一种型材自定心切割机构
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及切割机床领域,尤其涉及一种型材自定心切割机构。
背景技术
目前切割机床领域对型材切割的装夹定位方法主要是采用工件旋转,有手动定心和自动定心的卡盘,其中手动定心卡盘操作繁琐,需要反复找正,影响生产效率。自动定心卡盘结构臃肿,本身重量大增加旋转系统的转动惯量,制造成本也高昂,无法在大型型材切割上使用。
发明内容
为解决现有技术的不足,本发明提供了一种型材自定心切割机构,结构简单制造成本低,采用工件不旋转机头旋转的方式,实现对大型型材的自定心装夹,并通过旋转切割机构实现对工件的切割操作。
本发明所采用的技术方案为:
采用工件固定机头旋转的方式,将旋转切割机构安装在一个升降机构上,升降机构由气缸驱动。升降机构上安装有第一齿条、第一齿条导向块、第一啮合齿轮、第二齿条,其中,升降机构做升降运动时,带动第一啮合齿轮相对于第一齿条导向块转动,从而带动第一齿条、第二齿条相对运动,进一步地,第二齿条带动压辊上下运动。也就是说,第一齿条、第一齿条导向块、第一啮合齿轮、第二齿条形成纵向联动机构。通过纵向联动机构保证整个机构在升降过程中工件的纵向中心始终与旋转切割装置的中心对齐。
主框架下方还安装有一组横向夹持机构,横向夹持机构上方两侧对称安装一对夹辊,夹辊可以在横向夹持机构内滑动,横向夹持机构内部两侧装有气缸驱动夹辊,夹辊固定连接第三齿条、第四齿条,第三齿条、第四齿条经过第二齿条导向块与第二齿条导向块内的第二啮合齿轮啮合,形成横向对称联动机构,保证整个横向夹持机构两夹辊在夹持过程中横向中心始终与旋转切割装置的中心对齐。
本发明的有益效果如下:
本发明采用工件固定机头旋转的方式,升降机构与横向夹持机构都通过气缸控制。通过对称设置的纵向联动机构保证整个机构在升降过程中托辊与压辊间的纵向中心始终与旋转切割装置的中心对齐,通过横向联动机构,保证整个横向夹持机构两夹辊在夹持过程中横向中心始终与旋转切割装置的中心对齐,也就是说通过内部机械联动实现与旋转切割机构始终同心,解决了大型型材切割过程中夹持找正困难的问题。
附图说明
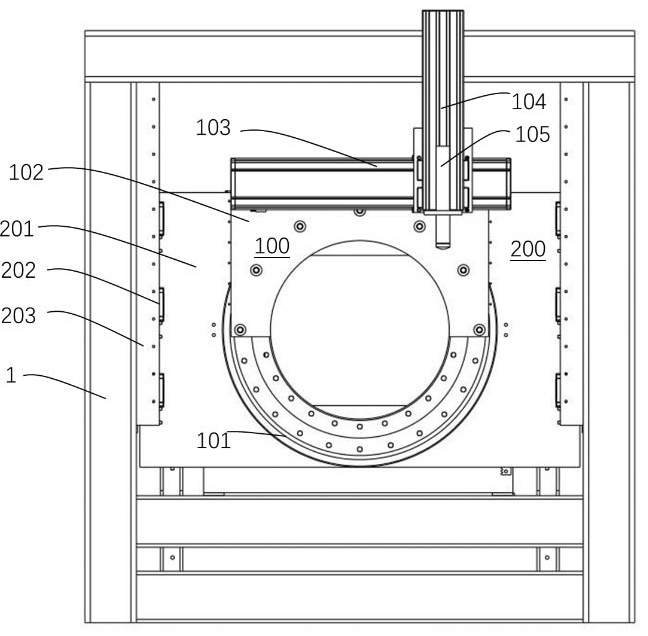
图1为本发明的整体结构前视图;
图2为本发明的整体结构后视图;
图3为本发明纵向联动机构示意图;
图4为本发明的横向夹持机构仰视图;
图5为本发明横向联动机构示意图
附图标号:
1-主框架 100-旋转切割机构 101-圆形导轨 102-切割机构安装座 103-第三直线导轨 104-第四直线导轨 105-切割机 200-升降机构 201-安装板 202-第一滑块 203-第一直线导轨 204-第一气缸 205-第二直线导轨 206-压辊 207-第二滑块 2071-调节孔208-第一齿条 209-第一齿条导向块 210-第一啮合齿轮 211-第二齿条 212-托辊 300-横向夹持机构 301-基体 302-夹辊 303-第三齿条 304-第四齿条 305-第二啮合齿轮 306-第二齿条导向块 307-第二气缸
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
图1为本发明一种型材自定心切割机构的整体结构前视图。一种型材自定心切割机构,其特征在于,包括主框架1以及安装在主框架1上的升降机构200和横向夹持机构300,升降机构200上安装有旋转切割机构100。主框架1两端的立柱上分别固定安装第一直线导轨203,升降机构200的安装板201两侧分别通过第一滑块202滑动安装在第一直线导轨203上。优选的,第一滑块202设置有多个,用于提高升降机构200运动稳定性。
参见图2,主框架1两端的立柱内侧对称安装两个第一驱动装置,用于驱动升降机构200升降运动。优选的,第一驱动装置为第一气缸204,第一气缸204的活塞杆固定连接在升降机构200的安装板201上,第一气缸204用于驱动升降机构200。第一气缸204设置两个。安装板201上端两侧纵向对称各安装一第二直线导轨205,安装板201上部横向设置一压辊206,压辊206两端分别固定设置第二滑块207,压辊206通过第二滑块207滑动安装在两条第二直线导轨205中间。压辊206通过左右对称设置的纵向联动机构与升降机构200实现联动,通过两个纵向联动机构保证在升降过程中型材的纵向中心始终与旋转切割装置的中心对齐。
优选的,第二滑块207可以为套筒、带有卡槽或凸起或螺纹的块体等结构,相应的第二直线导轨205具有可与第二滑块207配合的结构。本领域技术人员应当理解,只要可实现压辊206沿第二直线导轨205滑动,均可认为相当于本发明的滑块,均在本发明的保护范围之内。
优选的,第二滑块207上设置调节孔2071,调节孔2071用于调节压辊206与第二滑块207的固定连接位置,方便进行调试,提高纵向自定心精度。
纵向联动机构对称设置在安装板201上,结合图3仅对一侧的纵向联动机构进行详细介绍。纵向联动机构包括第一齿条208、第一齿条导向块209、第一啮合齿轮210、第二齿条211。第一齿条208固定安装在主框架1一侧,第二齿条211通过第二滑块207与压辊206一侧固定连接,第二直线导轨205下方固定安装第一齿条导向块209,第一啮合齿轮210通过第一轴承安装在第一齿条导向块209上。第一齿条208、第二齿条211通过第一啮合齿轮210啮合。升降机构200的安装板201做升降运动时,带动第一啮合齿轮210相对于第一齿条导向块209转动,从而带动第一齿条208、第二齿条211相对运动,进一步地,第二齿条211带动压辊206上下运动。通过纵向联动机构,压辊206沿第二直线导轨205运动的升降速度为升降机构200升降速度的2倍,从而,通过两个纵向联动机构保证在升降过程中工件的纵向中心始终与旋转切割装置的中心对齐。
进一步,横向夹持机构300上方固定安装一托辊212,第一齿条208对称地固定安装在横向夹持机构300两侧,通过两个纵向联动机构保证在升降过程中,压辊206与托辊212的的纵向中心始终与旋转切割装置的中心对齐。
进一步参见图3,第一齿条导向块209呈U型,包括横板和设置在横板两侧的竖板,第一啮合齿轮210通过第一轴承旋转安装在横板内侧,两竖板内侧分别设置纵向滑槽,分别用于容纳第一齿条208、第二齿条211。通过纵向滑槽,第一齿条导向块209可相对于第一齿条208、第二齿条211运动,并提高纵向联动机构安全性。当然,本领域技术人员应当理解,第一齿条导向块209可具有变形的结构,只要可实现将第一齿条208、第二齿条211限定在一定工作空间内,并提供导向作用即可。
在一些实施例中,第一驱动机构为第一电机,第一电机的输出轴驱动升降机构200。本发明对传动方式没有限定,只要可将输出轴的旋转运动转化为升降机构200的直线运动,都在本发明的保护范围之内,例如第一电机的输出轴与安装板201通过联轴器、齿轮传动、同步带等方式传动。
参见图3-5,横向夹持机构300设置在主框架1底部,包括基体 301、第二驱动装置、夹辊302、横向联动机构。夹辊302通过第三滑块对称设置在横向夹持机构300的基体 301上,第二驱动装置用于驱动横向联动结构,进一步,通过横向联动机构联动,夹辊302始终保持沿旋转切割机构100的中心横向对称。
在一些实施例中,基体 301上表面左右分别设置两个滑槽,夹辊302通过第三滑块容纳在相应的滑槽内,且第三滑块与滑槽长边接触的一侧面上设置水平凹槽,用于容纳基体 301上表面的滑槽长边。此时,滑槽长边相当于导轨,在横向联动机构驱动下,第三滑块可沿滑槽长边滑动,从而带动夹辊302运动。
优选的,第二驱动装置为第二气缸 307。进一步优选的,第二气缸 307设置两个,分别布置在横向夹持机构300内部两侧,用于驱动横向联动机构。
横向联动机构的结构与纵向联动机构类似,具体的,横向联动机构包括第三齿条303、第四齿条304,第二啮合齿轮305、第二齿条导向块306,第二气缸 307的气缸活塞杆分别固定连接在第三齿条303、第四齿条304上。第三齿条303、第四齿条304的螺纹面相对设置,并通过第二啮合齿轮305啮合,第二啮合齿轮305通过第二轴承转动安装在第二齿条导向块306上。夹辊302通过第三滑块分别固定在第三齿条303、第四齿条304上。
优选的,第三滑块上设置第二调节孔,第二调节孔用于调节夹辊302与第三滑块的固定连接位置,方便进行调试,提高横向自定心精度。
第二齿条导向块306可以具有与第一齿条导向块209相同的结构,在此不再赘述。
进一步的,第二气缸 307可仅设置1个,通过第二啮合齿轮305带动两夹辊302相对运动或远离,实现夹辊302始终保持沿旋转切割机构100的中心横向对称。
在一些实施例中,第二驱动装置为第二电机,第二电机的输出轴驱动横向联动机构。本发明对传动方式没有限定,只要可将输出轴的旋转运动转化为夹辊302的直线运动,都在本发明的保护范围之内,例如第二电机的输出轴与第二啮合齿轮305通过联轴器、齿轮传动、同步带等方式传动。
在又一些实施例中,第二驱动装置为第二电机,横向联动机构包括蜗杆,夹辊302设置在蜗杆一侧,第二电机的输出轴通过涡轮蜗杆结构直接驱动夹辊302做直线运动。
在又一些实施例中,第二驱动装置为第二电机,横向联动机构包括设置正反牙螺纹的螺杆,夹辊302分别对称设置在螺杆两侧,通过第二电机驱动螺杆旋转,带动夹辊302相对运动或相互远离,实现夹持,并保证夹辊302始终保持沿旋转切割机构100的中心横向对称。
本发明的型材自定心切割机构在执行自动对心时,第一气缸204控制升降机构200运动,进一步通过纵向联动机构带动压辊206升降运动,具体的,升降机构200的安装板201做升降运动时,带动第一啮合齿轮210相对于第一齿条导向块209转动,从而带动第一齿条208、第二齿条相对运动,进一步地,第二齿条带动压辊206上下运动。通过纵向联动机构,压辊206沿第二直线导轨205运动的升降速度为升降机构200升降速度的2倍,从而,通过两个纵向联动机构保证在升降过程中工件的纵向中心始终与旋转切割装置的中心对齐;第二气缸 307控制第三齿条303、第四齿条304相对运动,进而控制夹辊302运动,通过横向联动机构实现夹辊302始终保持沿旋转切割机构100的运动中心横向对称。
参见图1,旋转切割机构100包括圆形导轨101,切割机构安装座102,第三直线导轨103,第四直线导轨104,切割枪头105,其中,圆形导轨101设置在安装板201上,且安装板201设置与圆形导轨101适配的圆孔,用于供型材通过;圆形导轨101的圆心与型材中心对齐,切割机构安装座102可沿圆形导轨101转动,第三直线导轨103固定在切割机构安装座102上,第四直线导轨104通过第四滑块滑动安装在第三直线导轨103上,且第三直线导轨103的中轴线与第四直线导轨104的中轴线垂直,切割枪头105滑动设置在第四直线导轨104上。第四直线导轨104用于根据型材位置调节切割枪头的位置。由于圆形导轨101,切割枪头105可绕型材中心360°旋转。
通过上述实施例中的结构实现型材自动对心后,可控制旋转切割机构100对型材进行切割,具体的,通过控制切割机构安装座102沿圆形导轨101转动,控制第四直线导轨104沿第三直线导轨103运动,可依次完成型材上表面、右侧、下表面、左侧的切割工序,本领域技术人员可以理解,切割工序可根据型材截面进行设置。
以上所述仅为本发明的优先实施方式,只要以基本相同手段实现本发明的目的技术方案,都属于本发明的保护范围内。
- 一种型材自定心切割机构
- 一种可换型材夹轮的型材激光切割进给机构