马达和马达的制造方法
文献发布时间:2023-06-19 13:45:04
本申请是申请号为201880053660.2(国际申请号为PCT/JP2018/036191)、申请日为2018年9月28日、发明名称为“马达和马达的制造方法”的发明专利申请的分案申请。
技术领域
本发明涉及马达和马达的制造方法。
背景技术
在专利文献1中公开了一种马达,该马达具有连接部件(汇流条),该连接部件在外部通过焊接来连接从定子延伸出的定子绕组(导线)。
现有技术文献
专利文献
专利文献1:日本公开公报第2008-228425号公报
发明内容
发明要解决的课题
在将从线圈延伸的导线与汇流条连接起来的工序中,导线的位置容易偏移。即,难以将导线相对于汇流条的位置配置于期望的位置,汇流条与导线的连接工序变得复杂,难以实现自动化。
鉴于上述情况,本发明的目的之一在于,提供能够简化汇流条与导线的连接工序的马达。
用于解决课题的手段
本发明的一个方式是马达,其具有:转子,其具有沿着中心轴线配置的轴;定子,其具有线圈,并且该定子与转子在径向上隔着间隙而对置;以及汇流条,其位于比定子靠轴向一侧的位置。汇流条具有导线连接部,该导线连接部与从线圈延伸出的导线连接。在导线连接部设置有供导线插入的切口部。切口部的内周面具有:底面部,其朝向切口部的开口侧;第1对置面部,其从底面部朝向开口延伸;以及第2对置面部,其从底面部朝向开口延伸,与第1对置面部对置。第1对置面部具有:第1区域,其与底面部相连;以及第2区域,其与第1区域相连,向开口侧延伸。在第1区域与第2区域的边界部设置有向第2对置面部侧突出的第1凸部。导线连接部在底面部、第2对置面部以及第1对置面部的第1区域中与导线接触。
本发明的一个方式是马达的制造方法,该马达具有:转子,其具有沿着中心轴线配置的轴;定子,其具有线圈,并且该定子与转子在径向上隔着间隙而对置;以及汇流条,其位于比定子靠轴向一侧的位置。该马达的制造方法具有使汇流条保持从线圈延伸出的导线的保持工序。保持工序具有:插入工序,将导线插入到切口部中,该切口部设置于汇流条的导线连接部;以及凿紧工序,将导线连接部在封闭切口部的方向上凿紧。切口部的内周面具有:底面部,其朝向切口部的开口侧;第1对置面部,其从底面部朝向开口延伸;以及第2对置面部,其从底面部朝向开口延伸,与第1对置面部对置。第1对置面部具有:第1区域,其与底面部相连;以及第2区域,其与第1区域相连,向开口侧延伸。在第1区域与第2区域的边界部设置有向第2对置面部侧突出的凸部。凿紧工序前的第2区域随着朝向开口侧而向远离第2对置面部的方向倾斜。凿紧工序后的导线连接部在底面部、第2对置面部以及第1对置面部的第1区域中与导线接触。
发明效果
根据本发明的一个方式,提供能够简化汇流条与导线的连接工序的马达。
附图说明
图1是示出一个实施方式的马达的剖视图。
图2是示出一个实施方式的马达的一部分的剖视图。
图3是示出一个实施方式的轴承保持架的一部分的立体图。
图4是从上侧观察一个实施方式的汇流条单元和轴承保持架的图。
图5是从下侧观察一个实施方式的汇流条单元的图。
图6是从径向外侧观察一个实施方式的汇流条单元的一部分和轴承保持架的一部分的图。
图7是示出一个实施方式的汇流条单元的安装过程的一部分的图。
图8是示出一个实施方式的汇流条单元的安装过程的一部分的图。
图9是示出一个实施方式的导线连接部的凿紧工序前的状态的图。
图10是示出一个实施方式的导线连接部的凿紧工序后的状态的图。
图11是示出变形例1的汇流条的一部分的立体图。
图12是示出变形例2的汇流条的一部分的立体图。
具体实施方式
以下,参照附图对本发明的实施方式的马达进行说明。另外,在以下的附图中,为了便于理解各结构,有时使实际的构造与各构造中的比例尺或数量等不同。
各图中适当示出的Z轴方向是将正的一侧作为上侧、将负的一侧作为下侧的上下方向。各图中适当示出的中心轴线J与Z轴方向平行,是沿上下方向延伸的假想线。在以下的说明中,将中心轴线J的轴向、即与上下方向平行的方向简称为“轴向”,将以中心轴线J为中心的径向简称为“径向”,将以中心轴线J为中心的周向简称为“周向”。在各图中,适当用箭头θ表示周向。
另外,将轴向上的Z轴方向的正的一侧称为“上侧”,将轴向上的Z轴方向的负的一侧称为“下侧”。在本实施方式中,上侧相当于轴向一侧,下侧相当于轴向另一侧。另外,将从周向上的上侧朝向下侧观察时逆时针前进的一侧、即沿箭头θ的方向前进的一侧称为“周向一侧”。将从周向上的上侧朝向下侧观察时顺时针前进的一侧、即与箭头θ的方向相反地前进的一侧称为“周向另一侧”。
另外,上下方向、上侧以及下侧仅是用于对各部分的相对位置关系进行说明的名称,实际的配置关系也可以是这些名称所表示的配置关系以外的配置关系。
图1是本实施方式的马达10的剖视图。
本实施方式的马达10具有壳体11、转子20、一对轴承51、52、定子30、轴承保持架40、多个汇流条70、汇流条保持架60以及控制装置80。多个汇流条70和汇流条保持架60构成汇流条单元90。
壳体11收纳马达10的各部分。壳体11呈以中心轴线J为中心的圆筒状。壳体11在下侧的底部对轴承51进行保持。
转子20具有轴21、转子铁芯22以及磁铁23。轴21沿着中心轴线J配置。轴21被一对轴承51、52支承为能够旋转。转子铁芯22呈固定于轴21的外周面的圆环状。磁铁23固定于转子铁芯22的外周面。轴承51在转子铁芯22的下侧将轴21支承为能够旋转。轴承52在转子铁芯22的上侧将轴21支承为能够旋转。轴承51、52是球轴承。
定子30与转子20在径向上隔着间隙对置。定子30在转子20的径向外侧包围转子20。定子30具有定子铁芯31、绝缘件34以及多个线圈35。定子铁芯31具有铁芯背部32和多个齿33。
多个线圈35经由绝缘件34而分别安装于多个齿33。线圈35是通过将导线隔着绝缘件34卷绕于齿33而构成的。从各线圈35向上侧引出线圈引出线(导线)35a。线圈引出线35a是从线圈35延伸的导线,是构成线圈35的导线的端部。
轴承保持架40配置于定子30的上侧。轴承保持架40是金属制的。轴承保持架40对轴承52进行保持。
如图1所示,控制装置80配置于定子30、轴承保持架40以及汇流条单元90的上侧。控制装置80经由汇流条单元90的外部连接端子72而与汇流条70电连接。控制装置80经由汇流条70向线圈35提供电力。控制装置80具有设置有对提供给线圈35的电力进行控制的逆变器电路的基板等。
图2是示出本实施方式的马达的一部分的剖视图。图3是示出本实施方式的轴承保持架的一部分的立体图。
如图2所示,轴承保持架40具有第1外侧圆环部41、固定筒部42、第1内侧圆环部47、多个第1连接部44、轴承保持部43以及第1突出部45。第1外侧圆环部41呈以中心轴线J为中心、板面与轴向垂直的圆环板状。固定筒部42呈从第1外侧圆环部41的径向外缘部向下侧延伸的圆筒状。第1外侧圆环部41的外周面和固定筒部42的外周面固定于壳体11的内周面。第1内侧圆环部47呈以中心轴线J为中心的圆筒状。第1内侧圆环部47配置于比第1外侧圆环部41靠径向内侧的位置。第1内侧圆环部47的下侧的端部向径向内侧弯曲。
如图2和图3所示,多个第1连接部44沿径向延伸。多个第1连接部44沿周向在整周范围内等间隔地配置。例如设置有12个第1连接部44。多个第1连接部44将第1外侧圆环部41的径向内缘部和第1内侧圆环部47的上侧的端部相连。
如图3所示,第1连接部44中的一部分第1连接部44的周向的宽度在径向外侧的部分变大。例如,3个第1连接部44的周向的宽度在径向外侧的部分变大。该3个第1连接部44沿周向在整周范围内等间隔地配置。在沿周向相邻的第1连接部44彼此之间分别设置有第1贯通孔48。第1贯通孔48沿轴向贯通轴承保持架40。从各线圈35延伸的线圈引出线35a分别穿过第1贯通孔48。
如图2所示,轴承保持部43与第1内侧圆环部47的下端部的径向内缘部相连。轴承保持部43具有筒部43a、盖部43b以及圆环突出部43c。筒部43a呈以中心轴线J为中心的圆筒状。在筒部43a的内周面固定轴承52的外周面。由此,轴承保持部43对轴承52进行保持。轴承52向下侧远离盖部43b而配置。
盖部43b呈从筒部43a的上侧的端部向径向内侧突出的圆环状。盖部43b覆盖轴承52的外圈的上侧。圆环突出部43c从盖部43b的径向内缘部向上侧突出。圆环突出部43c呈以中心轴线J为中心的圆环状。圆环突出部43c的内周面与盖部43b的内周面的上端部相连。圆环突出部43c的内周面和盖部43b的内周面在径向上配置于相同的位置。
在本实施方式中,由盖部43b和圆环突出部43c构成沿轴向贯通轴承保持架40的第1中央孔部49。第1中央孔部49的内周面由盖部43b的内周面和圆环突出部43c的内周面构成。在沿轴向观察时,第1中央孔部49呈以中心轴线J为中心的圆形状。
在本实施方式中,由第1外侧圆环部41、固定筒部42、第1内侧圆环部47、多个第1连接部44以及轴承保持部43构成轴承保持架主体40a。
如图3所示,第1突出部45从轴承保持架主体40a向上侧突出。第1突出部45横跨第1外侧圆环部41和第1连接部44而设置。第1突出部45分别设置于第1连接部44中的上述周向的宽度在径向外侧的部分变大的第1连接部44。即,在本实施方式中,第1突出部45设置有3个,沿周向在整周范围内等间隔地配置。
第1突出部45的上侧的面是下侧接触面45a。下侧接触面45a是与轴向垂直的平坦的面。下侧接触面45a的从上侧观察时的形状为圆角的大致正方形状。下侧接触面45a是轴承保持架40中位于最上侧的部分。
多个第1突出部45中的1个第1突出部45具有沿轴向凹陷的孔部46。孔部46从下侧接触面45a向下侧凹陷。孔部46向第1突出部45的上侧的面开口。孔部46的从上侧观察时的形状为圆形状。孔部46配置于第1突出部45的中央。如图2所示,孔部46沿轴向从下侧接触面45a到第1连接部44的下表面将轴承保持架40贯通。
如图1所示,汇流条单元90配置于定子30和轴承保持架40的上侧。汇流条单元90具有多个汇流条70和汇流条保持架60。即,多个汇流条70和汇流条保持架60位于定子30和轴承保持架40的上侧(轴向一侧)。汇流条保持架60对多个汇流条70进行支承。汇流条保持架60是树脂制的。
如图2所示,汇流条保持架60具有汇流条保持架主体61、上侧中央筒部62、下侧中央筒部63、第2突出部64、嵌合凸部65以及端子支承部66。
图4是从上侧观察本实施方式的汇流条单元90和轴承保持架40的图。图5是从下侧观察本实施方式的汇流条单元90和轴承保持架40的图。
如图4所示,汇流条保持架主体61具有第2内侧圆环部61a、第2外侧圆环部61b以及多个第2连接部61c。第2内侧圆环部61a和第2外侧圆环部61b呈以中心轴线J为中心的圆环状。在沿轴向观察时,第2外侧圆环部61b在比第2内侧圆环部61a靠径向外侧的位置包围第2内侧圆环部61a。如图2所示,第2内侧圆环部61a配置于轴承保持部43的上侧。第2外侧圆环部61b配置于第1外侧圆环部41的上侧。在本实施方式中,第2内侧圆环部61a和第2外侧圆环部61b在轴向上配置于相同的位置。第2外侧圆环部61b的外径比轴承保持架40的外径小。
如图4所示,多个第2连接部61c沿径向延伸。多个第2连接部61c沿周向在整周范围内等间隔地配置。在图4中,例如设置有12个第2连接部61c。多个第2连接部61c将第2外侧圆环部61b和第2内侧圆环部61a相连。在沿轴向观察时,第2连接部61c与第1连接部44重叠。在沿周向相邻的第2连接部61c彼此之间分别设置有第2贯通孔67。第2贯通孔67沿轴向贯通汇流条保持架60。在沿轴向观察时,第2贯通孔67与第1贯通孔48重叠。在第2贯通孔67中分别插入有穿过第1贯通孔48向上侧延伸的线圈引出线35a。
如图2所示,上侧中央筒部62呈以中心轴线J为中心从第2内侧圆环部61a的径向内缘部向上侧突出的圆筒状。下侧中央筒部63呈以中心轴线J为中心从第2内侧圆环部61a的径向内缘部向下侧突出的圆筒状。
上侧中央筒部62的内部和下侧中央筒部63的内部在轴向上相连,沿轴向贯通汇流条保持架60。轴21的上侧的端部穿过上侧中央筒部62的内部和下侧中央筒部63的内部。下侧中央筒部63的下侧的端部是在汇流条单元90中位于最下侧的部分。下侧中央筒部63嵌合于第1中央孔部49。
第2突出部64从汇流条保持架主体61向下侧突出。如图5所示,第2突出部64横跨第2外侧圆环部61b和第2连接部61c而设置。第2突出部64设置有多个。多个第2突出部64沿周向在整周范围内等间隔地配置。在图5中,例如设置有3个第2突出部64。如图2所示,在沿轴向观察时,第1突出部45和第2突出部64相互重叠。
第2突出部64的下侧的面是上侧接触面64a。上侧接触面64a是与轴向垂直的平坦的面。如图2所示,上侧接触面64a配置于比下侧中央筒部63的下侧的端部靠上侧的位置。如图5所示,上侧接触面64a的从下侧观察时的形状为在径向上较长的长方形状。
图6是从径向外侧观察本实施方式的汇流条单元90的一部分和轴承保持架40的一部分的图。如图6所示,各第1突出部45的下侧接触面45a和各第2突出部64的上侧接触面64a分别相互接触。由此,汇流条单元90相对于轴承保持架40在轴向上被定位。
在本实施方式中,下侧接触面45a和上侧接触面64a是与轴向垂直的平坦的面,因此能够抑制汇流条单元90相对于轴承保持架40倾斜配置。另外,能够利用轴承保持架40稳定地支承汇流条单元90。
嵌合凸部65设置于多个第2突出部64中的1个第2突出部64。嵌合凸部65呈从上侧接触面64a向下侧突出的柱状。如图5所示,嵌合凸部65的从下侧观察时的形状为在与径向和轴向这两者垂直的方向上较长的圆角长方形状。嵌合凸部65的下侧的面是与轴向垂直的平坦的面。如图6所示,嵌合凸部65嵌合于孔部46。由此,汇流条单元90相对于轴承保持架40在周向上被定位,能够抑制汇流条单元90与轴承保持架40的周向的相对位置偏移。
嵌合凸部65在与轴向垂直的方向上的尺寸中的长度方向的尺寸与孔部46的内径大致相同,比孔部46的内径稍小。嵌合凸部65的长度方向是指图6中的左右方向。
嵌合凸部65的下侧的端部配置于比孔部46的下侧的端部靠上侧的位置。如图2所示,嵌合凸部65的下侧的端部配置于比下侧中央筒部63的下侧的端部靠上侧的位置。嵌合凸部65的嵌合于孔部46的部分的轴向尺寸H2比下侧中央筒部63的嵌合于第1中央孔部49的部分的轴向尺寸H1小。尺寸H1相当于第1中央孔部49的上侧的端部与下侧中央筒部63的下侧的端部之间的轴向的距离。尺寸H2相当于孔部46的上侧的端部与嵌合凸部65的下侧的端部之间的轴向的距离。在本实施方式中,嵌合凸部65整体嵌合于孔部46。因此,尺寸H2相当于嵌合凸部65的轴向尺寸。
如图2所示,端子支承部66从汇流条保持架主体61向上侧突出。如图4所示,设置有多个端子支承部66。多个端子支承部66沿周向在整周范围内等间隔地配置。在图4中,例如设置有3个端子支承部66。在沿轴向观察时,3个端子支承部66分别配置于与3个第2突出部64分别重叠的位置。
如图1和图4所示,多个汇流条70分别具有汇流条主体71、外部连接端子72以及导线连接部73。在本实施方式中,例如设置有3个汇流条70。在3个汇流条70的每一个上分别设置有1个外部连接端子72和4个导线连接部73。即,在本实施方式中,外部连接端子72共计设置有3个,导线连接部73共计设置有12个。
如图1所示,汇流条主体71埋入于汇流条保持架60。由此,汇流条保持架60对汇流条70进行保持。汇流条主体71呈板面与轴向垂直的板状。汇流条主体71沿着与轴向垂直的平面延伸。外部连接端子72与汇流条主体71相连。外部连接端子72从汇流条保持架60向上侧突出。外部连接端子72被端子支承部66支承。外部连接端子72与控制装置80连接。
如图4所示,导线连接部73与线圈引出线35a连接。导线连接部73是沿着与轴向垂直的平面的板状。因此,导线连接部73的板厚方向与轴向一致。导线连接部73与汇流条主体71相连,从第2连接部61c向周向一侧突出,露出到汇流条保持架60的外部。导线连接部73配置在第2贯通孔67内。导线连接部73呈向周向一侧开口的大致U字状。
导线连接部73具有基部73a和一对臂部(第1臂部73b和第2臂部73c)。
基部73a是与汇流条主体71相连的部分,从第2连接部61c向周向一侧突出。第1臂部73b和第2臂部73c从基部73a向周向一侧延伸。第1臂部73b和第2臂部73c在径向上隔着间隙对置。在沿轴向观察时,第1臂部73b呈波状。
在第1臂部73b与第2臂部73c之间构成有从导线连接部73的前端沿径向延伸的切口部75。即,在导线连接部73上设置有切口部75。切口部75向周向一侧开口。在切口部75中插入有线圈引出线35a。另外,在本说明书中,切口部75只要沿轴向贯通并沿一个方向延伸即可,例如也可以是槽。
马达10的制造方法具有使汇流条70保持线圈引出线35a的保持工序。保持工序具有:插入工序,将线圈引出线35a插入于切口部75;以及凿紧工序,将导线连接部73在封闭切口部75的方向上凿紧。
对插入工序进行说明。图7和图8是示出本实施方式的汇流条单元90的安装顺序的一部分的图。如图7所示,作业者首先将汇流条单元90相对于轴承保持架40大致定位于在周向上向与导线连接部73的切口部75开口的一侧相反的一侧、即周向另一侧稍微偏移的位置。然后,如图8所示,作业者使汇流条单元90从上侧接近轴承保持架40,使嵌合凸部65的下侧的面与下侧接触面45a接触。此时,通过第1贯通孔48向上侧延伸的线圈引出线35a插入于第2贯通孔67,成为与导线连接部73在周向上对置的状态。
另外,下侧中央筒部63的嵌合于第1中央孔部49的部分的轴向尺寸H1比嵌合凸部65的嵌合于孔部46的部分的轴向尺寸H2大。因此,当嵌合凸部65的下侧的面与孔部46所开口的下侧接触面45a接触时,下侧中央筒部63的下侧的端部成为与第1中央孔部49嵌合的状态。由此,通过下侧中央筒部63与第1中央孔部49的嵌合,汇流条单元90成为被支承为能够相对于轴承保持架40绕中心轴线J旋转的状态。
接下来,作业者对汇流条单元90施加向下的力,并且使汇流条单元90沿周向旋转。更具体而言,如图7所示,作业者使汇流条单元90朝向导线连接部73的切口部75开口的一侧、即周向一侧沿周向旋转。由此,如图8所示,嵌合凸部65的下侧的面一边在下侧接触面45a上滑动,一边沿周向移动。然后,当嵌合凸部65移动至与孔部46在轴向上重叠的位置时,嵌合凸部65嵌于孔部46,汇流条单元90向下侧移动直至上侧接触面64a与下侧接触面45a接触。
由此,作业者能够将汇流条单元90相对于轴承保持架40在轴向和周向上进行定位并安装。通过能够将汇流条单元90相对于轴承保持架40在周向上进行定位,能够将外部连接端子72在周向上进行定位。由此,容易将外部连接端子72与控制装置80连接。另外,在汇流条单元90相对于轴承保持架40在周向上被定位的状态下,线圈引出线35a成为插入于导线连接部73的切口部75的状态。由此,能够使线圈引出线35a的位置与能够与汇流条70连接的位置一致。
在本实施方式中,1个汇流条70具有多个导线连接部73。另外,马达10具有多个汇流条70。分别设置于多个汇流条70的多个导线连接部73的切口部75的开口方向全部朝向周向的一侧。因此,作为插入工序,通过使汇流条单元90(即,汇流条70和汇流条保持架60)绕中心轴线J旋转,能够使线圈引出线35a分别插入于多个导线连接部73的切口部75。根据本实施方式,能够容易地使线圈引出线35a插入于导线连接部73的切口部75,能够容易地将线圈引出线35a与汇流条70连接。
另外,马达10越小型化,导线连接部73的切口部75的内侧部分越小。因此,马达10越小型化,使汇流条单元90接近轴承保持架40而将线圈引出线35a直接插入于切口部75越难。因此,上述能够容易地将线圈引出线35a插入于导线连接部73的效果在比较小型的马达中特别有用。
另外,根据本实施方式,第1突出部45的上侧的面是平坦的面即下侧接触面45a,孔部46在下侧接触面45a上开口。因此,通过将嵌合凸部65按压于下侧接触面45a而使其滑动,能够使嵌合凸部65嵌合于孔部46。由此,在使汇流条单元90旋转时,容易使嵌合凸部65嵌合于孔部46。另外,容易降低嵌合凸部65与轴承保持架40之间的摩擦,容易使汇流条单元90沿周向旋转。另外,能够抑制嵌合凸部65损伤。
另外,根据本实施方式,嵌合凸部65的下侧的面是与轴向垂直的平坦的面。因此,在将嵌合凸部65按压于下侧接触面45a时,能够使嵌合凸部65与下侧接触面45a稳定地接触。由此,容易使汇流条单元90相对于轴承保持架40稳定地旋转。
接下来,对凿紧工序进行说明。图9和图10是导线连接部73的放大图。另外,图9示出插入工序后且凿紧工序前的导线连接部73,图10示出凿紧工序后的导线连接部73。
如图10所示,在将线圈引出线35a插入于切口部75的状态下,第1臂部73b和第2臂部73c相互接近而在封闭切口部75的方向上被凿紧。由此,导线连接部73利用第1臂部73b和第2臂部73c夹入线圈引出线35a而对线圈引出线35a进行保持。
凿紧工序后的导线连接部73和线圈引出线35a通过焊接等接合方法而被相互固定。由此,导线连接部73与线圈引出线35a连接。另外,汇流条70与线圈35电连接。即,马达10的制造方法具有将汇流条70与被汇流条70保持的线圈引出线35a接合起来的接合工序。
优选接合工序为焊接工序。如图10所示,在进行焊接工序作为接合工序的情况下,在切口部75的内周面与线圈引出线35a的外周面的界面设置有焊接部79。
另外,更优选接合工序为激光焊接工序。通过进行激光焊接工序作为接合工序,能够快速地使导线连接部73与线圈引出线35a的接合部局部地成为高温。因此,能够缩短接合工序所需要的节拍时间。除此之外,通过进行激光焊接作为接合工序,能够沿着线圈引出线35a的外周面形成同样的焊接部79,能够降低汇流条70与线圈引出线35a的接合界面的电阻值。另外,作为导线连接部73与线圈引出线35a的接合方法,也可以使用电阻焊接或TIG焊接。
如图9和图10所示,凿紧工序前和凿紧工序后的导线连接部73的切口部75的内周面具有底面部76、第1对置面部77以及第2对置面部78。
底面部76朝向切口部75的开口75a侧。在本说明书中,开口75a侧是指在切口部75所延伸的方向上敞开的一侧。更具体而言,开口75a侧在图9和图10中是指纸面左侧。第1对置面部77和第2对置面部78分别从底面部76朝向开口75a延伸。第1对置面部77和第2对置面部78相互对置。即,第1对置面部77与第2对置面部78对置。另外,第2对置面部78与第1对置面部77对置。
在将线圈引出线35a插入于切口部75的状态下,底面部76与线圈引出线35a的外周面接触。在从轴向观察时,底面部76呈以线圈引出线35a为中心的半圆状。即,底面部76沿着线圈引出线35a的外周面弯曲。因此,能够确保底面部76与线圈引出线35a的接触面积较大,能够降低汇流条70与线圈引出线35a的接合界面的电阻值。在凿紧工序后进行焊接工序作为接合工序的情况下,能够在线圈引出线35a的外周面形成同样的焊接部79。
在底面部76上设置有向与切口部75的开口75a相反的一侧延伸的凹部76a。另外,在除了图9和图10之外的其他图中,为了防止附图变得复杂,省略了凹部76a的图示。
如图9和图10所示,在凿紧工序的前后,凹部76a的宽度变窄。通过设置凹部76a,在凿紧工序的过程中,凹部76a向封闭的方向变形,能够抑制底面部76从线圈引出线35a的外周面分离。因此,能够使切口部75的内周面与线圈引出线35a的外周面紧贴,能够降低汇流条70与线圈引出线35a的接合界面的电阻值。在凿紧工序后进行焊接工序作为接合工序的情况下,能够在线圈引出线35a的外周面形成同样的焊接部79。
第1对置面部77是第1臂部73b的朝向切口部75侧的面的一部分。第1对置面部77具有第1区域77a和第2区域77b。第1区域77a与底面部76相连。第2区域77b与第1区域77a相连,向开口75a侧延伸。另外,在第1区域77a与第2区域77b的边界部设置有向第2对置面部78侧突出的第1凸部77c。
如图9所示,插入工序后且凿紧工序前的第1区域77a不与线圈引出线35a接触。因此,在将线圈引出线35a插入于切口部75而使线圈引出线35a与底面部76接触时,第1区域77a不会妨碍线圈引出线35a的插入,能够容易地进行插入工序。
如图10所示,第1区域77a通过凿紧工序而发生位移,与底面部76对置。由此,第1区域77a与线圈引出线35a接触。另外,凿紧工序后的第1区域77a以从底面部76平滑地相连的方式沿着线圈引出线35a的外周面弯曲。因此,能够确保切口部75与线圈引出线35a的接触面积较大,能够降低汇流条70与线圈引出线35a的接合界面的电阻值。
如图9所示,凿紧工序前的第2区域77b随着朝向开口75a侧而向远离第2对置面部78的方向倾斜。因此,切口部75的开口宽度在开口端最大。在将线圈引出线35a从切口部75的开口75a插入的情况下,插入工序变得容易。
如图10所示,凿紧工序后的第2区域77b与对置的第2对置面部78大致平行地延伸。即,凿紧工序后的第2区域77b与第2对置面部78的距离大致相同。另外,凿紧工序后的第2区域77b与第2对置面部78的距离比线圈引出线35a的线直径小。因此,能够抑制线圈引出线35a从切口部75脱离。
另外,在本实施方式中,在第2区域77b与第2对置面部78之间设置有间隙。但是,第2区域77b与第2对置面部78也可以相互接触。
如图9和图10所示,第1凸部77c向第2对置面部78侧突出,将第1区域77a和第2区域77b平滑地相连。另外,切口部75在底面部76呈凹状凹陷。因此,第1臂部73b的朝向切口部75侧的面将底面部76的一部分与整个第1对置面部77合在一起而呈波状弯曲。
如图9所示,凿紧工序前的第1凸部77c的前端与第2对置面部78的距离比线圈引出线35a的线直径大。因此,在插入工序中,即使在将线圈引出线35a从切口部75的开口75a插入的情况下,第1凸部77c也不妨碍线圈引出线35a向切口部75插入。
如图10所示,凿紧工序后的第1凸部77c将线圈引出线35a按压于底面部76。根据本实施方式,通过在第1对置面部77上设置有第1凸部77c,在通过凿紧工序使第1对置面部77发生变形的过程中,第1凸部77c将线圈引出线35a按压于底面部76,促进线圈引出线35a与底面部76的紧贴。由此,能够抑制在凿紧工序后的切口部75的内周面与线圈引出线35a之间产生间隙。
根据本实施方式,通过第1凸部77c将线圈引出线35a按压于底面部76,能够进行线圈引出线35a的定位。在插入工序后且凿紧工序前,线圈引出线35a的位置在切口部75的内部容易发生偏移。根据本实施方式,即使在线圈引出线35a在切口部75的内部向远离底面部76的方向发生位置偏移的情况下,也能够通过第1凸部77c对线圈引出线35a进行定位。
如图9和图10所示,第2对置面部78是第2臂部73c的朝向切口部75侧的面的一部分。第2对置面部78具有第3区域78a和第4区域78b。第3区域78a与底面部76相连。第4区域78b与第3区域78a相连,向开口75a侧延伸。另外,在第3区域78a与第4区域78b的边界部设置有向第1对置面部77侧突出的第2凸部78c。
第3区域78a以从底面部76平滑地相连的方式沿着线圈引出线35a的外周面弯曲。因此,能够确保切口部75与线圈引出线35a的接触面积较大,能够降低汇流条70与线圈引出线35a的接合界面的电阻值。
第4区域78b朝向开口75a侧直线地延伸。如图10所示,第4区域78b在凿紧工序后是与第2区域77b隔着间隙对置的区域。凿紧工序后的第4区域78b与第2区域77b大致平行地延伸。
如图9和图10所示,与底面部76接触的线圈引出线35a卡在第2凸部78c上。因此,在凿紧工序中,抑制线圈引出线35a从切口部75脱离。即,根据本实施方式,第2凸部78c将线圈引出线35a定位在切口部75的内部。
如图10所示,本实施方式的凿紧工序后的导线连接部73在底面部76、第2对置面部78以及第1对置面部77的第1区域77a中与线圈引出线35a接触。由此,通过第1区域77a将线圈引出线35a按压于底面部76侧,能够容易地在切口部75内对线圈引出线35a进行定位。另外,第2对置面部78在第3区域78a中与线圈引出线35a接触。因此,在凿紧工序中,能够抑制被第1区域77a按压于底面部76侧的线圈引出线35a从切口部75的开口75a脱离。
根据本实施方式,导线连接部73是沿着与轴向垂直的平面的板状。因此,通过冲压加工,能够通过容易的制造工序廉价地成形出切口部75的内周面的形状。
导线连接部73具有:第1外周面部73ba,其位于第1对置面部77的相反侧;以及第2外周面部73ca,其位于第2对置面部78的相反侧。第1外周面部73ba是第1臂部73b的朝向与切口部75相反的一侧的一个面。同样地,第2外周面部73ca是第2臂部73c的朝向与切口部75相反的一侧的一个面。
第1外周面部73ba沿着第1对置面部77延伸。如上所述,凿紧工序前的第1对置面部77呈波状弯曲。因此,第1外周面部73ba沿着第1对置面部77呈波状弯曲。根据本实施方式,能够使第1臂部73b的热容量沿着线圈引出线35a的周向均匀地接近。由此,在将线圈引出线35a焊接于切口部75的内周面时,能够沿着线圈引出线35a的周向均匀地设置焊接部79。
第2外周面部73ca沿着第2对置面部78延伸。第2对置面部78呈大致直线状延伸。因此,第2外周面部73ca与第2对置面部78平行且呈直线状延伸。根据本实施方式,能够使第2臂部73c的热容量沿着线圈引出线35a的周向均匀地接近,从而均匀地设置焊接部79。
(变形例1)
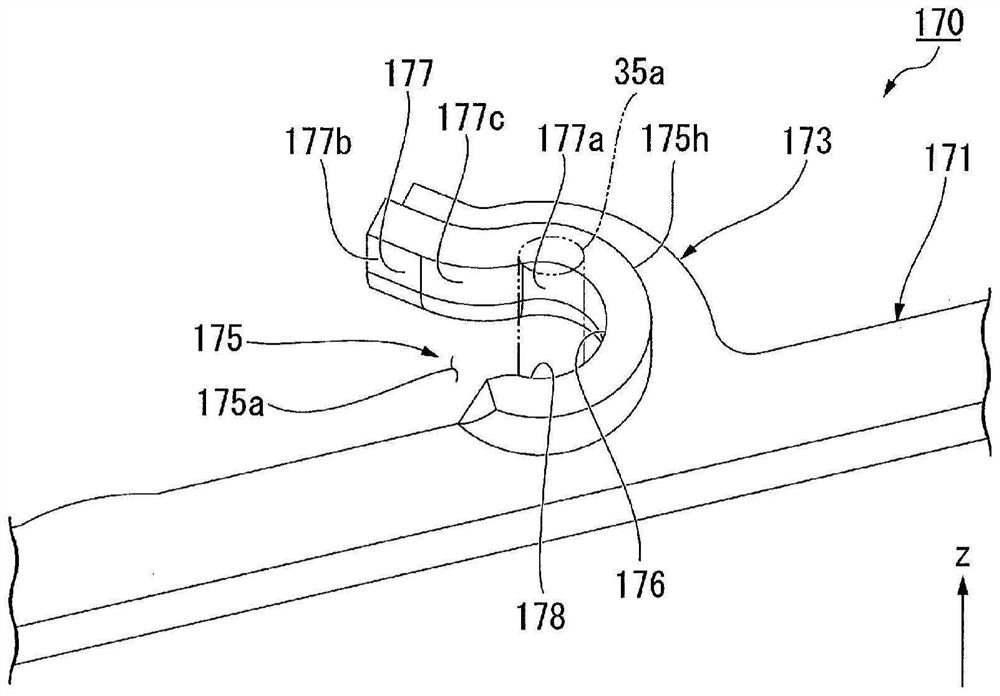
图11是能够应用在上述实施方式中的变形例1的汇流条170的立体图。本变形例的汇流条170与上述实施方式相比,主要的不同点在于具有立壁部175h。
另外,对与上述实施方式相同的方式的结构要素标注相同的标号而省略其说明。
汇流条170具有汇流条主体171、导线连接部173以及立壁部175h。导线连接部173与汇流条主体171相连。从线圈35延伸出的线圈引出线35a与导线连接部173连接。
导线连接部173是沿着与轴向垂直的平面的板状。在导线连接部173上设置有向周向一侧开口的切口部175。在切口部175中插入线圈引出线35a。切口部175的内周面具有:底面部176,其朝向切口部175的开口175a侧;以及第1对置面部177和第2对置面部178,它们从底面部176朝向开口175a延伸。第1对置面部177与第2对置面部178相互对置。
第1对置面部177具有第1区域177a和第2区域177b。第1区域177a与底面部176相连。第2区域177b与第1区域177a相连,向开口175a侧延伸。在第1区域177a与第2区域177b之间设置有第1凸部177c。
与上述实施方式同样地,在凿紧工序后,本变形例的导线连接部173在底面部176、第2对置面部178以及第1对置面部177的第1区域177a中与线圈引出线35a接触。
立壁部175h从导线连接部173的切口部175的内周面沿轴向延伸。立壁部175h向上侧延伸。即,立壁部175h在轴向上向与定子30相反的一侧延伸。立壁部175h是通过在利用冲压加工使汇流条170成型的工序中进行朝向上侧立起的翻边加工而成型的。凿紧工序后的立壁部175h与线圈引出线35a的外周面接触。另外,立壁部175h也可以通过翻边加工以外的方法而成型。
根据本变形例,在切口部175的内周面设置有沿轴向延伸的立壁部175h。由此,能够增大汇流条170与线圈引出线35a的接触面积。另外,根据本变形例,通过设置立壁部175h,导线连接部173的刚性提高,能够提高导线连接部173对线圈引出线35a进行保持的可靠性。
凿紧工序后的导线连接部173和线圈引出线35a通过激光焊接而被相互固定。根据本变形例,立壁部175h向上侧延伸,因此激光的光斑照射于立壁部175h。由于立壁部175h的沿着线圈引出线35a的径向的厚度尺寸小且均匀,因此与导线连接部173相比,热容量小且均匀。因此,立壁部175h通过被照射激光的光斑而被迅速且均匀地加热。因此,根据本变形例,通过设置向上侧延伸的立壁部175h,能够提高焊接效率并且沿着线圈引出线35a的周向设置均匀的焊接部。
(变形例2)
图12是能够应用在上述实施方式中的变形例2的汇流条270的立体图。本变形例的汇流条270与上述实施方式相比,主要的不同点在于具有立壁部275h。
另外,对与上述实施方式相同的方式的结构要素标注相同的标号而省略其说明。
汇流条270具有汇流条主体271、导线连接部273以及立壁部275h。导线连接部273与汇流条主体271相连。从线圈35延伸出的线圈引出线35a与导线连接部273连接。
导线连接部273是沿着与轴向垂直的平面的板状。在导线连接部273上设置有向周向一侧开口的切口部275。在切口部275中插入线圈引出线35a。切口部275的内周面具有:底面部276,其朝向切口部275的开口275a侧;以及第1对置面部277和第2对置面部278,它们从底面部276朝向开口275a延伸。第1对置面部277与第2对置面部278相互对置。
第1对置面部277具有第1区域277a和第2区域277b。第1区域277a与底面部276相连。第2区域277b与第1区域277a相连,向开口275a侧延伸。在第1区域277a与第2区域277b之间设置有第1凸部277c。
与上述实施方式同样地,在凿紧工序之后,本变形例的导线连接部273在底面部276、第2对置面部278以及第1对置面部277的第1区域277a中与线圈引出线35a接触。
立壁部275h从导线连接部273的切口部275的内周面沿轴向延伸。立壁部275h向下侧延伸。即,立壁部275h在轴向上向定子30侧延伸。立壁部275h是通过在利用冲压加工使汇流条270成型的工序中进行朝向下侧立起的翻边加工而成型的。因此,在导线连接部273的上表面与立壁部275h的连接部分中,在向下侧凹陷的方向上平滑地弯曲。即,导线连接部273的上表面(即朝向与定子30相反的一侧的面)与切口部275的内周面经由锥面275k而相连。凿紧工序后的立壁部275h与线圈引出线35a的外周面接触。另外,立壁部275h也可以通过翻边加工以外的方法而成型。
根据本变形例,通过在切口部275的内周面设置沿轴向延伸的立壁部275h,能够增大汇流条270与线圈引出线35a的接触面积。另外,根据本变形例,通过设置立壁部275h,导线连接部273的刚性提高,能够提高导线连接部273对线圈引出线35a进行保持的可靠性。
凿紧工序后的导线连接部273和线圈引出线35a通过激光焊接而被相互固定。根据本变形例,在导线连接部273的上表面与切口部275的内周面之间设置有锥面275k,因此熔融的金属积存在锥面275k与线圈引出线35a之间。因此,能够同样地将焊接部设置于线圈引出线35a的周围。
以上,对本发明的实施方式及其变形例进行了说明,但实施方式和变形例中的各结构和它们的组合等仅是一例,能够在不脱离本发明的主旨的范围内进行结构的附加、省略、置换及其他变更。另外,本发明不受实施方式限定。