移动,所述滑板D作为所述水平调整单元的主连接端与所述竖直驱动单元连接。
所述水平调整单元底座上安装有信号检测单元安装板,所述信号检测单元安装板上安装有用于检测所述挂具扶正工装高度位置的信号检测单元。
所述竖直驱动单元包括驱动件H、驱动件H安装板、挂具扶正工装连接板及若干个导向杆B,各所述导向杆B的底端分别安装于所述水平调整单元的主连接端上,各所述导向杆B均穿过所述挂具扶正工装连接板,各所述导向杆B的顶端分别与所述驱动件H安装板连接,所述驱动件H安装于所述驱动件H安装板上,所述驱动件H的驱动端与所述挂具扶正工装连接板连接,所述挂具扶正工装安装于所述挂具扶正工装连接板上。
本发明的优点与积极效果为:
本发明通过配合设置的挂具拆卸组件A与挂具拆卸组件B及挂具,可通过挂具拆卸组件A与挂具拆卸组件B稳定且高效向挂具传递扭矩并将挂具从待分离产品拆下,且节约纵向空间,可满足特定条件下的装配生产,挂具拆卸组件A、挂具拆卸组件B与顶升定位组件相互配合,提高工作效率,减少安全隐患,降低工作人员的劳动强度,结构精巧,节约空间,利于维护保养。
附图说明
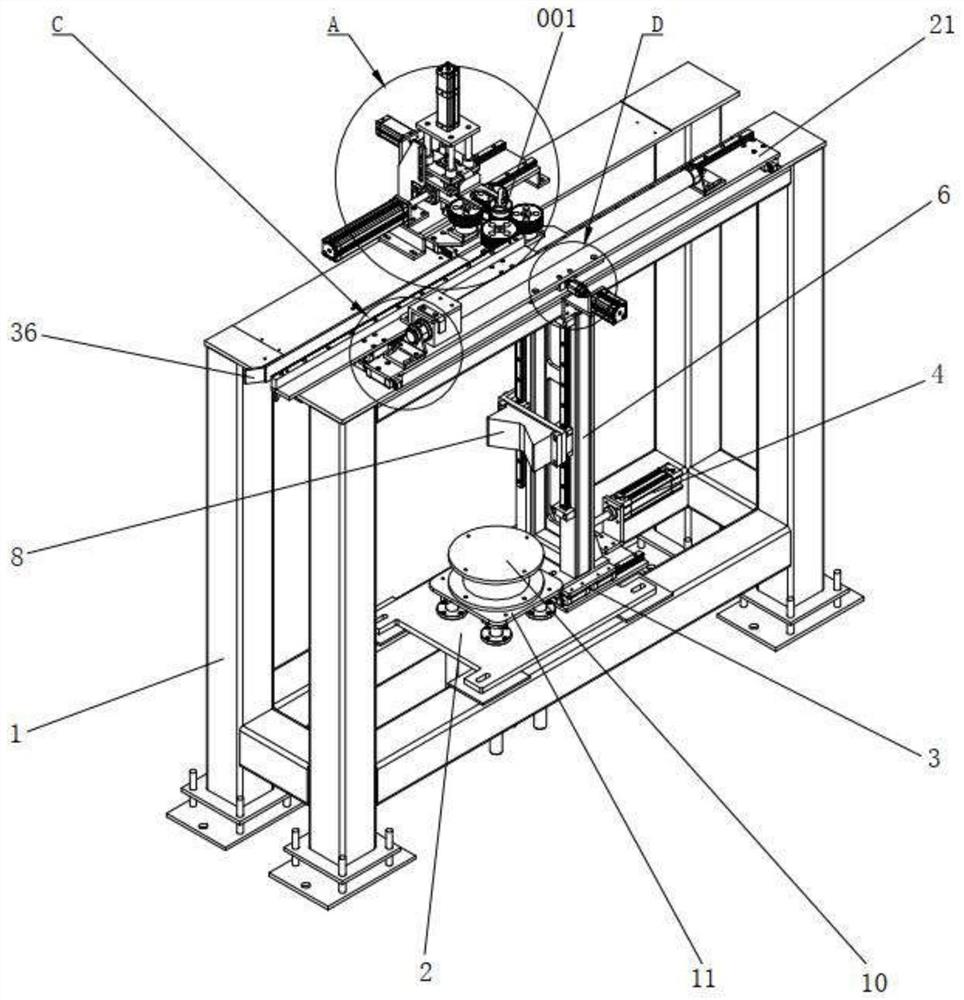
图1为本发明的整体的立体结构示意图;
图2为本发明的整体的主视结构示意图;
图3为本发明的整体的侧视结构示意图;
图4为本发明的主体框架顶端上的设置结构示意图;
图5为图1的A处放大图;
图6为图2的B处放大图;
图7为图1的C处放大图;
图8为图1的D处放大图;
图9为图4的E处放大图;
图10为图3的F处放大图。
图中:1为主体框架、2为顶升定位组件安装板、3为平移支座、4为驱动件A、5为滑板A、6为挡停升降架、7为滑板B、8为定位挡块、9为驱动件B、10为顶升工装座、11为升降工作座安装板、12为导向杆A、13为直线轴承、14为驱动件C、15为基础板A、16为主动拆解齿轮、17为从动拆解齿轮A、18为驱动件D、19为基础板B、20为从动拆解齿轮B、21为滑台、22为驱动件E、23为齿条座、24为驱动齿条、25为挂具扶正工装、26为水平调整单元底座、27为滑板C、28为滑板D、29为驱动件F、30为驱动件G、31为信号检测单元安装板、32为驱动件H、33为驱动件H安装板、34为挂具扶正工装连接板、35为导向杆B、36为导向挡边;
001为挂具、002为待分离产品。
具体实施方式
下面结合附图1-10对本发明作进一步详述。
一种挂具自动拆卸装置,如图1-10所示,本实施例中包括主体框架1、顶升定位组件及配合设置的挂具拆卸组件A与挂具拆卸组件B,还包括配合使用的挂具001,挂具001的顶端设有与悬挂传输线连接的挂环部、底端与待分离产品002通过螺纹连接。
如图1所示,主体框架1的顶端开设有平行于悬挂传输线移动方向的挂具通道,挂具通道的一端为挂具进入端、另一端为挂具移出端,挂具拆卸组件A设置于挂具通道前侧的主体框架1顶端上,挂具拆卸组件B设置于挂具通道后侧的主体框架1顶端上,挂具拆卸组件A与挂具拆卸组件B配合动作将挂具001与待分离产品002分离。本实施例中主体框架1的顶端上靠近挂具通道的挂具进入端的位置设有导向挡边36,可使挂具001与待分离产品002连接的整体稳定准确地从挂具进入端进入主体框架1内侧。
如图1和图2所示,顶升定位组件包括顶升定位组件安装板2、产品定位单元及产品顶升单元,产品定位单元安装于远离挂具通道的挂具进入端一侧的顶升定位组件安装板2上,产品顶升单元安装于靠近挂具通道的挂具进入端一侧的顶升定位组件安装板2上,顶升定位组件安装板2安装于主体框架1下部的两个安装横梁上,产品定位单元用于挡住沿挂具通道进入主体框架1内侧的待分离产品002、并对待分离产品002进行定位,产品顶升单元用于将被挡住的待分离产品002抬升、并使挂具001到达挂具拆卸组件A与挂具拆卸组件B之间的指定位置。
具体而言,如图1和图2所示,本实施例中产品定位单元包括平移支座3、滑板A 5、挡停升降架6、滑板B 7及定位挡块8,平移支座3安装于顶升定位组件安装板2上,平移支座3上设有平行于挂具通道方向的导轨A,滑板A 5的底部设有与导轨A滑动连接的滑块A,导轨A与滑块A的设置结构采用现有技术,挡停升降架6安装于滑板A 5上,挡停升降架6上设有垂直于平移支座3的导轨B,滑板B 7的一侧面上设有与导轨B滑动连接的滑块B,导轨B与滑块B的设置结构采用现有结构,滑板B 7的另一侧面上设有用于直接挡住待分离产品002、并用于对待分离产品002进行定位的定位挡块8,驱动件A 4驱动挡停升降架6及滑板A 5共同沿导轨A移动。本实施例中驱动件A 4采用市购的气缸,并通过驱动件A安装座安装到平移支座3上,驱动件A 4通过气缸接头座与挡停升降架6连接,驱动件A 4通过外接控制器控制动作。本实施例中定位挡块8上开设有V形定位槽,通过调节滑板B 7的高度位置以适用于挡停不同规格的产品。主体框架1外部设置有辅助机械手,用于在分离时夹住待分离产品002,使待分离产品002保持固定于定位挡块8处。
具体而言,如图1和图2所示,本实施例中产品顶升单元包括驱动件B 9及顶升工装座10,驱动件B 9安装于顶升定位组件安装板2上、并驱动顶升工装座10升降,顶升工装座10的顶面支撑被挡住的待分离产品002。顶升工装座10的底面上连接有升降工作座安装板11,驱动件B 9的驱动端与升降工作座安装板11的底面连接,升降工作座安装板11的底面上设有四个导向杆A12,顶升定位组件安装板2上与各导向杆A12对应的位置均设有直线轴承13,各导向杆A12分别穿过对应的直线轴承13。本实施例中直线轴承13均为市购产品。本实施例中驱动件B 9采用市购的气缸,驱动件B 9的驱动端通过气缸接头座与升降工作座安装板11的底面连接,驱动件B 9通过外接控制器控制动作。
具体而言,如图1和图4-10所示,本实施例中挂具001的外周设有拆解齿轮面部。本实施例中挂具拆卸组件A包括基础板A15、主动拆解齿轮16、从动拆解齿轮A17及主动拆解齿轮驱动单元,主动拆解齿轮16及从动拆解齿轮A17分别转动安装于基础板A15上,驱动件C14通过驱动件C安装座安装于主体框架1上,驱动件C14驱动基础板A15沿垂直于挂具通道的方向移动,主动拆解齿轮驱动单元安装于基础板A15上。本实施例中挂具拆卸组件B包括基础板B 19及两个从动拆解齿轮B 20,各从动拆解齿轮B 20分别转动安装于基础板B19上,驱动件D18通过驱动件D安装座安装于主体框架1上,驱动件D18驱动基础板B19沿垂直于挂具通道的方向移动。基础板A15及基础板B19分别向靠近挂具001方向移动,主动拆解齿轮16与从动拆解齿轮A17及各从动拆解齿轮B 20分别从外侧与挂具001的拆解齿轮面部啮合,主动拆解齿轮16由主动拆解齿轮驱动单元驱动转动、进而带动挂具001转动,从动拆解齿轮A17及各从动拆解齿轮B 20分别被挂具001的拆解齿轮面部带动转动,挂具001与待分离产品002发生相对转动、进而从待分离产品002分离;挂具001与待分离产品002分离后,基础板A15及基础板B19退回原位。本实施例中驱动件C14及驱动件D18均采用市购的气缸,驱动件C14的驱动端通过气缸顶块与基础板A15连接,驱动件D18的驱动端通过气缸顶块与基础板B19连接,驱动件C14及驱动件D18分别通过外接控制器控制动作。本实施例中基础板A15与主体框架1顶端之间也设有现有技术的导轨滑块机构,基础板B19与主体框架1顶端之间也设有现有技术的导轨滑块机构,分别可使基础板A15及基础板B19稳定移动。
具体而言,如图4-7所示,本实施例中主动拆解齿轮驱动单元包括滑台21、驱动件E22、齿条座23及驱动齿条24,滑台21通过螺钉安装于基础板A15上,驱动件E 22通过驱动件E安装座安装于滑台21上,驱动件E 22的驱动端驱动齿条座23沿平行于挂具通道方向移动,驱动齿条24安装于齿条座23上、并与主动拆解齿轮16啮合。本实施例中驱动件E 22采用市购的磁偶式无杆气缸,驱动件E 22通过外接控制器控制动作。本实施例中滑台21与与主体框架1顶端之间也设有现有技术的导轨滑块机构,齿条座23与滑台21顶面之间也设有现有技术的导轨滑块机构,分别可使滑台21及齿条座23稳定移动。
具体而言,如图3、图4、图5和图10所示,本实施例中的挂具自动拆卸装置还包括辅助拆卸组件,辅助拆卸组件包括水平调整单元、竖直驱动单元及挂具扶正工装25,水平调整单元安装于主体框架1的顶端,水平调整单元具有一个主连接端,该水平调整单元的主连接端带动竖直驱动单元在水平方向前后左右移动,竖直驱动单元带动挂具扶正工装25沿竖直方向移动。本实施例中挂具001的外周上设有与挂具扶正工装25配合使用的连接边沿部,该连接边沿部位于拆解齿轮面部的上侧;挂具扶正工装25上具有用于从连接边沿部下侧托举连接边沿部的U形叉部。设有U形叉部的挂具扶正工装25可起到对托起的挂具001进行扶正的作用,保证挂具001不会随着悬挂输送线上的挂钩进行摆动以免碰到下一件产品。
具体而言,本实施例中水平调整单元包括水平调整单元底座26、滑板C 27、滑板D28,水平调整单元底座26安装于主体框架1的顶端、并位于基础板B19的上方,水平调整单元底座26上设有平行于挂具通道方向的导轨C,滑板C 27的底面上设有与导轨C滑动连接的滑块C,导轨C与滑块C的设置结构为现有技术,驱动件F 29通过驱动件F安装座安装于水平调整单元底座26上,驱动件F 29驱动滑板C 27移动;滑板C 27的顶面上设有垂直于挂具通道方向的导轨D,滑板D 28的底面上设有与导轨D滑动连接的滑块D,导轨D与滑块D的设置结构为现有技术,驱动件G 30通过驱动件G安装座安装于滑板C 27上,驱动件G 30驱动滑板D 28移动,滑板D 28作为水平调整单元的主连接端与竖直驱动单元连接。水平调整单元底座26上安装有信号检测单元安装板31,信号检测单元安装板31上安装有用于检测挂具扶正工装25高度位置的信号检测单元(图中未示出)。本实施例中信号检测单元的信号检测单元为市购的位置传感器或触动开关,信号检测单元起到检测挂具001是否顺利拧出的作用。本实施例中驱动件F 29及驱动件G 30均为市购的气缸,分别通过外接控制器控制动作。
具体而言,本实施例中竖直驱动单元包括驱动件H 32、驱动件H安装板33、挂具扶正工装连接板34及四个导向杆B 35,各导向杆B35的底端分别安装于水平调整单元的滑板D28上,各导向杆B 35均穿过挂具扶正工装连接板34,各导向杆B 35的顶端分别与驱动件H安装板33连接,驱动件H 32安装于驱动件H安装板33上,驱动件H 32的驱动端与挂具扶正工装连接板34连接,挂具扶正工装25安装于挂具扶正工装连接板34上。本实施例中驱动件H 32为市购的双行程气缸,通过外接控制器控制动作。各导向杆B 35的设置,可使挂具扶正工装连接板34稳定上下移动。
当挂具001被完全拧出时,驱动件H 32可带动扶正工装连接板34,挂具扶正工装25上升,挂具扶正工装25的U形叉部在挂具001从连接边沿部下侧托举连接边沿部且带动挂具001上升,同时挂具扶正工装25及挂具扶正工装连接板34达到指定高度被信号检测单元安装板31上的信号检测单元检测到,外侧控制器接收到信号检测单元发出的信号,即表明挂具001被顺利拧出并可进行下一步操作。若是挂具001没有被拧出,则驱动件H 32无法带动没有与待分离产品002分离的挂具001的重量,故无法上升到信号检测单元安装板31上的信号检测单元所在高度,信号检测单元无法接收信号故不会发出下一步指令。
工作原理:
使用时,首先待分离产品002与挂具001共同随着悬挂输送线运送到顶升工装座10处,定位挡块8拦截待分离产品002,并由顶升工装座10顶升定位到既定高度;挂具拆卸组件A与挂具拆卸组件B配合将挂具001从待分离产品002分离,分离时主体框架1外部设置的辅助机械手夹住待分离产品002,使待分离产品002保持固定于定位挡块8处;挂具拆卸组件A与挂具拆卸组件B完成对挂具001的拆卸动作后,信号检测单元检测挂具001是否完全拧出,待检测完毕确定挂具001完全拧出后辅助机械手夹持产品到下一工序,同时挂具扶正工装25托起并扶正挂具001,挂具001随着悬挂输送线远离工作位置,完成挂具001的拆解。
- 一种立轴式飞机挂梁的同步拆卸装置
- 一种用于起重机的自动对接自动脱挂装置
- 一种轨道扣件自动拆卸方法及其装置
- 一种耳挂杆自动拆卸收集治具
- 一种具有自动上下挂装置的母线镀锡挂具