一种改善高强度钢表面完整性的加工参数优化方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及高效精密加工技术领域,尤其涉及一种改善高强度钢表面完整性的加工参数优化方法。
背景技术
金属表面超声振动滚挤压强化是在常规挤压强化过程中,通过滚挤压工具头在工件的径向作超声振动从而强化金属表面的工艺。超声振动滚挤压强化高强度钢工件过程中,不同加工参数对工件的表面性能影响不同,为改善工件的表面性能,提高工件疲劳强度,延长工件使用性能,因此需要对超声振动滚挤压强化高强度钢试验过程中,影响表面性能的加工参数进行优化。
目前,超声振动滚挤压强化高强度钢的试验过程中,最常研究的是不同加工参数对工件表面粗糙度的影响,利用正交试验进行直观分析结果,得出各加工参数对超声滚压加工后工件表面粗糙度的影响规律和影响程度。但这种方式并未建立影响程度的数学模型,分析不够准确和全面,且择优选出的加工参数并不确定是否是最优解集。
发明内容
针对现有技术的缺陷,本发明的目的针对现有技术存在的不足,本发明提供了一种改善高强度钢表面完整性的加工参数优化方法,能将多元回归法与非支配排序遗传算法相结合,对超声振动滚挤压强化高强度钢表面完整性进行多目标优化,使得出的综合最优的加工参数解集准确性更高。
本发明为解决上述技术问题所采用的技术方案是:一种改善高强度钢表面完整性的加工参数优化方法,包括如下步骤:
步骤一,选用适当的工件和滚挤压工具头以进行超声振动滚挤压强化高强度钢试验,确定试验过程中的工件转速、进给速度、静压力和振幅为待优化的加工参数,选取工件的表面粗糙度、残余应力和显微硬度为表面完整性目标,以此开展四因素四水平正交试验;
步骤二,基于正交试验结果,运用多元回归法分别构建表面粗糙度、残余应力和显微硬度与加工参数之间的数学模型;
步骤三,对步骤二所得的数学模型分别进行方差分析,以确定建立的各数学模型的可靠性和稳定性;
步骤四,基于步骤二所得的数学模型为目标函数,以加工参数的取值范围为约束条件,构建优化模型,基于该优化模型采用非支配排序遗传算法对表面完整性各目标进行多目标优化,生成Pareto最优解;
步骤五,对得到的Pareto最优解进行分析整理,得出使表面完整性各目标达到综合最优的加工参数解集。
进一步的,步骤一中,所述工件选用调质处理后的42CrMo钢,工件为直径50mm,长度320mm的棒料。
进一步的,步骤二中,运用Minitab软件对表面粗糙度、残余应力和显微硬度进行多元线性回归分析,建立的表面粗糙度数学模型、残余应力数学模型及显微硬度数学模型如下所示:
Ra=10-
σ=-10
HV=10
式中,Ra为表面粗糙度;σ为残余应力;HV为显微硬度;n为工件转速;f为进给速度;F为静压力;A为振幅。
进一步的,步骤三中,运用Minitab软件对建立的表面粗糙度、残余应力和显微硬度的数学模型进行方差分析;方差分析得出的结果中,P值代表该模型的可信程度,当P<0.05时,认为是模型可接受的错误水平。
进一步的,步骤四中,构建出的优化模型为:
式中,Ra为表面粗糙度;σ为残余应力;HV为显微硬度;n为工件转速;f为进给速度;F为静压力;A为振幅;
进一步的,步骤四中,采用非支配排序遗传算法对表面完整性各目标进行多目标优化并生成Pareto最优解的具体步骤为:
(1)随机产生初始化父代种群P
(2)当第二代开始时,将初始化种群P
(3)对每一个非支配层个体进行拥挤度计算并排列,根据排序结果,选取最佳的N个个体作为新的父代种群P
(4)当进化代数t达到设定的最大进化代数gen
进一步的,进化代数t从0开始,设定的最大进化代数gen
根据上述技术方案,本发明的有益效果是:
(1)本发明提供的改善高强度钢表面完整性的加工参数优化方法,在表面完整性正交试验后运用多元回归法构建表面完整性各目标数学模型,分析准确;并对各目标数学模型进行了方差分析,确认了构建的数学模型的可靠性和稳定性;之后采用非支配排序遗传算法对表面完整性各目标进行多目标优化,使得出的综合最优的加工参数解集准确性更高。
(2)采用的非支配排序遗传算法时间复杂度小,准确性和精确性高,从而减小了运算时间,使多目标优化结果更加准确可靠;且非支配排序遗传算法不需要将多目标转化为单目标,不需要对试验结果进行数据标准化处理,增加了多目标优化的效率和准确性。
(3)本发明最终得到的是最优加工参数解集,使更多的加工参数组合实现表面完整性的综合最优,考虑的更加综合、全面,避免遗漏加工参数;且运用最终得到的最优加工参数解集可以改善工件表面质量,提高工件疲劳性能。
附图说明
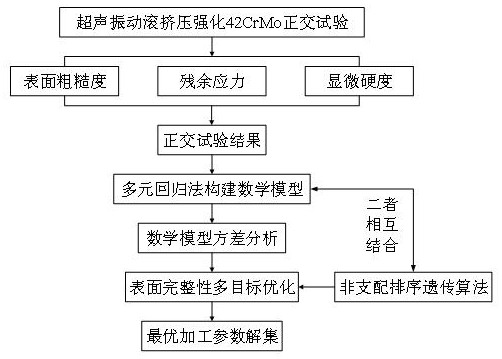
图1为本发明的具体实施方式的流程图;
图2为本发明的非支配排序遗传算法的流程图;
图3为遗传算法中遗传代数为50的三维Pareto前沿图;
图4为遗传算法中遗传代数为150的三维Pareto前沿图;
图5为遗传算法中遗传代数为200的三维Pareto前沿图;
图6为遗传算法中遗传代数为300的三维Pareto前沿图;
图7为遗传算法中遗传代数为400的三维Pareto前沿图。
具体实施方式
下面结合附图和具体实施例对本发明做进一步详细的说明。
在本实施例中,表面完整性正交试验使用的试验设备有:CKJ6142数控机床、滚挤压工具头、超声波发生器和变幅杆等;测量设备有:Xstress3000型X射线仪、TIME 3230粗糙度形状测量仪和HVS-1000A型显微硬度测量仪。滚挤压工具头选用直径为10mm的高强度钨钢球。工件选用调质处理后的42CrMo钢,工件为直径50mm,长度320mm的棒料。
如图1-7所示,一种改善高强度钢表面完整性的加工参数优化方法,包括如下步骤:
步骤一:开展超声振动滚挤压强化42CrMo钢正交试验
超声振动滚挤压强化42CrMo钢正交试验中选择工件转速、进给速度、静压力和振幅为待优化的加工参数,选取工件的表面粗糙度、残余应力和显微硬度为表面完整性目标,开展关于表面完整性各目标的四因素四水平正交试验。其中进给速度、静压力和振幅都是关于滚挤压工具头的加工参数。
超声振动滚挤压强化42CrMo钢四因素四水平正交试验的结果如表1所示。
表1正交试验结果
步骤二:运用多元回归法构建表面完整性各目标数学模型
为了建立表面粗糙度、残余应力和显微硬度与工件转速、进给速度、振幅和静压力之间的非线性函数关系,运用多元回归法构建表面完整性各目标与加工参数之间的数学模型,数学模型如式(1)所示。
Y=Cn
式中,Y为表面完整性各目标;C为常数项;n为工件转速;f为进给速度;F为静压力;A为振幅;u为工件转速的指数;e为进给速度的指数;t为静压力的指数;q为振幅的指数。
对式(1)两边同时取对数,如式(2)所示。
logY=logC+ulogn+elogf+tlogF+qlogA (2)
令y=logY;k=logC;x
y=k+ux
对正交试验结果中各加工参数和表面完整性各目标进行对数转换,运用Minitab软件对表面完整性各目标中表面粗糙度、残余应力、显微硬度进行多元线性回归分析,建立了表面粗糙度数学模型如式(4)所示,残余应力数学模型如式(5)所示,显微硬度数学模型如式(6)所示。
Ra=10
σ=-10
HV=10
式中,Ra为表面粗糙度;σ为残余应力;HV为显微硬度。
步骤三:对表面完整性各目标数学模型进行方差分析
建立的超声振动滚挤压强化表面粗糙度、残余应力和显微硬度的多元线性回归模型是一个经验公式,需要对公式进行拟合度测定。为确定构建的表面完整性各目标数学模型具有可靠性和稳定性,需要对式(4)、(5)、(6)进行方差分析。运用Minitab软件对建立的表面粗糙度、残余应力、显微硬度数学模型进行方差分析。表面粗糙度数学模型方差分析结果如表2所示,残余应力数学模型方差分析结果如表3所示,显微硬度数学模型方差分析结果如表4所示。
表2表面粗糙度数学模型方差分析结果
表3残余应力数学模型方差分析结果
表4显微硬度数学模型方差分析结果
在方差分析中,Adj SS为调整后的离均差平方和,Adj MS为调整后的均方,F值为统计量,P值代表该模型的可信程度。当P<0.05时,认为是模型可接受的错误水平。P值越小,则建立的数学模型可信度越高。由表2、3、4可知,表面粗糙度、残余应力和显微硬度的多元回归模型的P值均<0.05,则表明构建的表面粗糙度、残余应力和显微硬度的数学模型切实可行。
步骤四:运用非支配排序遗传算法对表面完整性进行多目标优化
不同的加工参数对表面完整性包含的各目标影响不同,为了改善超声振动滚挤压强化高强度钢的工件表面质量,提高工件疲劳性能,提升超声振动滚挤压强化效率。因此,需要对表面完整性各目标进行多目标优化,通过优化出一组最优加工参数或者一组最优加工参数解集,使表面完整性各目标达到综合最优。
非支配排序遗传算法是一种基于Pareto最优解的多目标优化方法,该算法的核心思想:一是对遗传算法引入精英保留策略,提高了多目标优化后的精度;二对个体进行拥挤距离计算,提高了算法的运算速率和鲁棒性,并使Pareto最优解集均匀分布,保证了种群多样性。
遗传算法分析前需构建优化模型。超声振动滚挤压强化42CrMo钢后,期望工件表面粗糙度小,即式(4)达到最小化;期望工件残余压应力大、显微硬度大。为使表面完整性的三个目标函数统一,则求最小值,将显微硬度数学模型式(6)前加负号即可,由于残余压应力为负值,则期望目标函数式(5)达到最小值。最终构建的优化模型如式(7)。
之后采用遗传算法对优化模型开展迭代求解,非支配排序遗传算法的具体步骤为:
(1)随机产生初始化父代种群P
(2)当第二代开始时,将初始化种群P
(3)对每一个非支配层个体进行拥挤度计算并排列,根据排序结果,选取最佳的N个个体作为新的父代种群P
(4)对遗传操作后的种群进行检验,当进化代数t达到设定的最大进化代数gen
其中,进化代数t从0开始,达到到最大值时停止运算,该试验设定的最大进化代数gen
非支配排序遗传算法时间复杂度小,准确性和精确性高,从而减小了运算时间,使多目标优化结果更加准确可靠。且非支配排序遗传算法不需要将多目标转化为单目标,不需要对试验结果进行数据标准化处理,增加了多目标优化的效率和准确性。
步骤五:分析整体得出最优加工参数解集
由图3-7可知,种群进化50代时,Pareto解分布不均匀;当进化代数为150时,个体基本有了较好的收敛性;当种群进化到200代时,整体收敛性较好,但出现个别个体异常;当种群进化到300代时,整体收敛性最好;当种群进化到400代时,出现个体异常情况较多。
随着种群进化代数的逐渐增加,Pareto解呈现出不同的收敛性,进一步说明了种群代数并非越高越好,从图6中看出当种群代数为300代时,Pareto最优解集分布均匀且曲线平滑,从而表明种群代数为300代时得到的加工参数解集为最优解。种群代数为300代时,最优加工参数的部分解集如表5所示。运用最终得到的最优加工参数解集即可改善工件表面质量,提高工件疲劳性能。
表5最优加工参数解集
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种改善高强度钢表面完整性的加工参数优化方法
- 一种基于模糊熵权综合评判法-响应曲面法的表面完整性加工参数优化方法