用于建立焊接连接的方法以及焊接设备
文献发布时间:2023-06-19 11:14:36
技术领域
本发明涉及一种用于建立导管元件和连接元件的焊接连接的方法。
背景技术
由热塑性塑料制成的导管元件借助同样是热塑性的、设有加热元件的连接元件的连接是众所周知的。导管元件在此理解为通过连接元件接合成导管和导管网络的管道部件、配件和成形件。连接元件在此常常构造为电焊套筒以及可电焊的连接和钻孔夹具。然而,连接元件也可用于连接管道元件以外的其它元件、如用于接合杆件,但在管道结构中使用可焊接的连接元件是最常见的应用领域之一。为了借助这种连接元件可靠地连接导管元件,希望对焊接进行检查。EP 0173174A1的出发点是,焊接质量基本上取决于焊接区域中的正确温度和在焊接过程中产生的焊接压力,即施加到在焊接区域中通过所提供的热量塑化的材料上的压力。该压力通过如下方式产生:连接元件具有收缩储备,当焊接区域通过所提供的热量塑化时,所述收缩储备表现为连接元件的收缩。这种收缩与加热焊接区域时的材料体积增加相结合导致焊接区域中的该压力升高。
由于所有妨碍达到正确的焊接温度和焊接压力的情况都降低焊接连接的质量,因此长期以来连接元件已经设有附加的显示装置,其应提供有关焊接质量的推断。
在一种已知的显示装置中,使用变色点,该变色点安设在外侧套筒表面上并且当连接元件的主体被充分加热时改变其颜色。为了改善温度显示,从CH 553368中已知将变色点设置在壁厚较小的位置上。但在此情况下也只能确定温度,而不能确定焊接压力,并且还存在可通过外部热影响而发生变色的不确定性。
由于仅连接元件上的温度显示并不能可靠地推断焊接质量,因此也知这样的解决方案,在其中使在焊接的焊接区域中产生的压力可见。在此可在连接元件的主体中设置薄弱点,这些薄弱点通过产生的焊接压力而鼓起。还从CH 632078中已知设置凹口,其底部在焊接区域附近终止。这些凹口在焊接时被或多或少地填充塑性材料并因此显示在焊接区域中是否存在足够的焊接压力以及相应的温度。由CH 601719已知的这种用于焊接的质量显示的改进在于:在孔中设置销。该销在出现焊接压力时突出于套筒表面并且因此可容易识别。该实施方式尤其是在相对薄壁的连接元件中已证明是有效的。突出的销是在焊接区域中的温度和焊接压力的相对精确的量度。但在较高焊接压力(如对于厚壁连接元件所常见的焊接压力)下,该实施方式的缺点是难以确定孔的深度。如果孔的底部距离焊接区域太近,则销会过早地运动,但如果孔的底部远离焊接区域,则即使已产生焊接压力,销也不运动。
EP 1745917A1和DE 10225370A1也分别公开了用于由热塑性塑料制成的管道连接的电焊套筒,该电焊套筒可借助电焊方法与管道连接。为了建立连接,将嵌入电焊套筒中的加热丝线圈与外部电源连接,由此电焊套筒在一定区域上熔化。
现有技术中已知的电焊套筒的缺点在于:当管没有充分地插入电焊套筒中时,在管与电焊套筒之间不能建立足够的连接。这导致不密封的管连接。另外,未充分插入电焊套筒中的管可引起电焊套筒局部过热,这在最坏的情况下甚至可导致起火。在由现有技术已知的电焊套筒中仅不充分地解决了用于检查各个元件相互间的正确定位的显示。
发明内容
本发明的任务在于克服现有技术的缺点并提供一种改进的用于焊接连接元件的方法。
所述任务通过根据权利要求的设备和方法来解决。
根据本发明提出一种用于连接热塑性导管元件与连接元件的方法。该方法包括下述方法步骤:
-提供至少一个热塑性导管元件;
-提供具有热塑性主体的连接元件,加热元件嵌入主体中,该加热元件在焊接区域中用于产生用于焊接主体与所述至少一个导管元件的热量;
-接合连接元件与所述至少一个热塑性导管元件;
-提供用于焊接连接元件与所述至少一个热塑性导管元件的焊接设备;
-将关于待焊接的连接元件的信息输入到焊接设备中;
-通过借助焊接设备在焊接区域中产生热量而将连接元件与所述至少一个热塑性导管元件焊接。
当达到错误标准时,在计划的焊接持续时间结束之前由焊接设备停止连接元件与所述至少一个热塑性导管元件的焊接。替代或附加地,当达到错误标准时,由焊接设备输出错误报告。
根据本发明的方法具有下述优点:当达到错误标准时,通过在计划的焊接持续时间结束之前停止焊接过程可防止连接元件局部过热并因此防止危急情况、如连接元件起火。因此,通过根据本发明的措施可令人惊奇地提高在连接导管元件与连接元件时的安全性。
此外,可适宜的是,当在焊接设备中实现的故障计数器中总计有特定数量的故障报告时,达到错误标准。这带来下述优点:不是通过例如因一次测量错误而可能出现的单个故障报告达到错误标准,而是只有当基于增加的故障报告数量而确保实际存在错误时才达到错误标准。
此外可规定,如果焊接电流的实际值在一个故障时段内位于焊接电流的目标值的目标值公差之外,则使故障计数器增加一个故障报告。这带来令人惊奇的优点,即可简单地检测错误标准。
此外可规定,如果加热元件的导体电阻的实际值在一个故障时段内位于加热元件的导体电阻的目标值的目标值公差之外,则使故障计数器增加一个故障报告。特别是可借助焊接设备简单且可靠地检测导体电阻,通过检测导体电阻可令人惊讶地推断是否存在正确的焊接以及因此导管元件是否与连接元件正确接合。
根据一种有利实施方式可规定,根据检测到的关于待焊接的连接元件的信息确定故障时段的时间范围。这尤其是具有下述优点,即关断标准可单独地适配于待焊接的连接元件。关于待焊接的连接元件的相关信息例如可包括连接元件的直径或设计。另外,关于连接元件的相关信息例如可包括关于电阻加热丝的长度和直径的信息。
根据一种扩展方案,所述故障时段的时间范围可被确定在1秒至40秒之间、尤其是在5秒至30秒之间、优选在8秒至12秒之间。特别是在这些极限内已表明可实现令人惊讶地可靠的关断标准。
此外可适宜的是,焊接电流的目标值的目标值公差和/或加热元件的导体电阻的目标值的目标值公差根据检测到的关于待焊接的连接元件的信息来确定。这尤其是具有下述优点,即关断标准可单独地适配于待焊接的连接元件。关于待焊接的连接元件的相关信息例如可包括连接元件的直径或设计。另外,关于连接元件的相关信息例如可包括关于电阻加热丝的长度、直径和比电阻的信息。
此外可规定,焊接电流的目标值的目标值公差和/或加热元件的导体电阻的目标值的目标值公差在相应目标值的数值的0.1%和10%之间、尤其是在1%和5%之间、优选在1.5%和3%之间。特别是在该值域内的公差极限中已令人惊讶地表明可实现可靠的关断标准。
此外可规定,当在故障计数器中增加多于两个故障报告、尤其是多于两个故障报告、优选多于五个故障报告时,达到错误标准。特别是在该公差范围内已令人惊讶地表明可实现可靠的关断标准。
根据一种特殊实施方式,可将加热元件的导体电阻的目标值的目标值公差仅限定在导体电阻的目标值的下侧。这具有如下令人惊讶的优点,即可能的测量错误或其它错误地检测到增大的导体电阻的错误都不会导致触发标准。
此外可规定,当在焊接设备中实现的故障计数器中总计有四个故障报告时,达到错误标准,如果加热元件的导体电阻的实际值在一个故障时段内位于加热元件的导体电阻的目标值的目标值公差之外,则使故障计数器增加一个故障报告,故障时段的时间范围被确定在8秒至12秒之间,并且加热元件的导体电阻的目标值的目标值公差在相应目标值的数值的1.5%至3%之间。单个标准的这种组合具有如下令人惊讶的优点,即能够可靠地检测到导管元件与连接元件的不正确的接合并且尽管如此也不会发生错误解释或不希望的过早关断。这种令人惊讶的技术效果仅出现在该狭窄的极限内或特征组合中。
根据一种有利的扩展方案可规定,以0.01秒至10秒之间、尤其是0.1秒至5秒之间、优选0.9秒至1.2秒之间的查询间隔查询焊接电流的实际值和/或加热元件的导体电阻的实际值。特别是以该时间间隔查询实际值会带来足够有代表性的、关于焊接正确进展的结果。
根据本发明提出一种用于焊接热塑性导管元件与连接元件的焊接设备,该焊接设备具有控制单元和用于输入关于待焊接的连接元件的信息的输入接口,所述输入接口与控制单元联接。所述焊接设备构造为,使得当达到错误标准时,可在计划的焊接持续时间结束之前停止连接元件与所述至少一个热塑性导管元件的焊接和/或可由焊接设备输出故障报告。
根据本发明的焊接设备具有可提高焊接质量的优点。
通过机器操作员的手动输入可将关于待焊接的连接元件的信息输入到焊接设备中。作为其替代方案也可想到,通过借助焊接设备检测安设在连接元件上的信息载体、如RFID芯片或条形码来将关于待焊接的连接元件的信息输入到焊接设备中。在又一种替代方案中还可想到,通过借助焊接设备检测导体电阻来将关于待焊接的连接元件的信息输入到焊接设备中。在另一种替代方案中也可想到,焊接设备仅构造用于焊接一种类型的连接元件。在此情况下,关于待焊接的连接元件的信息由制造商直接输入到焊接设备中并且不需要在每个焊接过程中分开检测。
尤其是在焊接设备上设置输入接口,通过该输入接口可将关于待焊接的连接元件的信息输入到焊接设备中。输入接口例如可以是键盘、RFID读取器、条形码读取器等。
附图说明
为了更好地理解本发明,参考下述附图详细阐述本发明。
分别高度简化示意性示出的附图如下:
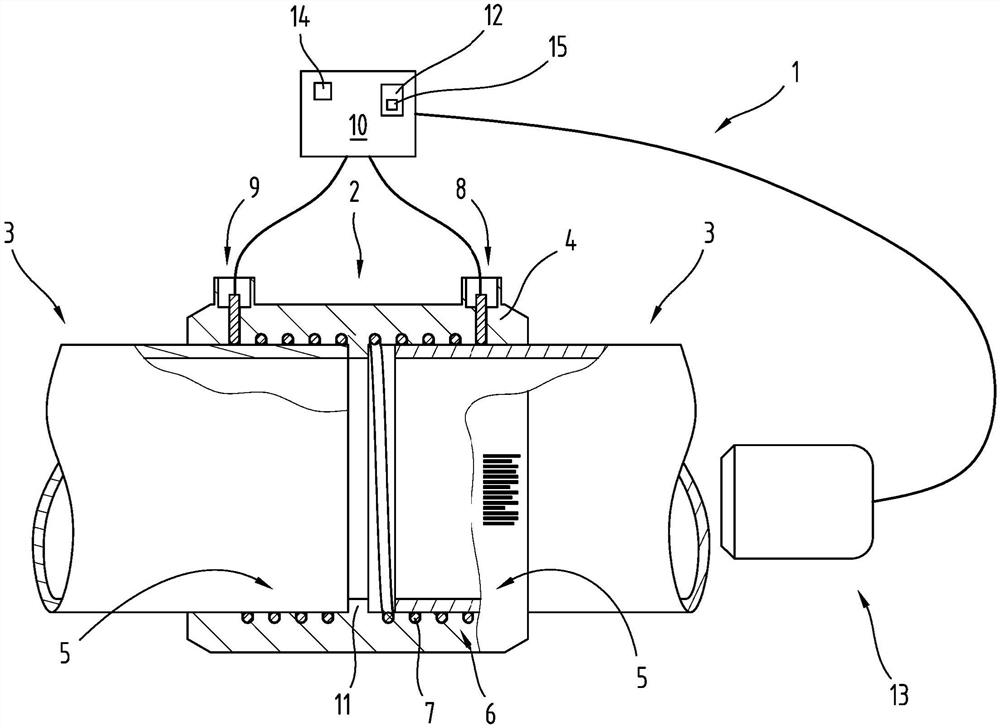
图1示出焊接组件的连接元件的一种实施例的剖视图;
图2a)示出在正确进行的焊接的焊接过程中电流和电压的时间变化曲线的示意图;
图2b)示出在正确进行的焊接的焊接过程中电阻加热丝的内部电阻的时间变化曲线的示意图;
图3a)示出在错误地进行的焊接的焊接过程中电流和电压的时间变化曲线的示意图;
图3b)示出在错误地进行的焊接的焊接过程中电阻加热丝的内部电阻的时间变化曲线的示意图;
图4示出用于达到关断标准的第一种实施例的详细视图;
图5示出用于达到关断标准的第二种实施例的详细视图。
具体实施方式
首先要指出,在不同描述的实施方式中相同部件使用相同的附图标记或相同的构件名称,其中,在全部说明书中包含的公开内容可以按意义转到具有相同附图标记或相同构件名称的部件上。同样,在说明中选择的位置说明如上面、下面、侧面等涉及直接描述的以及所示的附图并且这些位置说明在位置改变时可按意义转移到新的位置。
图1示出焊接组件1的第一种实施例,其具有用于连接导管元件3的连接元件2。
在根据图1的实施例中,连接元件2构造为电焊套筒的形式并且导管元件3构造为管道的形式。
如从图1可以看出,可规定,连接元件2具有热塑性主体4,在该主体中在焊接区域5中设置有加热元件6。加热元件6尤其是可构造成电阻加热丝7的形式。
例如可想到,连接元件2用于连接两个导管元件3并且因此在连接元件2的主体4中构造两个焊接区域5。
焊接区域5之一在此用于焊接连接元件2与第一导管元件3并且第二焊接区域5在此用于焊接连接元件2与第二导管元件3。
如从图1还可以看出,可规定,加热元件6具有第一连接点8和第二连接点9,它们分别用于与焊接设备10连接。这两个连接点8、9如图1所示可构造在连接元件2的两个纵向端部的区域中,借助焊接设备10可同时加热两个焊接区域5。焊接区域5尤其是可通过如下方式加热,即借助焊接设备10将电流和电压施加到加热元件6的第一连接点8和第二连接点9上。由此并且通过加热元件6的导体电阻使加热元件6加热。
此外还可想到,对于每个焊接区域5构造用于焊接设备10的第一连接点8和第二连接点9。由此两个焊接区域5中的每一个焊接区域都可被单独且彼此独立地加热并且可在连接元件2与第一导管元件3之间以及在连接元件2与第二导管元件之间分开建立焊接连接。
如从图1还可看出,可规定,在连接元件2的主体4上构造有止挡11,该止挡用于将两个导管元件3在连接元件2中正确定位。止挡11可居中地构造在连接元件2中。
如从图1还可看出,焊接设备10具有控制单元12,该控制单元用于控制焊接过程或控制焊接设备10。
此外,焊接设备10具有输入接口13,该输入接口与控制单元12联接。输入接口13用于检测关于待焊接的连接元件2和/或待焊接的导管元件3的信息。在根据图1的实施例中,输入接口13构造为扫描仪,其用于检测印刷到连接元件2上的条形码。
另外,焊接设备10可包括显示单元14,该显示单元用于向机器操作员输出信息。显示单元14可与操作面板连接,该操作面板用于由用户操作焊接设备10。
此外,可在控制单元12中实现故障计数器15,该故障计数器用于检测在焊接过程中的故障。故障计数器15可在控制单元12的编程中实现。
下面参照图1说明用于连接热塑性导管元件3与连接元件2的焊接过程。
为了焊接连接元件2与导管元件3,将导管元件3插入连接元件2中。此外,将关于连接元件2的特性的信息输入到焊接设备10中。
然后,将连接元件2的第一连接点8和第二连接点9与焊接设备10连接,使得能够实现连接元件2与导管元件3的焊接。
在焊接过程本身中,对第一连接点8和第二连接点9加载电流,使得电阻加热丝7加热,由此连接元件2在焊接区域5中熔化。如果导管元件3正确插入到连接元件2中,则连接元件2可与导管元件3熔合,由此实现导管元件3与连接元件2的足够密封的连接。
如图1中右侧导管元件3所示,如果导管元件3没有正确插入到连接元件2中,则这可导致连接元件2的焊接区域5的没有与导管元件3贴靠的区段因缺少散热而不受控制地熔化。由此连接元件2的材料可在该区域中不受控制地流出。
此外,通过连接元件2的材料的这种流出还可发生电阻加热丝7的两个线圈因产生的移动而相互接触,从而使电阻加热丝7的这两个相邻线圈的线圈回路短路并由此桥接。通过根据本发明的方法,该效果可令人惊奇地用于借助焊接设备10检测焊接是否正确进行并在必要时停止焊接过程和/或由焊接设备输出故障报告。
在图2a中示出焊接电流17和焊接电压18的时间变化曲线。经过的时间在此以秒为单位显示在横坐标上。焊接电流17的大小以安培为单位显示在纵坐标上。焊接电压18的大小以伏特为单位显示在纵坐标上。
如从图2a中可见,可规定,当激活焊接设备10以进行焊接时,焊接电压18升高到特定值并且随后恒定保持在该值。在焊接过程的时间变化曲线上看,焊接电流17可下降,因为通过电阻加热丝7的加热,电阻加热丝7的导体电阻19增加。
如图2a所示,焊接电流17的变化曲线是在正确焊接连接元件2时出现的变化曲线并且在正确焊接连接元件2时作为焊接电流17的实际值21被确定。因此,图2a中所示的焊接电流17的时间变化曲线可用作用于可比较的连接元件2的焊接电流17的目标值20。因此,在根据图2a的当前图示中,焊接电流17的实际值21与焊接电流17的目标值20一致。
但焊接电流17的目标值20对于连接元件2的每种不同实施方式是不同的。为了确定焊接电流17的目标值20,可借助连接元件2的各种不同实施方式进行焊接测试。作为其替代方案,也可想到,通过计算确定焊接电流17的目标值20的变化曲线。
由焊接电流17的目标值20可计算焊接电流17的目标值公差22,该目标值公差可用于检查正确的焊接。焊接电流17的目标值公差22可设置在焊接电流17的目标值20的下侧23上和/或焊接电流17的目标值20的上侧24上。因此,可仅向下或仅向上或者向下和向上检测焊接电流17的偏移。
可以查询间隔25查询焊接电流17的实际值21,在此以查询间隔25的间距测量焊接电流17的实际值21。
图2b示出导体电阻19在焊接过程中的时间变化曲线。经过的时间以秒为单位在此显示在横坐标上。导体电阻19的大小以欧姆为单位显示在纵坐标上。如从图2b可以看出,导体电阻19在时间变化曲线上增加。
如图2b所示,导体电阻19的变化曲线是在正确焊接连接元件2时出现的变化曲线并且在正确焊接连接元件2时作为导体电阻19的实际值27被确定。从图2b中可以看出,导体电阻19的时间变化曲线因此可用作用于可比较的连接元件2的导体电阻19的目标值26。因此,在根据图2b的当前图示中,导体电阻19的实际值27与导体电阻19的目标值26一致。
如从图2b中可以看出,导体电阻19的实际值27在时间变化曲线上随着电阻加热丝7的进一步发热而增加。
但导体电阻19的目标值26对于连接元件2的每种不同实施方式是不同的。为了确定导体电阻19的目标值26,可借助连接元件2的各个不同实施方式进行焊接测试。作为其替代方案,也可想到,通过计算确定导体电阻19的目标值26的变化曲线。
由导体电阻19的目标值26可计算导体电阻19的目标值公差28,该目标值公差可用于检查正确的焊接。导体电阻19的目标值公差28可设置在导体电阻19的目标值26的下侧23上和/或导体电阻19的目标值26的上侧24上。因此,可仅向下或仅向上或者向下和向上检测导体电阻19的偏移。
可以查询间隔25查询导体电阻19的实际值27,在此以查询间隔25的间距测量导体电阻19的实际值27。
在图3a中示出在没有正确连接连接元件2的情况下焊接电流17的时间变化曲线,再次为相同的元件使用与先前图2a中相同的附图标记或元件名称。为了避免不必要的重复,参考先前图2a中的详细说明。
如从图3a中可以看出,在没有正确连接连接元件2的情况下可出现:当电阻加热丝7的两个或更多线圈相互接触并因此短路时,焊接电流17的实际值21增加。焊接电流17的实际值21在此可位于焊接电流17的目标值公差22之外,由此可确定错误标准。
在图3a中示出在没有正确连接连接元件2的情况下焊接电流17的时间变化曲线,再次为相同的元件使用与先前图2a中相同的附图标记或元件名称。为了避免不必要的重复,参考先前图2a中的详细说明。
在图3b中示出在没有正确连接连接元件2的情况下导体电阻19的实际值27的对应变化曲线,再次为相同的元件使用与先前图2b中相同的附图标记或元件名称。为了避免不必要的重复,参考先前图2b中的详细说明。
如从图3b中可以看出,在焊接的时间变化曲线上,导体电阻19的实际值27低于设置在导体电阻19目标值26的下侧23上的目标值公差28。这可作为错误标准用于提前停止焊接过程和/或输出故障报告。
图4示出图3b的细节X的详细视图,再次为相同的元件使用与先前图3b中相同的附图标记或元件名称。为了避免不必要的重复,参考先前图3b中的详细说明。
参考图4描述一种可如何限定错误标准的实施例,该错误标准用于在计划的焊接持续时间结束之前停止焊接过程。
一旦导体电阻19的实际值27下降到导体电阻19的目标值公差28以下并且焊接设备10检测到这点,则该事件可被称为开始事件A。从该开始事件A起,一个故障时段16开始运行。
如果现在导体电阻19的实际值27在整个故障时段16内位于导体电阻19的目标值公差28之外,则向故障计数器15发送一个故障报告。在第一故障时段16结束时,第二故障时段16开始运行,如果导体电阻19的实际值27在整个故障时段16内低于导体电阻19的目标值公差28,则也向故障计数器15发送一个故障报告。
尤其是可确定,当在故障计数器15中计数一定数量的故障报告时,达到错误标准。在根据图4的当前实施例中例如存在三个故障报告。
图5示出可在焊接过程中出现的另一方法过程,再次为相同的元件使用与先前图3b中相同的附图标记或元件名称。为了避免不必要的重复,参考先前图3b中的详细说明。
从图5可以看出,当低于目标值公差28时故障时段16开始运行。但如果导体电阻19的实际值27在故障时段16内返回到导体电阻19的目标值公差28之内,则不向故障计数器15发送故障报告。当导体电阻19的实际值27再次低于导体电阻19的目标值公差28时,故障时段16再次开始运行。由于在当前实施例中在整个故障时段16上都低于目标值公差28,因此在故障时段16结束时向故障计数器15发送故障报告。在该第二故障时段16之后第三故障时段16立即开始运行。但由于并未在整个第三故障时段16上低于导体电阻19的目标值公差28,因此在此也不向故障计数器15输出故障报告。当再次低于目标值公差28时,故障时段16再次开始运行。由于在当前实施例中导体电阻19的实际值27在整个故障时段16上都低于导体电阻19的目标值公差28,因而在此情况下在故障计数器15中生成另一故障报告。因此,在根据图5的当前实施例中在可见的局部细节中两个故障报告被发送到故障计数器15。作为错误标准可确定,当在故障计数器15中计数两个故障报告时停止焊接过程,这在当前实施例中将导致在第四故障时段16结束时达到错误标准。
在每次重新开始焊接过程时可规定,将故障计数器15复位为零。
当然,图4和5中描述的过程也可经适当修改地应用于焊接电流17的实际值21的检测。
所述实施例示出可能的实施方案,在此应指出,本发明不局限于特别示出的实施方案,而是各个实施方案彼此间的各种组合也是可能的,并且这些变型可能性基于本发明技术手段的教导在本领域技术人员的能力之内。
保护范围由权利要求书确定。但说明书和附图应被用于解释权利要求。所显示和描述的不同实施例的单个特征或特征组合本身可构成独立的、有发明创造性的解决方案。独立的发明创造性的解决方案所基于的任务可从说明书中得出。
关于说明书中值域的所有说明可这样理解,即这些值域要包括任意的和所有的部分范围,例如:说明1至10可以这样理解,即包括从下极限1到上极限10的所有部分范围,也就是说,所有部分范围从下极限值1或更大的值开始,并且以上极限值10或更小的值结束,例如1至1.7或3.2至8.1或5.5至10。
最后按规定要指出:为了更好地理解结构,元件局部未按比例和/或放大和/或缩小地示出。
附图标记列表
1焊接组件
2连接元件
3导管元件
4主体
5焊接区域
6加热元件
7电阻加热丝
8第一连接点
9第二连接点
10焊接设备
11止挡
12控制单元
13输入接口
14显示单元
15故障计数器
16故障时段
17焊接电流
18焊接电压
19导体电阻
20焊接电流的目标值
21焊接电流的实际值
22焊接电流的目标值公差
23目标值的下侧
24目标值的上侧
25查询间隔
26导体电阻的目标值
27导体电阻的实际值
28导体电阻的目标值公差
- 用于建立焊接连接的方法以及焊接设备
- 用于建立焊接连接的电连接装置及其制造方法