一种动力机器套筒预埋件高精度预埋方法
文献发布时间:2024-01-17 01:18:42
技术领域
本发明涉及建筑工程施工领域,具体涉及一种动力机器套筒预埋件高精度预埋方法。
背景技术
常见的动力机器包括旋转式机器、往复式机器、冲击式机器、振动试验台、金属切削机床等。动力机器基础的稳定性是保证其有效运转的前提,基础中的预埋件是传递荷载及固定设备的重要构件,需按照设计要求的精度预制在钢筋混凝土基础内。基础预埋在工程安装领域被广泛应用,是建筑工程施工中的重要环节。
随着各种高精度、大型化设备大量应用,其设备基础也越来越复杂,预埋件预埋安装的精度要求也越来越高。一些大型、结构复杂、技术水平高、精密的动力机器,如汽轮机、发电机、压缩机、轧机、铸轧机、卷取机等,往往采用倒T型地脚螺栓,地脚螺栓外设有套筒,在倒T型地脚螺栓安装后再封堵,这种倒T型地脚螺栓的套筒,长度较长、重量较大、结构较复杂,一般数个套筒成组出现、数量多、定位精度要求高,需在设备基础施工时预埋。
大型动力机器在现场安装时,施工过程中存在许多外力因素会直接影响预埋件的偏位,易造成主体设备安装后无法与配套的设备正常衔接,个别预埋件几何尺寸偏位甚至会造成设备无法安装,从而给现场安装带来很大难度。因此,高精度预埋对大型动力机器安装质量起着决定性的作用。
发明内容
本发明的目的在于针对现有技术的不足之处,提供一种动力机器套筒预埋件高精度预埋方法,本发明可以控制倒T型地脚螺栓套筒预埋件在施工中的偏位,实现高精度预埋,解决现有技术中预埋精度达不到设计要求、进而影响动力机器安装质量的技术问题。
具体技术方案如下:
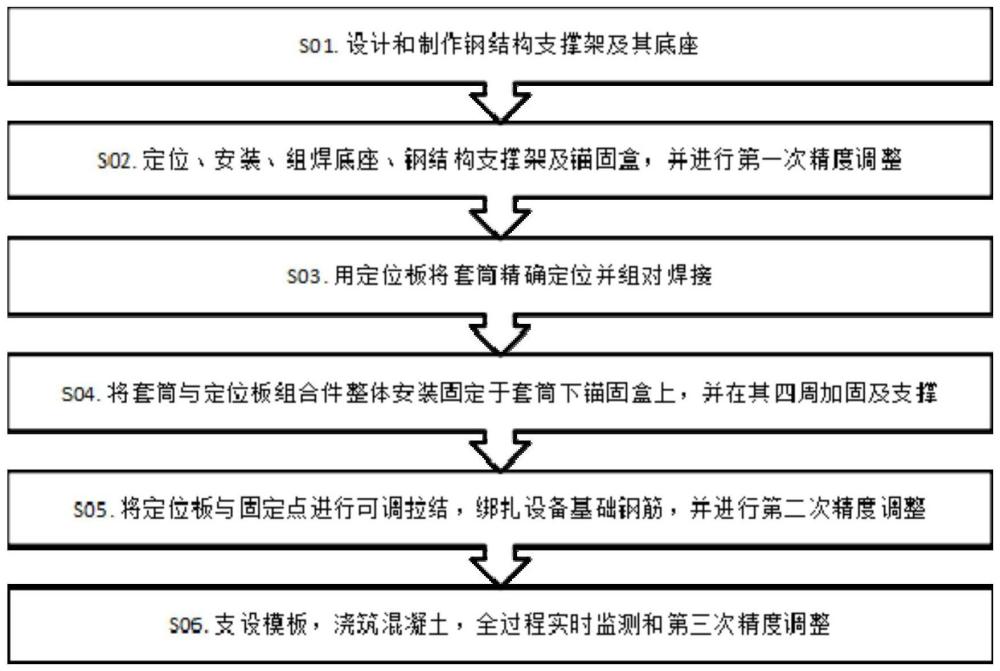
一种动力机器套筒预埋件高精度预埋方法,包括以下步骤:
S01、设计和制作钢结构支撑架及底座;
S02、将所述钢结构支撑架放置于动力机器的锚固盒的底部,将所述底座置于钢结构支撑架的底部,定位、安装、组焊所述底座、钢结构支撑架及锚固盒,并进行第一次精度调整;
S03、用定位板将套筒精确定位后将定位板与套筒组对焊接,形成所述套筒与所述定位板的组合件;
S04、将所述套筒与所述定位板的组合件整体安装固定于所述锚固盒上,并在组合件四周加固及支撑;
S05、将所述定位板与设备基础周边的固定点进行可调拉结,绑扎设备基础钢筋,并进行第二次精度调整;
S06、支设模板,浇筑混凝土,全过程实时监测并且进行第三次精度调整。
可选的,步骤S02中,根据所述锚固盒的设计位置,在设备基础的垫层或下承台施工时先行将所述底座定位预埋,待所述垫层或下承台混凝土养护达到设计强度后,再将所述钢结构支撑架的立柱焊接固定于所述底座上,并在所述钢结构支撑架上安装焊接所述锚固盒,然后进行第一次精度调整,符合要求后再在所述底座及所述立柱位置浇筑柱脚基础。
可选的,所述柱脚基础采用比所述设备基础更高强度的混凝土浇筑。
可选的,步骤S03中,先将所述定位板翻面置于托架上,再将所述套筒的上口与所述套筒的下口翻转,所述套筒的上口穿过所述定位板上的圆孔并伸出圆孔后与所述定位板采用环向角焊缝焊接固定,形成所述套筒与所述定位板的组合件。
可选的,所述定位板上开设有若干个排气孔。
可选的,所述定位板上固定安装有多个U型拉环。
可选的,所述定位板顶部设置有不少于3个的校准点。
可选的,步骤S04中,在所述钢结构支撑架的柱脚基础混凝土强度至少达到设计强度的80%后,将所述套筒与所述定位板的组合件整体吊装到所述锚固盒上,调整所述套筒与所述定位板的组合件安装的垂直度,将所述套筒的下口与所述锚固盒的顶部精确定位焊接固定,再在所述钢结构支撑架及套筒与所述定位板的组合件四周用槽钢或角钢支设横杆以及所述斜杆,所述横杆及所述斜杆与所述钢结构支撑架以及所述套筒焊接加固。
可选的,步骤S05中,利用所述定位板顶部的U型拉环,采用花篮螺栓和钢丝绳与所述设备基础周边的固定点进行拉结,利用所述花篮螺栓的调整实现可调拉结;然后绑扎设备基础钢筋,再进行第二次精度调整,符合要求后支设模板、整体浇筑设备基础混凝土。
可选的,步骤S06中,浇筑混凝土时同时进行全过程实时监测,通过在定位板的校准点上贴上反射片,用高精度数显全站仪或激光跟踪仪实时跟踪测量反射片中心的三维坐标,观察、记录和对比其前后数据变化,或与BIM模型中的三维坐标数据进行对比,当套筒预埋件的顶部标高、轴线位置偏移超过其设计允许误差时,利用花篮螺栓及时进行第三次精度调整。
与现有技术相比,本发明的有益效果为:
(1)本发明采用独立刚性支撑架作为预埋工装解决了动力机器套筒预埋容易偏位的问题,实现高精度预埋,支撑架在考虑套筒荷载影响的同时,将多个套筒连接成整体进行固定,保证了套筒的刚度及精度;支撑架焊接于事先预埋的底座上,独立于设备基础的钢筋绑扎及模板支撑体系,但又形成了稳定可靠的整体,减弱了混凝土浇筑振捣时的钢筋振动传导,确保了套筒的高精度预埋;
(2)支撑架等预埋工装因地制宜地选用施工现场常见材料制作,制作工艺简单、焊接固定方便、易于推广、有利于降本增效;
(3)支撑架柱脚重要部位施设小型混凝土基础先期加固,后又包裹在设备基础中,施工便捷,提高了支撑架的稳定性及抗冲击、抗振动的能力,施工效果良好;
(4)采用分阶段误差控制方法,加密测量复测密度,将套筒预埋的精度标准逐步落实,最终实现设计要求的高精度预埋,该工艺过程科学完善,可快速完成高精度预埋,误差小、精度高,用时少、工效高;
(5)借助高精度数显全站仪或激光跟踪仪实时跟踪测量,并进行最终调整定位,解决了测量精度控制的问题,有效保障了套筒的高精度预埋质量。
附图说明
图1为本发明实施例动力机器套筒预埋件高精度预埋方法的具体步骤示意图;
图2为本发明实施例动力机器套筒预埋件高精度预埋方法的钢结构支撑架的结构示意图;
图3为本发明实施例动力机器套筒预埋件高精度预埋方法中的底座的结构示意图;
图4为本发明实施例动力机器套筒预埋件高精度预埋方法中套筒预埋件整体示意图;
图5为本发明实施例动力机器套筒预埋件高精度预埋方法中步骤S02完成后的结构示意图;
图6为本发明实施例动力机器套筒预埋件高精度预埋方法中的定位板的结构示意图;
图7为本发明实施例动力机器套筒预埋件高精度预埋方法中步骤S03完成后的结构示意图;
图8为本发明实施例动力机器套筒预埋件高精度预埋方法中步骤S04完成后的示意图;
图9为本发明实施例动力机器套筒预埋件高精度预埋方法中步骤S05定位板与固定点拉结及调整的示意图。
附图中:1、钢结构支撑架;11、立柱;12、横梁;2、底座;21、底板;22、弯钩钢筋;3、锚固盒;4、定位板;40、圆孔;41、排气孔;42、U型拉环;43、校准点;44、托架;5、套筒;51、倒T型地脚螺栓;6、组合件;61、横杆;62、斜杆;7、设备基础;71、垫层或下承台;8、柱脚基础;9、固定点;91、钢丝绳;92、花篮螺栓;93、反射片。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
本发明提供的动力机器套筒预埋件高精度预埋方法,参照图1,包括以下步骤:
S01、设计和制作钢结构支撑架1及底座2;
S02、将钢结构支撑架1放置于动力机器的锚固盒3的底部,将底座2置于钢结构支撑架1的底部,定位、安装、组焊底座2、钢结构支撑架1及锚固盒3,并进行第一次精度调整;
S03、用定位板4将套筒5精确定位后将定位板4与套筒5组对焊接,形成套筒5与定位板4的组合件6;
S04、将套筒5与定位板4的组合件6整体安装固定于锚固盒3上,并在组合件6四周加固及支撑;
S05、将定位板4与设备基础7周边的固定点9进行可调拉结,绑扎设备基础钢筋,并进行第二次精度调整;
S06、支设模板,浇筑混凝土,全过程实时监测并且进行第三次精度调整。
其中,参照图2-图4,步骤S01中的钢结构支撑架1包括立柱11以及横梁12,根据动力机器的套筒5及锚固盒3等的荷载进行设计,钢结构支撑架1采用型钢材料组焊而成,并且钢结构支撑架1放置于锚固盒3的底部;底座2由底板21与弯钩钢筋22组焊而成,并且底座2置于钢结构支撑架1的底部;根据锚固盒3的设计布置,可设计制作单个锚固盒3的单独底座2和单独钢结构支撑架1,也可设计制作多个组合锚固盒3的组合底座2和组合钢结构支撑架1。
参照图5,在步骤S02中,根据动力机器锚固盒3的设计位置,在设备基础7的垫层或下承台71施工时先行将底座2定位预埋,待垫层或下承台71混凝土养护达到设计强度后,再将钢结构支撑架1的立柱11焊接固定于底座2上,并在钢结构支撑架1上安装焊接锚固盒3,然后进行第一次精度调整(采用水准仪、经纬仪或全站仪、垂直检测尺等测量钢结构支撑架1及锚固盒3的位置、标高、垂直度等数据,结合楔子、千斤顶等装置进行调整,使锚固盒3的位置、标高、垂直度误差符合其设计允许误差),符合要求后再在底座2及立柱11位置浇筑柱脚基础8。
另外,柱脚基础8的长、宽尺寸应大于底座2的长、宽尺寸,柱脚基础8采用比设备基础7更高强度的混凝土浇筑,可以加固柱脚基础8与底座2以及设备基础7的连接,使钢结构支撑架1稳定牢固地固定在底座2上。
参照图6和图7,步骤S03中,通过定位板4将套筒5精确定位并组对焊接,定位板4使用钢板材料,采用数控切割机精确下料制作,切割及组焊过程中严格控制温度,尽量降低由于热应力引起的翘曲、变形,必要时对其矫正以满足要求,定位板4的厚度δ2为套筒5壁厚δ1的1.5~3倍,定位板4在套筒5定位处开设有直径D1比套筒5外径D0大1~2mm的圆孔40,组对焊接时采用倒装法,先将定位板4翻面置于托架44上,再将套筒5上口与套筒5下口翻转,套筒5上口穿过定位板4上的圆孔40并伸出约100~150mm后与定位板4采用环向角焊缝焊接固定,形成套筒5与定位板4的组合件6。
参照图6,定位板4上开设有若干个直径D2≥50mm的排气孔41,以便于浇筑混凝土时振捣,有效避免在定位板4下形成空鼓。
参照图6,定位板4的顶部焊接有圆钢制成的U型拉环42,圆钢的直径φ≥定位板4的厚度δ2,U型拉环42高度约为200~250mm,布置于定位板4的四周,在设备基础7养护完毕后可气割拆除。
参照图6,定位板4顶部用十字刻痕标定有不少于3个的校准点43。
参照图8,步骤S04中,在钢结构支撑架1的柱脚基础8混凝土强度至少达到设计强度的80%后,翻转组焊好的套筒5与定位板4的组合件6,整体吊装到已安装好的锚固盒3上,调整套筒5与定位板4的组合件6安装的垂直度,将套筒5的下口与锚固盒3的顶部精确定位焊接固定,再在钢结构支撑架1及套筒5与定位板4的组合件6的四周用槽钢或角钢支设横杆61及斜杆62,横杆61及斜杆62与钢结构支撑架1及套筒5与定位板4的组合件6焊接加固,以提高其刚度和稳定性。
参照图9,步骤S05中,利用定位板4顶部的U型拉环42,采用花篮螺栓92和钢丝绳91与设备基础7周边的固定点9进行拉结,利用花篮螺栓92的调整实现可调拉结;然后绑扎设备基础7钢筋(绑扎设备基础7钢筋,应注意避开钢结构支撑架1、柱脚基础8、横杆61、斜杆62、定位板4或套筒5、锚固盒3等,根据实际情况灵活调整钢筋间距及位置,避免在钢结构支撑架1、横杆61、斜杆62、定位板4或套筒5、锚固盒3等上绑扎或施焊钢筋),再进行第二次精度调整(采用水准仪、经纬仪或全站仪、垂直检测尺等测量定位板4的平面度、套筒5及锚固盒3与定位板4的垂直度、套筒5的轴线方位等数据,结合楔子、千斤顶、花篮螺栓92等进行调整,使套筒5的顶部标高、垂直度、轴线位置的误差符合其设计允许误差),符合要求后支设模板、整体浇筑设备基础7混凝土。
步骤S06中,设备基础7整体浇筑混凝土,实行应分层浇筑、及时振捣,每层厚度在300~500mm,混凝土倾倒时,多点倾倒并迅速向四周均匀摊开,不得持续从一个方向倾倒,应避免对钢结构支撑架1、横杆61、斜杆62、定位板4或套筒5、锚固盒3等造成冲击或发生侧向位移;振捣过程中,应特别注意防止振捣棒碰击钢结构支撑架1、横杆61、斜杆62、定位板4或套筒5、锚固盒3等;浇筑混凝土时还应进行全过程实时监测(在定位板4的校准点43上贴上反射片93,用高精度数显全站仪实时跟踪测量反射片93中心的三维坐标或者使用高精度激光跟踪仪实时追踪测量定位板4上校准点43的三维坐标,观察、记录和对比其前后数据变化,或与BIM模型中的三维坐标数据进行对比)和第三次精度调整(根据实时监测校准点43的三维坐标的对比数据,当套筒5的顶部标高、轴线位置偏移超过其设计允许误差时,利用花篮螺栓92及时调整)。
此外,设备基础7混凝土浇筑完、终凝前立即进行一次复测,复测的方法与浇筑时实时监测方法相同,一旦发现有超过允许误差的变化,及时采用与第三次精度调整相同的方法最终调整定位,设备基础7混凝土达到设计强度后气割掉凸出混凝土顶面的U型拉环42,拆除钢丝绳91、花篮螺栓92和拉结的固定点9。
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
- 一种提高混凝土预制件生产中套筒预埋效率的方法
- 一种基于隧道管片模数布置的预埋套筒安装方法及系统
- 一种不锈钢预埋套筒
- 一种高精度大型天线的预埋基础及基础预埋结构和预埋件
- 一种用于脚手架连接的预埋件、预埋工具、预埋固定结构及其预埋施工方法