一种热继电器流水线装配生产方法
文献发布时间:2023-06-19 09:55:50
技术领域
本发明涉及热继电器技术领域,具体的说是一种热继电器流水线装配生产方法。
背景技术
热继电器的工作原理是电流入热元件的电流产生热量,使有不同膨胀系数的双金属片发生形变,当形变达到一定距离时,就推动连杆动作,使控制电路断开,从而使接触器失电,主电路断开,实现电动机的过载保护,热继电器作为电动机的过载保护元件,以其体积小,结构简单、成本低的优点在生产中得到了广泛应用。
热继电器下壳内安装零件后,需要将热继电器上壳与热继电器下壳进行组装,但是在实际组装还普遍存在以下问题:
(1)在对热继电器上壳与热继电器下壳进行组装之前,需要将热继电器上壳和热继电器下壳放置在指定位置,以及在组装完成后需要将热继电器取下,在其过程中组装机器需要停止工作,因此浪费较多的时间,从而影响工作效率;
(2)在对热继电器上壳和热继电器下壳进行固定以及对热继电器的运输需要人工配合机器完成,因此工厂需要花钱雇佣工人,从而提高了组装成本。
为了解决上述问题,本发明提供了一种热继电器流水线装配生产方法。
发明内容
为了实现上述目的,本发明采用以下技术方案来实现:一种热继电器流水线装配生产方法,该热继电器流水线装配生产方法采用如下热继电器流水线装配生产设备,该热继电器流水线装配生产设备包括输送装置、安装架和组合装置;输送装置中间前后对称设置有安装架,安装架下端面均安装在地面上,组合装置安装在安装架上端中部;
所述的输送装置包括环形挡板、输送带、主动轮、从动轮、间歇电机、匚形架、连接轴、转动轴和输送机构,环形挡板前后对称设在地面上,环形挡板之间通过滑动配合方式设置有输送带,输送带外壁沿其周向方向均匀开设有安装槽,输送带左侧内壁与主动轮左侧外壁相贴合,输送带右侧内壁与从动轮右侧外壁相贴合,主动轮固定套设在连接轴外壁,连接轴前端与间歇电机的输出轴相连接,间歇电机的固定端通过电机座安装在匚形架前端内壁,匚形架后端安装在前侧环形挡板的前端面上,匚形架为开口向后设置,连接轴后端与输送机构相连接,从动轮固定套设在转动轴外壁,转动轴前端通过转动配合方式与前侧环形挡板的后端面相连接,转动轴后端通过转动配合方式与后侧环形挡板的前端面相连接;具体工作时,通过工作人员或者机器将热继电器的上壳一一放置在传输带上的放置槽内,以及将热继电器的下壳一一放置在输送带上的安装槽内,间隙电机启动,间隙电机的输出轴通过连接轴带动主动轮和主动转轮转动,通过主动轮与从动轮外壁均与输送带相贴合以及主动转轮与从动转轮外壁均与传输带内壁相贴合,通过间歇电机转动带动输送带与传输带移动从而带动热继电器的上壳与热继电器的下壳间歇移动;
所述的组合装置包括安装板、移动气缸、驱动板、固定夹具、移动夹具和伸缩支撑板,安装板下端均与安装架上端相连接,安装板上端面中部开设有安装孔,移动气缸的固定端外壁与安装孔内壁相连接,移动气缸的伸缩端与驱动板上端面相连接,前侧的环形挡板上端安装有伸缩支撑板,伸缩支撑板的伸缩端与驱动板的下端面相连接,驱动板的下端面与安装槽相对应位置安装有固定夹具,驱动板的下端面与放置槽相对应位置安装有活动夹具;具体工作时,移动气缸启动,移动气缸的伸缩端通过驱动板带动固定夹具和移动夹具向下移动,通过固定夹具将下方对应的热继电器的下壳进行夹紧,通过移动夹具将下方对应的热继电器的上壳进行夹紧后,再通过移动气缸带动固定夹具和移动夹具向上移动至原位,驱动板带动移动气缸向固定夹具一侧移动,移动至热继电器的上壳与热继电器的下壳对应相贴合后,通过现有的通过现有的设备使用螺钉对热继电器的上壳与下壳固定装配,装配完成后,移动夹具移动至原先位置,移动气缸向下移动,移动夹具将热继电器松开放置在输送带上。
使用上述热继电器流水线装配生产设备对热继电器进行装配的方法包括如下步骤:
S1、设备检查:在启用该热继电器流水线装配生产设备对热继电器进行装配之前,对设备运行进行检查;
S2、间歇输送:通过输送装置对多个热继电器的上壳和下壳分别进行间歇输送;
S3、夹紧移动:通过移动气缸带动固定夹具和移动夹具向下移动分别将下方的热继电器的上壳和下壳夹紧后,移动气缸再带动热继电器的上壳和下壳夹紧向上移动;
S4、位置贴合:通过驱动板带动移动夹具向右侧移动,使热继电器的上壳与下壳装配位置相贴合;
S5、固定装配:通过现有的设备使用螺钉对热继电器的上壳与下壳固定装配,装配完成后,移动夹具移动至原先位置,移动气缸向下移动,移动夹具将热继电器松开放置在输送带上。
优选的,所述的输送机构包括传输带、传输轴、主动转轮、从动转轮和连接挡板,连接挡板设置在安装架后方,连接挡板前后对称安装在地面上,前侧的连接挡板前端面与连接轴相对应位置开设有通孔,连接轴外壁与通孔内壁通过转动配合方式相连接,连接轴后端通过转动配合方式与后侧的连接挡板的前端面相连接,两连接挡板之间的连接轴外壁固定套设有主动转轮,主动转轮的左侧外壁与传输带的左侧内壁相贴合,传输带右侧内壁与从动转轮的右侧外壁向贴合,从动转轮的内壁固定套设在传输轴外壁,传输轴前端与后端均通过转动配合方式分别与前侧连接挡板的后端面和后侧连接挡板的前端面,输送带外壁沿其周向方向均匀开设有放置槽,放置槽与安装槽数量相同,放置槽与安装槽的位置一一对应。
优选的,所述的安装架为开口向下的匚形结构。
优选的,所述的驱动板后侧下端面开设有滑动槽,滑动槽内设置有滑动导轨,滑动导轨的前后两端分别与滑动槽的前后两端相连接,滑动导轨上通过滑动配合设置有电动滑块,电动滑块下端连接有移动夹具。
具体工作时,电动滑块启动,通过电动滑块在滑动导轨上滑动带动移动夹具向固定夹具一侧移动,从而使热继电器的上壳与热继电器的下壳对应相贴合。
优选的,所述的移动夹具包括导向条、压缩弹簧,橡胶片和夹板,电动滑块下端面与夹板上端面相连接,夹板为开口向下的匚形结构,夹板内壁均匀设置有压缩弹簧,压缩弹簧均与橡胶片相连接,橡胶片的形状与夹板相同,夹板下端左右对称安装有导向条。具体工作时,通过导向条内侧抵住热继电器的下壳上端时,移动夹具再向下移动,使热继电器的下壳进入夹板之间,通过压缩弹簧将热继电器的下壳夹紧,再橡胶片防止热继电器的下壳滑动或者移动。
优选的,所述的固定夹具包括连接板、电动伸缩杆、滑动板、橡胶板和抵动板,连接板上端与驱动板下端面相连接,连接板下端前后均开设有移动槽,连接板中部开设有前后对称开设有圆槽,圆槽内均设置有电动伸缩杆,电动伸缩杆为方向相反设置,圆槽与移动槽相通,移动槽通过滑动配合方式设置有滑动板,滑动板均与电动伸缩杆的伸缩端相连接,滑动板的夹紧端均匀设置有橡胶板,连接板前端设置有抵动板,抵动板的上端与驱动板相连接。具体工作时,电动伸缩杆启动,电动伸缩杆的伸缩端均带动滑动板向外侧移动,当固定夹具向下移动至指定位置时,电动伸缩杆的伸缩端均带动滑动板从外侧向中间移动至将热继电器的上壳侧边夹紧位置,通过橡胶板保证了夹紧的稳固,或者松动或者移动。
优选的,所述的导向条截面为从内向外逐渐倾斜的三角形状,通过从内向外的倾斜起到了一定的导向效果。
本发明的有益效果是:
1.本发明通过输送装置与组合装置之间相配合,运输和装配同时进行,实现了工作的连续性,从而加快了在装配速度,提高了工作效率,通过组装装置在工作过程中无需人工进行配合操作,从而减少了人力,节省了组装成本。
2.本发明设计的输送装置对热继电器的上壳和下壳进行间歇移动后,通过固定夹具、移动夹具分别将热继电器的上壳和下壳进行夹紧,再通过向固定夹具一侧移动移动夹具,将热继电器的上壳和下壳相贴合后进行组装,组装后移动夹具将热继电器再放置在输送装置上,实现了工作的连续性,从而加快了在装配速度,提高了工作效率。
3.本发明设计的组装装置自动对需要组装的物体进行夹紧固定后相配合,以及装配后自动放置在输送装置上,再通过输送装置进行运输,无需人工进行操作从而减少了人力,节省了组装成本。
附图说明
下面结合附图和实施例对本发明进一步说明。
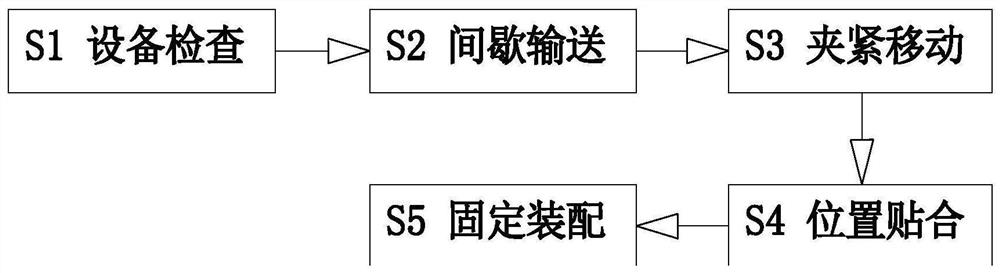
图1是本发明的流程图;
图2是本发明的立体示意图;
图3是本发明的俯视剖视图;
图4是本发明的图3中A-A向断面图;
图5是本发明的图3中B-B向断面图;
图6是本发明的图3中C-C向断面图;
图7是本发明的图4中D处局部放大图;
图8是本发明的图5中E处局部放大图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1到图8所示,一种热继电器流水线装配生产方法,该热继电器流水线装配生产方法采用如下热继电器流水线装配生产设备,该热继电器流水线装配生产设备包括输送装置1、安装架2和组合装置3;输送装置1中间前后对称设置有安装架2,安装架2下端面均安装在地面上,组合装置3安装在安装架2上端中部;
所述的安装架2为开口向下的匚形结构。
所述的输送装置1包括环形挡板11、输送带12、主动轮13、从动轮14、间歇电机15、匚形架16、连接轴17、转动轴18和输送机构19,环形挡板11前后对称设在地面上,环形挡板11之间通过滑动配合方式设置有输送带12,输送带12外壁沿其周向方向均匀开设有安装槽12a,输送带12左侧内壁与主动轮13左侧外壁相贴合,输送带12右侧内壁与从动轮14右侧外壁相贴合,主动轮13固定套设在连接轴17外壁,连接轴17前端与间歇电机15的输出轴相连接,间歇电机15的固定端通过电机座安装在匚形架16前端内壁,匚形架16后端安装在前侧环形挡板11的前端面上,匚形架16为开口向后设置,连接轴17后端与输送机构19相连接,从动轮14固定套设在转动轴18外壁,转动轴18前端通过转动配合方式与前侧环形挡板11的后端面相连接,转动轴18后端通过转动配合方式与后侧环形挡板11的前端面相连接;
所述的输送机构19包括传输带191、传输轴192、主动转轮193、从动转轮194和连接挡板195,连接挡板195设置在安装架2后方,连接挡板195前后对称安装在地面上,前侧的连接挡板195前端面与连接轴17相对应位置开设有通孔,连接轴17外壁与通孔内壁通过转动配合方式相连接,连接轴17后端通过转动配合方式与后侧的连接挡板195的前端面相连接,两连接挡板195之间的连接轴17外壁固定套设有主动转轮193,主动转轮193的左侧外壁与传输带191的左侧内壁相贴合,传输带191右侧内壁与从动转轮194的右侧外壁向贴合,从动转轮194的内壁固定套设在传输轴192外壁,传输轴192前端与后端均通过转动配合方式分别与前侧连接挡板195的后端面和后侧连接挡板195的前端面,输送带12外壁沿其周向方向均匀开设有放置槽19a,放置槽19a与安装槽12a数量相同,放置槽19a与安装槽12a的位置一一对应。
具体工作时,通过工作人员或者机器将热继电器的上壳一一放置在传输带191上的放置槽19a内,以及将热继电器的下壳一一放置在输送带12上的安装槽12a内,间隙电机启动,间隙电机的输出轴通过连接轴17带动主动轮13和主动转轮193转动,通过主动轮13与从动轮14外壁均与输送带12相贴合以及主动转轮193与从动转轮194外壁均与传输带191内壁相贴合,通过间歇电机15转动带动输送带12与传输带191移动从而带动热继电器的上壳与热继电器的下壳间歇移动;
所述的组合装置3包括安装板31、移动气缸32、驱动板33、固定夹具34、移动夹具35和伸缩支撑板36,安装板31下端均与安装架2上端相连接,安装板31上端面中部开设有安装孔,移动气缸32的固定端外壁与安装孔内壁相连接,移动气缸32的伸缩端与驱动板33上端面相连接,前侧的环形挡板11上端安装有伸缩支撑板36,伸缩支撑板36的伸缩端与驱动板33的下端面相连接,驱动板33的下端面与安装槽12a相对应位置安装有固定夹具34,驱动板33的下端面与放置槽19a相对应位置安装有活动夹具;所述的驱动板33后侧下端面开设有滑动槽,滑动槽内设置有滑动导轨331,滑动导轨331的前后两端分别与滑动槽的前后两端相连接,滑动导轨331上通过滑动配合设置有电动滑块332,电动滑块332下端连接有移动夹具35。
电动滑块332启动,通过电动滑块332在滑动导轨331上滑动带动移动夹具35向固定夹具34一侧移动,从而使热继电器的上壳与热继电器的下壳对应相贴合。
具体工作时,移动气缸32启动,移动气缸32的伸缩端通过驱动板33带动固定夹具34和移动夹具35向下移动,通过固定夹具34将下方对应的热继电器的下壳进行夹紧,通过移动夹具35将下方对应的热继电器的上壳进行夹紧后,再通过移动气缸32带动固定夹具34和移动夹具35向上移动至原位,驱动板33带动移动气缸32向固定夹具34一侧移动,移动至热继电器的上壳与热继电器的下壳对应相贴合后,通过现有的通过现有的设备使用螺钉对热继电器的上壳与下壳固定装配,装配完成后,移动夹具35移动至原先位置,移动气缸32向下移动,移动夹具35将热继电器松开放置在输送带12上。
所述的移动夹具35包括导向条351、压缩弹簧352、橡胶片353和夹板354,电动滑块332下端面与夹板354上端面相连接,夹板354为开口向下的匚形结构,夹板354内壁均匀设置有压缩弹簧352,压缩弹簧352均与橡胶片353相连接,橡胶片353的形状与夹板354相同,夹板354下端左右对称安装有导向条351;所述的导向条351截面为从内向外逐渐倾斜的三角形状,通过从内向外的倾斜起到了一定的导向效果;具体工作时,通过导向条351内侧抵住热继电器的下壳上端时,移动夹具35再向下移动,使热继电器的下壳进入夹板354之间,通过压缩弹簧352将热继电器的下壳夹紧,再橡胶片353防止热继电器的下壳滑动或者移动。
所述的固定夹具34包括连接板341、电动伸缩杆342、滑动板343、橡胶板344和抵动板345,连接板341上端与驱动板33下端面相连接,连接板341下端前后均开设有移动槽,连接板341中部开设有前后对称开设有圆槽,圆槽内均设置有电动伸缩杆342,电动伸缩杆342为方向相反设置,圆槽与移动槽相通,移动槽通过滑动配合方式设置有滑动板343,滑动板343均与电动伸缩杆342的伸缩端相连接,滑动板343的夹紧端均匀设置有橡胶板344,连接板341前端设置有抵动板345,抵动板345的上端与驱动板33相连接。具体工作时,电动伸缩杆342启动,电动伸缩杆342的伸缩端均带动滑动板343向外侧移动,当固定夹具34向下移动至指定位置时,电动伸缩杆342的伸缩端均带动滑动板343从外侧向中间移动至将热继电器的上壳侧边夹紧位置,通过橡胶板344保证了夹紧的稳固,或者松动或者移动。
使用上述热继电器流水线装配生产设备对热继电器进行装配的方法包括如下步骤:
S1、设备检查:在启用该热继电器流水线装配生产设备对热继电器进行装配之前,对设备运行进行检查;
S2、间歇输送:通过输送装置1对多个热继电器的上壳和下壳分别进行间歇输送;
S3、夹紧移动:通过移动气缸32带动固定夹具34和移动夹具35向下移动分别将下方的热继电器的上壳和下壳夹紧后,移动气缸32再带动热继电器的上壳和下壳夹紧向上移动;
S4、位置贴合:通过电动滑块332在滑动导轨331上滑动带动移动夹具35向固定夹具34一侧移动,从而使热继电器的上壳与下壳装配位置相贴合;
S5、固定装配:通过现有的设备使用螺钉对热继电器的上壳与下壳固定装配,装配完成后,移动夹具35移动至原先位置,移动气缸32向下移动,移动夹具35将热继电器松开放置在输送带12上。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种热继电器流水线装配生产方法
- 一种热继电器与接触器的装配结构