具有热扩散包装的加热式气溶胶生成制品
文献发布时间:2023-06-19 09:23:00
本申请是原始中国专利申请号201480064049.1,申请日2014年12月4日,发明名称“具有热扩散包装的加热式气溶胶生成制品”的分案申请。
技术领域
本说明书涉及一种与包括加热元件的气溶胶生成装置一起使用的加热式气溶胶生成制品,所述制品(例如)在与火焰接触时具有较低点燃倾向。本说明书还涉及具有较低点燃倾向的条。
背景技术
气溶胶形成基质(例如含有烟草的基质)在其中被加热而非燃烧的气溶胶生成制品在此项技术中为已知的。此类加热式气溶胶生成制品的目的是减少常规卷烟中烟草燃烧和热降解所产生的已知有害烟气成分。当用户将在卷烟的一个端部点火并通过另一个端部抽吸空气时,常规卷烟被点燃由火焰提供的局部热度和通过卷烟抽吸的空气中的氧气导致卷烟的所述端被点燃,且产生的燃烧生成可吸入的烟雾。与之相比,在加热式气溶胶生成制品中,通常通过将热量从热源传递到物理上分离的气溶胶形成基质或材料而生成可吸入的气溶胶,所述气溶胶形成基质或材料可位于热源内、热源周围或热源下游。在消耗期间,挥发性化合物通过来自热源的热传递从气溶胶形成基质释放并且夹带在通过气溶胶生成制品抽吸的空气中。当所释放的化合物冷却时,它们冷凝以形成被消费者吸入的气溶胶。
包含通过加热而非燃烧生成气溶胶的烟草的加热式气溶胶生成制品在此项技术中为已知的。举例来说,WO2013/102614公开一种气溶胶生成系统,其包含加热式气溶胶生成制品和具有用于加热加热式气溶胶生成制品以产生气溶胶的加热器的气溶胶生成装置。
发明内容
用作加热式气溶胶生成制品中的气溶胶形成基质的部分的烟草经设计以在被加热时而不是在燃烧时产生气溶胶。因此,这种烟草通常含有高等级的气溶胶形成物,例如丙三醇或丙二醇。如果用户点燃加热式气溶胶生成制品且将其当做常规卷烟一般的吸食,那么那个用户将得不到预期的用户体验。需要制造具有较低火焰点火倾向的加热式气溶胶生成制品。优选的是,这种加热式气溶胶生成制品在试图以传统卷烟的方式用点火器(例如火焰)点燃制品时将难以被点燃。
可提供一种包括气溶胶形成基质的加热式气溶胶生成制品,所述气溶胶形成基质由导热片材径向包围。所述加热式气溶胶生成制品与包括加热元件的电动操作的气溶胶生成装置一起使用。在将热源(例如,火焰或其它卷烟点火器)施加至气溶胶形成基质时,包围气溶胶形成基质的导热材料从与热源的接触点带走一部分热。因此,需要供应更多热能以使气溶胶形成基质的温度上升到其燃点。这减少气溶胶形成基质的点燃倾向。因此,导热材料可以充当导热火焰屏障,以用于扩散热量并降低吸烟者通过将火焰或其它点火源施加至气溶胶生成制品而点燃气溶胶形成基质的风险。加热式气溶胶生成制品不是包括可燃热源的气溶胶生成制品。
优选的是,气溶胶生成制品是吸烟制品,其生成通过用户的口直接可吸入用户的肺中的气溶胶。更优选的是,气溶胶生成制品是吸烟制品,其生成通过用户的口直接可吸入用户的肺中的含尼古丁气溶胶。
如本文中所使用的,术语“气溶胶生成装置”用于说明与气溶胶生成制品的气溶胶形成基质相互作用以生成气溶胶的装置。优选地,气溶胶生成装置是吸烟制品,其与气溶胶生成制品的气溶胶形成基质相互作用以生成通过用户的口直接可吸入用户的肺中的气溶胶。气溶胶生成装置可以是用于吸烟制品的保持器。
为免生疑问,使用术语‘加热元件’来表示一或多个加热元件。
优选的是,导热材料为不易燃材料。优选的是,导热材料为金属箔,例如铝箔。导热材料可包括金属箔,例如铝箔。举例来说,导热材料可以是包括铝箔和第二材料(例如,纸或均质烟草)的共层压片材。铝箔自身或作为共层压片材中的层为高效导热体。
加热式气溶胶生成制品可包括多个元件,包含装配在包装材料(例如,卷烟纸)内以形成条的气溶胶形成基质。导热片材可位于卷烟纸内。也就是说,导热片材可经布置以径向包围气溶胶形成基质,且被径向包围的气溶胶形成基质装配在包装材料内。或者,导热片材可径向地在包装材料外部。也就是说,气溶胶形成基质可装配在包装材料内,且随后导热片材包围气溶胶形成基质和包装材料的至少一部分两者。
加热式气溶胶生成制品可呈条的形式,所述条具有口端和在口端上游的远端,其中导热材料的一部分覆盖条的远端。
加热式气溶胶生成制品可呈条的形式,所述条具有口端和在口端上游的远端,其中间隔元件位于气溶胶形成基质上游的条内。
加热式气溶胶生成制品可呈条的形式,所述条具有口端和在口端上游的远端,其中气溶胶形成基质位于条的远端。
在加热式气溶胶形成制品的优选实施例中,气溶胶形成基质可包括由包装材料包围的气溶胶形成材料的聚集片材。包装材料可为导热片材。气溶胶形成材料的聚集片材可为烟草片材,例如,均质烟草片材。
气溶胶形成基质可形成为去筋烟叶的条,且去筋烟叶的条可由导热片材包围。
加热式气溶胶生成制品优选的是与气溶胶生成装置一起使用,所述气溶胶生成装置包括用于插入加热式气溶胶生成制品的远端中的可插入加热元件。可使加热元件与气溶胶生成制品内的气溶胶形成基质形成接触,而导热材料提供对使用外部点火源(例如,火焰)点燃气溶胶形成制品的一定缓和。
气溶胶形成基质可呈条的形式,所述条包括气溶胶形成材料。可提供包括由包装材料包围的气溶胶形成材料的聚集片材的条,其中包装材料为导热片材。这种条可装配在卷烟纸或其它合适材料内作为气溶胶生成制品的气溶胶形成基质。
包围气溶胶形成材料的聚集片材的包装材料可为金属箔,或可包括金属箔。举例来说,包装材料可为铝箔或包括铝箔层的共层压片材。
优选的是,气溶胶形成片材包括烟草,例如可被分类为均质烟草、复原烟草或落叶烟草的烟草。
优选的是,聚集片材沿条的基本整个条长度且横跨条的基本整个横向横截面积延伸。
如上文所描述的条作为加热式气溶胶生成制品的组件可为尤其有利的。与传统纸包装材料相比,导热包装材料具有增加的导热性,这使得导热包装材料更难以被点燃。因此,当这种条形成气溶胶生成制品的部分时,将火焰施加于这种条的用户可能会感到很难点燃气溶胶形成材料。因此不鼓励用户以非预期方式抽吸食雾生成制品。
优选的是,根据本说明书的条具有基本一致的横截面。
根据本说明书的条可取决于其预期用途而经制造成具有不同尺寸。
举例来说,根据本说明书的条可取决于其预期用途而具有在约5mm与约10mm之间的直径。
举例来说,根据本说明书的条可取决于其预期用途而具有在约5mm与约150mm之间的条长度。
在优选实施例中,根据本说明书的用于加热式气溶胶生成制品中的气溶胶形成基质的条可具有在约5mm与约20mm(或约30mm)之间的条长度。
根据本说明书的具有所要单位条长度的条可通过以下方式产生:形成具有多重单位条长度的条,且随后将具有多重单位条长度的条切割或以其它方式分割成具有所需单位条长度的多根条。
举例来说,具有约15mm条长度的用作加热式气溶胶生成制品中的气溶胶形成基质的条可通过以下方式产生:形成具有约150mm条长度的条,且随后将细长条切断成具有约15mm条长度的十根条。
如本文中所使用,术语‘条’用于表示具有基本圆形、卵形或椭圆形横截面的大致为圆柱体的元件。
如本文中所使用,术语‘片材’表示层状元件,其具有的宽度和长度显著大于其厚度。片材的宽度大于10mm,优选的是大于20mm或30mm。
如本文中所使用,术语“共层压片材”表示由两个或两个以上与彼此紧密接触的材料层形成的单一片材。
如本文中所使用,术语“气溶胶形成材料”表示在加热时能够释放挥发性化合物以生成气溶胶的材料。气溶胶形成基质可包含气溶胶形成材料或由气溶胶形成材料构成。
如本文中所使用,术语‘条长度’表示在如本文中所描述的条的圆柱轴方向上的尺寸。
如本文使用的,术语‘均质烟草材料’指示通过使颗粒烟草聚结来形成的材料。
如本文中所使用,术语‘聚集的’表示烟草材料的片材与条的圆柱轴基本横向地缠绕、折叠或以其它方式压缩或收缩。
当本文中所使用,术语“上游”和“下游”用于描述如本文中描述的气溶胶生成制品的元件或元件的部分相对于用户在气溶胶生成制品的使用期间对其进行抽吸的方向的相对位置。
气溶胶形成材料的聚集片材可为纹理化的片材。使用材料的纹理化片材可有利地促进片材聚集以形成如本文中所描述的条。
当在本文中使用时,术语“纹理化片材”表示已折皱、凸印、凹印、穿孔或以另外方式变形的片材。材料的纹理化片材可包含多个间隔开的压痕、凸起、穿孔或其组合。
如本文中所使用,术语‘卷曲片材’预期与术语‘起皱片材’同义,且表示具有多个基本平行的嵴或波纹的片材。
本领域已提出其中的气溶胶形成基质被加热而非燃烧的多种气溶胶生成制品。通常,在加热式气溶胶生成制品中,通过从热源(例如化学热源、电热源或可燃热源)到在物理上分离的气溶胶形成基质的热传递而产生气溶胶,所述气溶胶形成基质可位于热源内、热源周围或热源下游。
如本文中所使用,术语‘气溶胶形成基质’表示由气溶胶形成材料构成或包含气溶胶形成材料的基质,所述气溶胶形成材料在加热时能够释放挥发性化合物以生成气溶胶。
如本文中所描述的条尤其适合于用作加热式气溶胶生成制品的气溶胶形成基质。加热式气溶胶生成制品中的气溶胶形成基质通常在长度上显著短于用于常规点燃端部式吸烟制品中的可点燃抽吸材料条。
在一个实施例中,如本文中所描述的条可用作包含可燃热源和位于可燃热源下游的气溶胶生成基质的加热式气溶胶生成制品中的气溶胶形成基质。
举例来说,本文中所描述的条可用作WO-A-2009/022232中公开的加热式气溶胶生成制品类型中的气溶胶生成基质,所述加热式气溶胶生成制品包含可燃的基于碳的热源、位于可燃热源下游的气溶胶生成基质,和围绕可燃的基于碳的热源的后部部分和气溶胶生成基质的相邻前部部分且与所述后部部分和邻近的前部部分相接触的导热元件。然而,将了解,如本文中所描述的条也可用作包含具有其它构造的可燃热源的加热式气溶胶生成制品中的气溶胶生成基质。
在另一实施例中,如本文中所描述的条可用作用于电动操作的气溶胶生成系统的加热式气溶胶生成制品中的气溶胶生成基质,在所述电动操作的气溶胶生成系统中,加热式气溶胶生成制品中的气溶胶生成基质由电热源加热。优选的是,如本文中所描述的气溶胶生成制品也与电动操作的气溶胶生成系统一起使用,其中加热式气溶胶生成制品的气溶胶生成基质由电热源加热。这种加热式气溶胶生成制品时常在末端构建有气溶胶形成基质。因此,用户可能不注意地以传统方式来点燃制品。气溶胶形成基质由导热片材包围的加热式气溶胶生成制品的降低的易燃性可有利地阻止吸烟者尝试点燃制品。
例如,本文中所描述的条可用作EP-A-0 822 670中公开的加热式气溶胶生成制品类型中的气溶胶生成基质。
可提供包含电动操作的气溶胶生成设备和与所述设备一起使用的气溶胶生成制品的系统。气溶胶生成制品为如本文中所描述的任何加热式气溶胶生成制品。
气溶胶生成制品的优选实施例包括均质烟草材料的聚集片材作为气溶胶形成基质。在某些实施例中,均质烟草片材可具有干重重量百分比至少约40%或干重重量百分比至少约50%的烟草含量。在其它实施例中,均质烟草片材可具有干重重量百分比约70%或70%以上的烟草含量。使用具有较高烟草含量的均质烟草片材有利地生成具有增强的烟草香味的气溶胶。
均质烟草片材可包括一或多种固有粘合剂(即烟草内源粘合剂)、一或多种外部粘合剂(即烟草外源粘合剂)或其组合,以帮助颗粒烟草聚结。替代地或另外地,均质烟草片材可包括其它添加剂,包含但不限于烟草和非烟草纤维、气溶胶形成剂、保湿剂、增塑剂、调味剂、填充剂、水性溶剂和非水性溶剂及其组合。
包含在均质烟草片材中的合适的外部粘合剂是本领域已知的,并且包含但不限于:树胶,例如瓜尔胶、黄原胶、阿拉伯树胶和刺槐豆胶;纤维素粘合剂,例如羟丙基纤维素、羧甲基纤维素、羟乙基纤维素、甲基纤维素和乙基纤维素;多糖,例如淀粉,有机酸,例如藻酸,有机酸的共轭碱盐,例如藻酸钠,琼脂和胶质;及其组合。
均质烟草材料可包含干重重量百分比在约1%与约5%之间的非烟草纤维。
包含在均质烟草片材中的合适的气溶胶形成剂和保湿剂为本领域中已知的,且包含但不限于:多元醇,例如三甘醇、1,3-丁二醇和甘油;多元醇的酯,例如甘油单、二或三乙酸酯;以及一元、二元或多元羧酸的脂族酯,例如十二烷二酸二甲酯和十四烷二酸二甲酯。
举例来说,均质烟草片材可具有干重重量百分比在约5%与约30%之间的气溶胶形成剂含量。优选的是,加热式气溶胶生成制品可包含具有大于5%至约30%的气溶胶形成剂含量的均质烟草。优选的是,气溶胶形成剂可为甘油。
优选的是,用于形成如本文中所描述的加热式气溶胶生成制品或条的均质烟草片材由通常包括以下步骤的浇铸工艺类型形成:将包括颗粒烟草和一或多种粘合剂的浆料浇铸到传送带或其它支承表面上,使铸型浆料干燥以形成均质烟草片材,以及从支承表面移除均质烟草片材。
举例来说,在某些实施例中,均质烟草片材通过浇铸过程由包括颗粒烟草、瓜尔胶、纤维素纤维和甘油的浆料形成。
可使用用于使过滤器丝束、纸和其它材料纹理化的合适已知机器来纹理化均质烟草片材。
举例来说,可使用CH-A-691156中所述类型的卷曲单元使均质烟草片材卷曲,所述卷曲单元包括一对可旋转的卷曲辊。然而,应了解,可使用使均质烟草片材变形或穿孔的其他合适的机器和工艺来纹理化均质烟草片材。
优选的是,用于本文中所描述的条的烟草片材具有至少约25mm的宽度。在某些实施例中,片材可具有在约25mm与约300mm之间的宽度。优选的是,片材具有至少约50μm到约300μm的厚度。
在某些实施例中,个别片材可具有在10μm与约250μm之间的厚度。在某些实施例中,均质烟草片材可具有约100g/m
可提供一种形成如本文中所描述的条的方法。这种条可用作加热式气溶胶生成制品中的气溶胶形成基质。所述方法可包括下述步骤:提供包括气溶胶形成材料的连续片材;相对于片材的纵轴横向地聚集片材;用包装材料包围聚集片材以形成连续条,并且将连续条切断成多根不连续的条。气溶胶形成材料可为上文所描述的任何气溶胶形成材料,且优选的是为均质烟草。在某些实施例中,包装材料为上文所描述的任何导热材料,且优选的是为铝箔。
所述方法可进一步包括使连续片材纹理化。举例来说,所述方法可包括在聚集连续片材之前使所述连续片材卷曲、凸印、穿孔或以其它方式纹理化。
加热式气溶胶生成制品和条的实施方案可以是如以下任一条款中所述的那样:
1.一种与包括加热元件的电动操作的气溶胶生成装置一起使用的加热式气溶胶生成制品,所述气溶胶生成制品包括由导热片材径向包围的气溶胶形成基质。
2.根据条款1所述的加热式气溶胶生成制品,其包括多个元件,包含装配在卷烟纸内以形成条的所述气溶胶形成基质、位于所述卷烟纸内的所述导热片材。
3.根据条款1所述的加热式气溶胶生成制品,其包括多个元件,包含装配在卷烟纸内以形成条的所述气溶胶形成基质、位于所述卷烟纸径向外部的所述导热片材。
4.根据任一前述条款所述的加热式气溶胶生成制品,其呈条的形式,所述条具有口端和在所述口端上游的远端,其中所述导热材料的一部分覆盖所述条的所述远端。
5.根据任一前述条款所述的加热式气溶胶生成制品,其呈条的形式,所述条具有口端和在所述口端上游的远端,其中间隔元件位于所述气溶胶形成基质上游的所述条内。
6.根据条款1至3中任一项所述的加热式气溶胶生成制品,其呈条的形式,所述条具有口端和在所述口端上游的远端,其中所述气溶胶形成基质位于所述条的所述远端。
7.根据条款1、2、4、5或6中任一项所述的加热式气溶胶形成制品,其中所述气溶胶形成基质包括由包装材料包围的气溶胶形成材料的聚集片材,所述包装材料为所述导热片材。
8.根据任一前述条款所述的加热式气溶胶生成制品,其中所述导热片材为金属箔或包括金属箔。
9.根据条款8所述的加热式气溶胶生成制品,其中所述导热片材为通过金属箔与纸共层压形成的片材,或通过金属箔与复原烟草共层压形成的片材。
10.根据条款8或9所述的加热式气溶胶生成制品,其中所述金属箔为铝箔。
11.根据任一前述条款所述的加热式气溶胶生成制品,其与气溶胶生成装置一起使用,所述气溶胶生成装置包括用于插入所述加热式气溶胶生成制品的远端中的可插入加热元件。
12.根据任一前述条款所述的加热式气溶胶生成制品,其中所述导热材料充当导热火焰屏障,以用于扩散热量和降低吸烟者通过将火焰施加至所述气溶胶生成制品而点燃所述气溶胶形成基质的风险。
13.一种包括由包装材料包围的气溶胶形成材料的聚集片材的条,其中所述包装材料为导热片材。
14.根据条款13所述的条,其中所述导热片材为金属箔或包括金属箔。
15.根据条款13或14所述的条,其中所述导热片材为通过金属箔与纸共层压形成的片材,或通过金属箔与复原烟草共层压形成的片材。
16.根据条款13至15中任一项所述的条,其中所述气溶胶形成片材包括烟草。
17.根据条款13至16中任一项所述的条,其中所述气溶胶形成片材为均质烟草材料或包括均质烟草材料。
18.根据条款13至17中任一项所述的条,其中所述气溶胶形成片材在聚集之前经纹理化。
19.根据条款13至18中任一项所述的条,其包括与所述气溶胶形成片材聚集在一起且由包装材料包围的第二片材。
20.一种加热式气溶胶生成制品,其包括根据条款13至19中任一项所述的条。
附图说明
将参照附图仅通过举例方式进一步描述具体实施例,在所述附图中:
图1展示根据具体实施例的用于形成条的设备的示意性横截面;
图2示出如本文中所描述的气溶胶生成制品的实例;
图3示出如本文中所描述的气溶胶生成制品的替代实施例;
图4示出如本文中所描述的气溶胶生成制品的替代实施例;
图5示出了包括电操作的气溶胶生成装置和如图2中示出的气溶胶生成制品的气溶胶生成系统;和
图6是图5中示出的电操作的气溶胶生成装置的示意性横截面图解。
具体实施方式
图1中所展示的设备一般包括:用于提供均质烟草片材的供应设备;用于使连续片材卷曲的卷曲设备;用于聚集连续卷曲片材并且用导热铝箔包装材料包围聚集材料以形成连续条的条形成设备;以及用于将连续条切断成多根不连续条的切割设备。所述设备还包括运输设备,其用于将材料的连续片材从供应设备经由卷曲设备向下游运输通过设备到条形成设备。
如图1中所展示,用于提供连续片材的供应设备包括安装在筒管4上的均质烟草的连续片材2。卷曲设备包含一对可旋转卷曲辊6。在使用中,从第一筒管4抽取均质烟草的连续片材2,并且经由一系列导向辊和张力辊,通过运输机制向下游运输至所述一对卷曲辊6。当均质烟草的连续片材2在所述一对卷曲辊6之间进料时,卷曲辊接合片材2并且使片材2卷曲,以形成均质烟草的连续卷曲片材8,其具有与通过设备的片材的纵向轴线基本平行的多个间隔开的嵴或波纹。
将均质烟草材料的连续卷曲片材8从所述一对卷曲辊6向下游朝向条形成设备运输,且通过汇聚漏斗或喇叭(horn)10进料。汇聚漏斗10相对于其纵向轴线横向地聚集均质烟草的连续片材8。当片材8经过汇聚漏斗10时,它呈现基本圆柱形配置。
当离开汇聚漏斗10时,均质烟草的聚集片材包装在铝箔的连续片材12中。铝箔的连续片材从筒管14进料,并且通过循环带式输送机或配件(garniture)包围在均质烟草材料的聚集连续卷曲片材周围。如图1中所展示,条形成设备包括胶粘剂应用设备16,其将胶粘剂涂覆于铝箔的连续片材的纵向边缘之一,以便当铝箔的连续片材的相对纵向边缘形成接触时,它们彼此粘附以形成连续条。
条形成设备进一步包括在胶粘剂应用设备16下游的干燥设备18,在使用中,当连续条从条形成设备向下游运输到切割设备时,所述干燥设备18使应用于连续条的接缝的胶粘剂干燥。
切割设备包含旋转切割机20,其将连续条切断成具有单位条长度或多重单位条长度的多根不连续条。
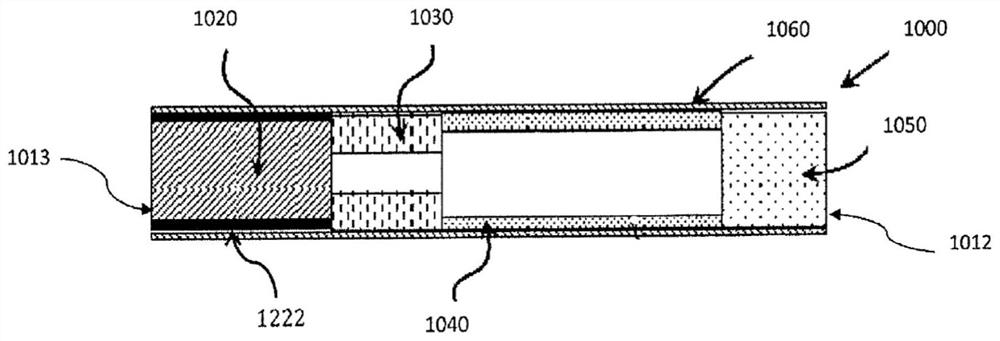
图2示出包括如本文中所描述的条的加热式气溶胶生成制品1000的实施例。制品1000包括四个元件:气溶胶形成基质1020、中空醋酸纤维素管1030、间隔元件1040和烟嘴过滤器1050。这四个元件序贯地且以同轴对准排列,并且由卷烟纸1060装配,以形成气溶胶生成制品1000。制品1000具有用户在使用期间插入他或她的口腔中的口腔端部1012,和位于与口腔端部1012相对的制品的端部的远处端部1013。图2中所示的气溶胶生成制品的实施例尤其适合于与包含用于加热气溶胶形成基质的加热器的电动操作的气溶胶生成设备一起使用。
在组装时,制品1000的长度约为45毫米且具有约7.2毫米的外直径和约6.9毫米的内直径。
气溶胶形成基质1020包括由包装在铝箔1222中以形成塞的均质烟草的卷曲和聚集片材形成的条。用户可能不经意地通过将火焰应用于远处端部1013而尝试点燃气溶胶形成基质1020,且立即通过口承件抽吸空气。如果发生这种情况,气溶胶形成基质的铝箔成分将迅速沿气溶胶形成基质的径向末端扩散热量,借此使得更难以将均质烟草成分升温到其燃点。此较低的点燃倾向足以使用户放弃尝试点燃制品。
图2所示的气溶胶生成制品1000经设计为与气溶胶生成设备接合以便使用。这种气溶胶生成设备包括将气溶胶形成基质1020加热到足够温度以形成气溶胶的设备。通常,气溶胶生成设备可包含围绕气溶胶生成制品1000邻近气溶胶形成基质1020的加热元件或插入气溶胶形成基质1020中的加热元件。
在接触气溶胶生成设备后,用户靠近吸烟制品1000的口腔端部1012,且气溶胶形成基质1020倍加热到约375摄氏度的温度。在此温度下,挥发性化合物从气溶胶形成基至1020的落叶烟草片材散发出。这些化合物凝结以形成气溶胶。气溶胶经抽吸通过过滤器1050并进入吸烟者的口腔。
图3示出气溶胶生成制品的替代配置。制品2000包括四个元件:气溶胶形成基质2020、中空醋酸纤维素管2030、间隔元件2040和烟嘴过滤器2050。这四个元件序贯地且以同轴对准排列,并且由卷烟纸2060装配以形成气溶胶生成制品2000。制品2000具有吸烟者在使用期间插入他或她的口腔中的口端2012,和位于与口端2012相对的制品的端部的远端2013。气溶胶形成基质2020包括由包装在过滤纸中以形成塞的均质烟草的卷曲和聚集片材形成的条。铝箔片材2222包围卷烟纸2060外部的气溶胶形成基质。
图4示出气溶胶生成制品5000的另一替代配置。气溶胶生成制品5000包含以同轴对准布置的四个元件:气溶胶形成基质5020,支撑元件5030,气溶胶冷却元件5040,和口承件5050。这四个元件依序排列且由外部包装纸5060包围以形成气溶胶生成制品5000。气溶胶冷却元件5040充当如关于图2所描述的间隔元件以及气溶胶冷却元件。气溶胶形成基质5020包括由包装在铝箔5222中以形成塞的均质烟草的卷曲和聚集片材形成的条。气溶胶生成制品5000具有近侧端部或口腔端部5070,以及定位于气溶胶生成制品5000与口腔端部5070相对端部处的远侧端部5080,使用者在使用期间将所述近侧端部或口腔端部5070插入他或她的口中。
图5示出电动操作的气溶胶生成系统3000的部分,所述电动操作的气溶胶生成系统利用加热片3100来加热气溶胶生成制品1000、2000、5000的气溶胶生成基质1020。加热片安装在电动操作的气溶胶生成装置3010的气溶胶制品接纳室内。气溶胶生成装置定义用于允许空气流动到气溶胶生成制品1000的多个空气孔3050。空气流动通过图5上的箭头指出。气溶胶生成装置包括图6中示出的电源和电子产品。图5的气溶胶生成制品1000如上文关于图2所描述。
在图6中,气溶胶生成装置3010的组件以简化方式进行展示。特别地,气溶胶生成装置3010的组件在图6中未按比例描绘。对于实施例理解无关的部件已省略以简化图6。
如图6中所展示,气溶胶生成装置3010包括壳体6130。加热元件6120安装在壳体6130内的气溶胶生成制品接纳室内。气溶胶生成制品1000(通过图6中的虚线展示)插入气溶胶生成装置3010的壳体6130内的气溶胶生成制品接纳室内,以使得加热元件6120直接插入气溶胶生成制品1000的气溶胶形成基质1020内。
在壳体6130内,存在电源6140,例如可再充电锂离子电池。控制器6150连接至加热元件6120、电源6140和用户接口6160,例如按钮或显示屏。控制器6150控制供应给加热元件6120的动力,以便调节其温度。
如上所述的示例性实施例非为限制性的。在上文所论述的示例性实施例的基础上,与上述示例性实施例相符的其它实施例现在对于本领域普通技术人员来说是明显的。