一种用于桥梁平联接头板的固定方法
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及桥梁技术领域,具体而言,涉及一种用于桥梁平联接头板的固定方法。
背景技术
现有技术中,钢桁梁桥是将实腹的钢板梁桥按照一定规则空腹化的结构形式,结构整体上为梁的受力方式,以承受弯矩和剪力。由桥面、支座及桥墩等组成。
对于钢桁梁桥往往将平联接头板与相应的钢梁连接,然后再将平联接头板与相应的工型杆件连接,例如与工字钢连接。同时,随着桥梁设计的样式不断出新,结构各异的钢梁也不断增多,尤其是曲线钢桁梁桥的出现,这对平联接头板连接的要求也不断提高,以保证钢梁和相应的工型杆件能够顺利连接。这对于平联接头板与钢梁的固定要求也更加苛刻,往往要求平联接头板能够与多个不同角度交汇的工型杆件连接,并且还同时要求平联接头板与钢梁连接牢靠,导致平联接头板与钢梁的固定效率低下,影响钢桁梁桥的施工效率。
发明内容
本发明旨在解决现有的钢桁梁桥的平联接头板分别与钢梁和工字钢的固定效率低下的问题。
为解决上述问题,本发明提供一种用于桥梁平联接头板的固定方法,包括:
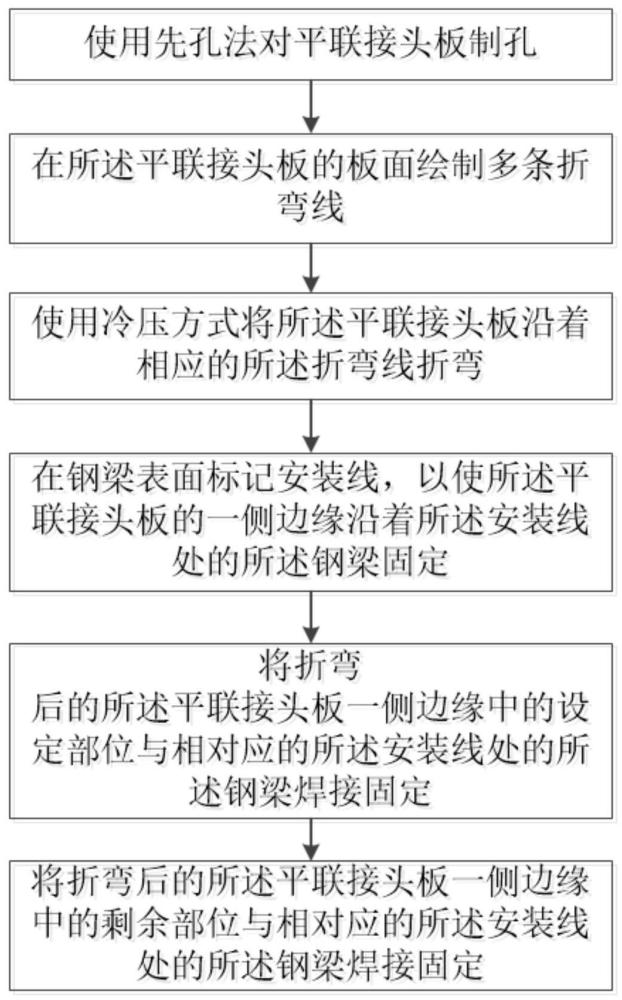
使用先孔法对平联接头板制孔;
在所述平联接头板的板面绘制多条折弯线;
使用冷压方式将所述平联接头板沿着相应的所述折弯线折弯;
在钢梁表面标记安装线,以使所述平联接头板的一侧边缘沿着所述安装线处的所述钢梁固定;
将折弯后的所述平联接头板一侧边缘中的设定部位与相对应的所述安装线处的所述钢梁焊接固定;
将折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线处的所述钢梁焊接固定;
其中,所述折弯线至少为两条,所述设定部位为相邻的两条所述折弯线之间的所述平联接头板一侧边缘。
可选地,所述将折弯后的所述平联接头板一侧边缘中的设定部位与相对应的所述安装线处的所述钢梁焊接固定之后,还包括:
对比折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线的重合情况;
根据所述重合情况判断是否火工矫正所述平联接头板的变形处,以使所述平联接头板一侧边缘与所述钢梁处的所述安装线重合。
可选地,所述根据所述重合情况判断是否火工矫正所述平联接头板的变形处包括:
若折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线不重合,则火工矫正所述平联接头板的变形处;
若折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线重合,则将折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线处的所述钢梁焊接固定。
可选地,所述若折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线不重合,则火工矫正所述平联接头板的变形处包括:
火工矫正所述平联接头板,并实时查看所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线之间的偏差;
在所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线重合时,停止火工矫正所述平联接头板;
将折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线处的所述钢梁焊接固定。
可选地,所述若折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线不重合,则火工矫正所述平联接头板的变形处之后包括:
使用马板将所述平联接头板的经过火工矫正处理后部位固定;
使用点焊方式将折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线处的所述钢梁焊接固定;
将所述马板拆下。
可选地,所述使用先孔法对平联接头板制孔包括:
根据所述平联接头板的展开图,在所述平联接头板的板面绘制钻孔位置标记;
根据所述钻孔位置标记在所述平联接头板的板面钻孔;
其中,所述平联接头板的展开图为根据折弯前的所述平联接头板的形状绘制的图纸。
可选地,所述在所述平联接头板的板面绘制多条折弯线包括:
根据所述平联接头板的展开图,在所述平联接头板的板面绘制多条折弯线。
可选地,所述平联接头板为多个,并且多个所述平联接头板的形状相同;
所述使用先孔法对平联接头板制孔包括:
在一个所述平联接头板的板面标记钻孔位置;
将多个形状相同的所述平联接头板叠放为一摞,并使一摞的多个所述平联接头板的侧边对齐;
将标记所述钻孔位置的所述平联接头板置于一摞的多个所述平联接头板的顶端;
使用钻孔设备从标记所述钻孔位置的所述平联接头板开始向下对一摞的多个所述平联接头板钻孔。
可选地,所述火工矫正所述翘曲变形部位之后,还包括:
重复所述使用先孔法对平联接头板制孔至所述将折弯后的所述平联接头板一侧边缘中的剩余部位与相对应的所述安装线处的所述钢梁焊接固定的步骤,使两个折弯后的所述平联接头板的同一侧边缘沿着各自的所述安装线处的所述钢梁固定,并且使固定后的两个所述平联接头板相互平行设置;
将多个工型杆件的端部与固定后的每个所述平联接头板的多个不同区域连接;
其中,所述多个不同区域是由多条所述折弯线将所述平联接头板划分的多个不同区域。
与现有技术相比,本发明具有以下技术效果:
在本发明的固定方法中,首先利用先孔法在焊接前制出平联接头板的多个通孔,从而可以实现对大批量的平联接头板先进行钻孔。提高平联接头板的生产效率。另外,还避免了在平联接头板焊接后再钻孔而影响平联接头板安装固定的整体效率。然后利用冷压方式对平联接头板多处折弯,从而提高折弯效率,尤其适合大批量的平联接头板进行折弯,并且采用冷压方式折弯可以防止折弯后的平联接头板发生变形回弹,保证对平联接头板的折弯质量。而且前期通过绘制多条折弯线并且沿着相应的折弯线折弯,保证了平联接头板的冷压折弯准确。然后在钢梁表面标记安装线,并且以该安装线作为固定折弯后的平联接头板的基准,实现了方便定位,并且保证折弯后的平联接头板定位准确。然后将述平联接头板的相邻的两条折弯线之间的平联接头板一侧边缘先与相对应的安装线处的钢梁焊接固定,从而以此为基准和焊接起始位置,再将折弯后的平联接头板一侧边缘中的剩余部位与相对应的安装线处的钢梁焊接固定。从而完成桥梁平联接头板的多处折弯后将其固定在钢梁上。特别适合大批量的平联接头板折弯并快速准确的固定在钢梁。
接着,在将折弯后的平联接头板一侧边缘中的剩余部位与相对应的安装线处的钢梁焊接固定之后,利用折弯后的平联接头板的板面具有至少两个折弯线,并且设定部位为相邻的两条折弯线之间的平联接头板一侧边缘,从而使折弯后的平联接头板形成为至少三个不在同一平面的板面结构,从而使得不同方向交汇在一起的工型杆件的端部可以与这些不在同一平面的板面结构顺利连接,并且折弯后的平联接头板的一侧边缘与钢梁连接。从而实现将钢梁与多个不同方向交汇的工型杆件的准确连接。从而满足平联接头板能够与多个不同角度交汇的工型杆件连接,并且还同时要求平联接头板与钢梁连接牢靠的要求。
这样,解决了现有的钢桁梁桥的平联接头板分别与钢梁和工型杆件的固定效率低下的问题。
附图说明
图1为本发明实施例中的钢梁、平联接头板和工型杆件连接在一起的示意性立体图;
图2为本发明实施例中的钢梁未固定平联接头板和工型杆件的示意性立体图;
图3为本发明实施例中的平联接头板的示意性俯视图;
图4为本发明的用于桥梁平联接头板的固定方法的主要步骤的示意性流程图;
图5为本发明的用于桥梁平联接头板的固定方法的全部步骤的示意性流程图。
附图标记说明:100、平联接头板;110、折弯线;120、一侧边缘;130、设定部位;140、通孔;200、钢梁;210、安装线;300、工型杆件。
具体实施方式
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本说明书的描述中,参考术语“实施例”、“一个实施例”和“一个实施方式”等的描述意指结合该实施例或实施方式描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示实施方式中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实施方式。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或实施方式以合适的方式结合。
在说明书附图中Z轴表示竖向,也就是上下方向,并且Z轴的正向(也就是Z轴的箭头指向)表示上,Z轴的负向(也就是与Z轴的正向相反的方向)表示下;附图中Y轴表示前后方向,也就是平联接头板100的一侧边缘120的延伸方向;附图中X轴表示左右方向,也就是平联接头板100的宽度方向;同时需要说明的是,前述Z轴、Y轴及X轴的表示含义仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参见图1至图4,为解决上述技术问题,本实施例提供了一种用于桥梁平联接头板的固定方法,包括:
使用先孔法对平联接头板100制孔;这里的孔可以是指通孔140。
在平联接头板100的板面绘制多条折弯线110;
使用冷压方式将平联接头板100沿着相应的折弯线110折弯;
在钢梁200表面标记安装线210,以使平联接头板100的一侧边缘120沿着安装线210处的钢梁200固定;
将折弯后的平联接头板100一侧边缘120中的设定部位130与相对应的安装线210处的钢梁200焊接固定;
将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定;
其中,折弯线110至少为两条,设定部位130为相邻的两条折弯线110之间的平联接头板100一侧边缘120。
在本实施例的固定方法中,首先利用先孔法在焊接前制出平联接头板100的多个通孔140,从而可以实现对大批量的平联接头板100先进行钻孔。提高平联接头板100的生产效率。另外,还避免了在平联接头板100焊接后再钻孔而影响平联接头板100安装固定的整体效率。然后利用冷压方式对平联接头板100多处折弯,从而提高折弯效率,尤其适合大批量的平联接头板100进行折弯,并且采用冷压方式折弯可以防止折弯后的平联接头板100发生变形回弹,保证对平联接头板100的折弯质量。而且前期通过绘制多条折弯线110并且沿着相应的折弯线110折弯,保证了平联接头板100的冷压折弯准确。然后在钢梁200表面标记安装线210,并且以该安装线210作为固定折弯后的平联接头板100的基准,实现了方便定位,并且保证折弯后的平联接头板100定位准确。然后将述平联接头板100的相邻的两条折弯线110之间的平联接头板100一侧边缘120先与相对应的安装线210处的钢梁200焊接固定,从而以此为基准和焊接起始位置,再将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定。从而完成桥梁平联接头板100的多处折弯后将其固定在钢梁200上。特别适合大批量的平联接头板100折弯并快速准确的固定在钢梁200。
接着,在将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定之后,利用折弯后的平联接头板100的板面具有至少两个折弯线110,并且设定部位130为相邻的两条折弯线110之间的平联接头板100一侧边缘120,从而使折弯后的平联接头板100形成为至少三个不在同一平面的板面结构,从而使得不同方向交汇在一起的工型杆件300的端部可以与这些不在同一平面的板面结构顺利连接,并且折弯后的平联接头板100的一侧边缘120与钢梁200连接。从而实现将钢梁200与多个不同方向交汇的工型杆件300的准确连接。从而满足平联接头板100能够与多个不同角度交汇的工型杆件300连接,并且还同时要求平联接头板100与钢梁200连接牢靠的要求。
这样,解决了现有的钢桁梁桥的平联接头板100分别与钢梁200和工型杆件300的固定效率低下的问题。
需要说明的是,本实施例中提及的工型杆件300可以是工字钢,还可以是其他横截面为“工”型的杆状或梁状结构件。
参见图1至图4,进一步地,将折弯后的平联接头板100一侧边缘120中的设定部位130与相对应的安装线210处的钢梁200焊接固定之后,还包括:
对比折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210的重合情况;
根据重合情况判断是否火工矫正平联接头板100的变形处,以使平联接头板100一侧边缘120与钢梁200处的安装线210重合。
这里的火工矫正也可以称为火工校正。
参见图1至图4,进一步地,根据重合情况判断是否火工矫正平联接头板100的变形处包括:
若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210不重合,则火工矫正平联接头板100的变形处;
若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210重合,则将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定。
参见图1至图4,进一步地,若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210不重合,则火工矫正平联接头板100的变形处包括:
火工矫正平联接头板100,并实时查看平联接头板100一侧边缘120中的剩余部位与相对应的安装线210之间的偏差;
在平联接头板100一侧边缘120中的剩余部位与相对应的安装线210重合时,停止火工矫正平联接头板100;
将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定。
利用火工矫正便携性强的特点,使得在将折弯后的平联接头板100一侧边缘120中的设定部位130与相对应的安装线210处的钢梁200焊接固定之后,可以在施工现场直接对钢梁200上的平联接头板100进行校正。并且利用在钢梁200表面标记好的安装线210,将该安装线210作为火工矫正平联接头板100的参考线,在火工矫正平联接头板100过程中实时查看平联接头板100一侧边缘120中的剩余部位与相对应的安装线210之间的偏差,在平联接头板100一侧边缘120中的剩余部位与相对应的安装线210重合时,停止火工矫正平联接头板100。最后使平联接头板100的一侧边缘120沿着安装线210处的钢梁200固定。使得这种操作方式非常简单,对火工矫正平联接头板100的操作人员的技术经验依赖程度地,使得经过基本培训的相关操作人员便可以执行上述方法,只要最终使平联接头板100的一侧边缘120沿着安装线210处的钢梁200固定即可。
另外,火工矫正平联接头板100,并实时查看平联接头板100一侧边缘120中的剩余部位与相对应的安装线210之间的偏差。这样可以实时查看平联接头板100的变形情况,当发现平联接头板100将要超过安装线210的偏差时,立即停止火工矫正,从而保证重合准确。
参见图1至图4,进一步地,若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210不重合,则火工矫正平联接头板100的变形处之后包括:
使用马板将平联接头板100的经过火工矫正处理后部位固定;
使用点焊方式将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定;
将马板拆下。
利用马板将平联接头板100的经过火工矫正处理后部位固定,防止火工矫正后的平联接头板100发生回弹变形。然后使用点焊方式将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定,从而防止在焊接过程中平联接头板100发生变形。而且采用点焊形式可以先将平联接头板100与钢梁200进行整体固定,以尽快实现平联接头板100与钢梁200的焊接固定,防止平联接头板100与钢梁200焊接固定不及时而造成平联接头板100局部回弹。
参见图1至图4,进一步地,使用先孔法对平联接头板100制孔包括:
根据平联接头板100的展开图,在平联接头板100的板面绘制钻孔位置标记;
根据钻孔位置标记在平联接头板100的板面钻孔;
其中,平联接头板100的展开图为根据折弯前的平联接头板100的形状绘制的图纸。
根据折弯前的平联接头板100的形状绘制的图纸,在平联接头板100的板面绘制钻孔位置标记,保证对钻孔位置标记准确。进而保证钻孔准确。
参见图1至图4,进一步地,在平联接头板100的板面绘制多条折弯线110包括:
根据平联接头板100的展开图,在平联接头板100的板面绘制多条折弯线110。
根据折弯前的平联接头板100的形状绘制的图纸,在平联接头板100的板面绘制多条折弯线110。保证折弯线110绘制准确,进而保证后续的折弯位置精确。从而保证平联接头板100与多个交汇的多个工型杆件300的端部对接准确。
参见图1至图4,进一步地,平联接头板100为多个,并且多个平联接头板100的形状相同;
使用先孔法对平联接头板100制孔包括:
在一个平联接头板100的板面标记钻孔位置;
将多个形状相同的平联接头板100叠放为一摞,并使一摞的多个平联接头板100的侧边对齐;
将标记钻孔位置的平联接头板100置于一摞的多个平联接头板100的顶端;
使用钻孔设备从标记钻孔位置的平联接头板100开始向下对一摞的多个平联接头板100钻孔。
利用将多个形状相同的平联接头板100叠放为一摞,并使一摞的多个平联接头板100的侧边对齐,然后将标记钻孔位置的平联接头板100置于一摞的多个平联接头板100的顶端;这样以标记钻孔位置的平联接头板100为钻孔基准,使用钻孔设备从标记钻孔位置的平联接头板100开始向下对一摞的多个平联接头板100钻孔。从而提高钻孔效率。使得钻孔设备在一次进给进行钻孔过程中就可以对一摞的多个平联接头板100实施钻孔作业。提高了批量钻孔的效率。
参见图1至图4,进一步地,将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定之后,还包括:
检查固定后的平联接头板100是否有翘曲变形部位;
火工矫正翘曲变形部位。
通过检查固定后的平联接头板100是否有翘曲变形部位,并对翘曲变形部位火工矫正,从而使得平联接头板100的各个部分的形状结构可以顺利的与相应的工型杆件300端部连接。从而保证平联接头板100与工型杆件300端部连接牢固,防止因为平联接头板100的翘曲变形部位在工型杆件300和钢梁200的同时挤压下容易出现应力集中而降低平联接头板100的寿命。使平联接头板100出现裂纹或断裂的情况。
参见图1至图4,进一步地,火工矫正所述翘曲变形部位之后,还包括:
重复上述步骤,使两个折弯后的平联接头板100的同一侧边缘120沿着各自的安装线210处的所述钢梁200固定,并且使固定后的两个平联接头板100相互平行设置;
将多个工型杆件300的端部与固定后的每个平联接头板100的多个不同区域连接;
其中,多个不同区域是由多条所述折弯线110将所述平联接头板100划分的多个不同区域。
这里的平联接头板100可以是两个并呈间距上下设置,平联接头板100整体可以沿着水平方向布置。使得工型杆件300端部的上横梁和下横梁分别与相应的上下两个平联接头板100连接。从而保证工型杆件300与钢梁200连接牢固。
参见图5,综上所述,本实施例的用于桥梁平联接头板的固定方法的全部步骤,包括:
S110、根据平联接头板100的展开图,在平联接头板100的板面绘制钻孔位置标记;
S120、根据钻孔位置标记在平联接头板100的板面钻孔;
S200、根据平联接头板100的展开图,在平联接头板100的板面绘制多条折弯线110;
S300、使用冷压方式将平联接头板100沿着相应的折弯线110折弯;
S400、在钢梁200表面标记安装线210,以使平联接头板100的一侧边缘120沿着安装线210处的钢梁200固定;
S500、将折弯后的平联接头板100一侧边缘120中的设定部位130与相对应的安装线210处的钢梁200焊接固定;
S610、对比折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210的重合情况;
S620、若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210不重合,则火工矫正平联接头板100的变形处,包括:
S621、火工矫正平联接头板100,并实时查看平联接头板100一侧边缘120中的剩余部位与相对应的安装线210之间的偏差;
S622、在平联接头板100一侧边缘120中的剩余部位与相对应的安装线210重合时,停止火工矫正平联接头板100;
S623、使用马板将平联接头板100的经过火工矫正处理后部位固定;
S624、使用点焊方式将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定;
S625、将马板拆下。
S630、若折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210重合,则将折弯后的平联接头板100一侧边缘120中的剩余部位与相对应的安装线210处的钢梁200焊接固定。
S710、检查固定后的平联接头板100是否有翘曲变形部位;
S720、火工矫正翘曲变形部位。
S810、重复上述步骤S110至S720,使两个折弯后的平联接头板100的同一侧边缘120沿着各自的安装线210处的所述钢梁200固定,并且使固定后的两个平联接头板100相互平行设置;
S820、将多个工型杆件300的端部与固定后的每个平联接头板100的多个不同区域连接;
其中,折弯线110至少为两条,设定部位130为相邻的两条折弯线110之间的平联接头板100一侧边缘120;平联接头板100的展开图为根据折弯前的平联接头板100的形状绘制的图纸;多个不同区域是由多条所述折弯线110将所述平联接头板100划分的多个不同区域。
虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
- 一种用于电路板便于压合固定装置及其使用方法
- 三角联板固定接头
- 一种用于地下硐室的桥机梁平移装置