一种薄壁深腔罩类件外型面加工工装及加工方法
文献发布时间:2023-06-19 13:46:35
技术领域
发明涉及一种薄壁深腔罩类件外型面加工工装及加工方法,属于先进制造技术领域。
背景技术
随着国际形势及军事技术的发展,我国迫切需要开展一些打击精度高、飞行速度快、突防能力强的军工产品研制。这类产品的推力系统都需要进行热结构防护,还必须具有较轻的质量,因此往往采用异型(异型是指横截面视图不是圆形、不是椭圆形、不是正方形、不是长方形)、薄变壁深腔罩类件,除了对推力系统进行隔热防护外,还能效利用底部防隔热系统空间,实现轻量化设计,达到有效减重的目的。目前薄壁深腔罩类件型面加工壁厚精度低,不能满足要求。
发明内容
本发明的目的是为了解决变薄壁深腔罩类件型面加工壁厚精度低的问题,设计分辨内撑工装结构,并采用与工装相对应的分段卧式铣加工方法,进行外型面铣加工,从而制备出变薄壁高精度零件。
本发明的目的是通过以下技术方案实现的。
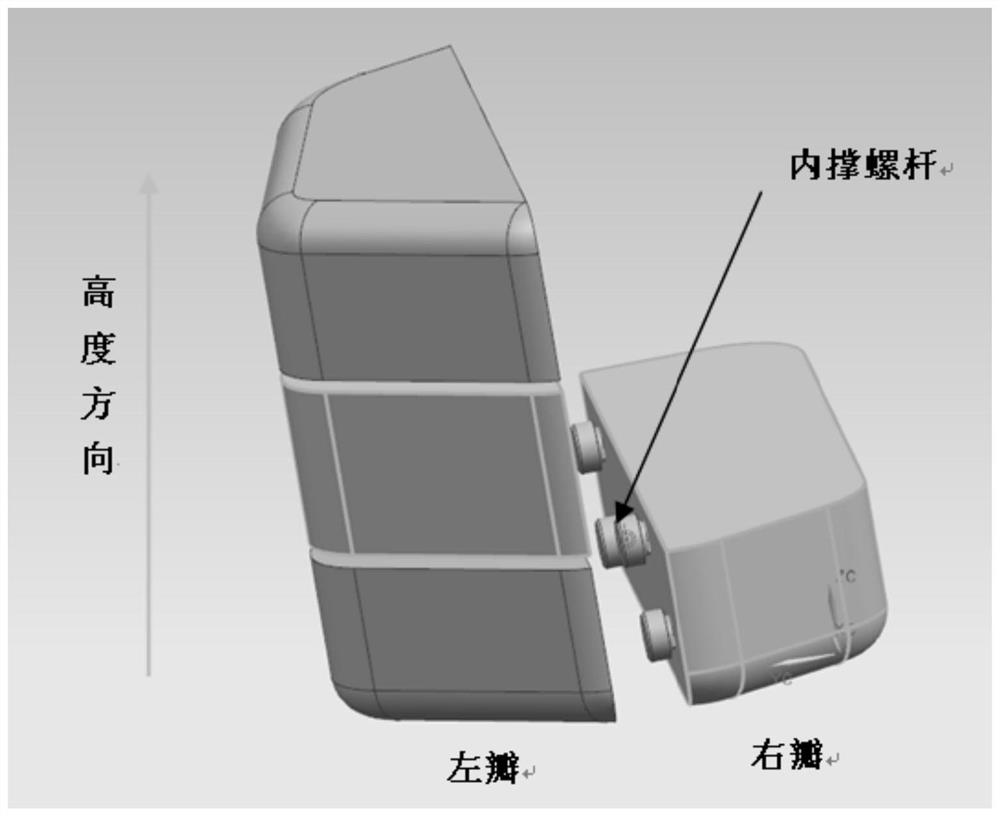
一种薄壁深腔罩类件加工工装,包括:左瓣工装和右瓣工装,左瓣工装和右瓣工装在高度方向上均划分为若干个子瓣,且左瓣工装的子瓣与右瓣工装的子瓣一一对应;在左瓣工装的每个子瓣上设置螺纹孔或者光孔,相对应的,在右瓣工装的每个子瓣上设置光孔或者螺纹孔,在螺纹孔和光孔之间安装有内撑螺杆,将相对应的两个子瓣进行连接并且通过调节内撑螺杆进而调节该两个子瓣的间距以及支撑力度。
进一步的,左瓣工装和右瓣工装外型面与待加工的薄壁深腔罩类产品内型面一致。
进一步的,左瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;右瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置。
进一步的,左瓣工装的子瓣高度相同或者不相同,右瓣工装的子瓣高度相同或者不相同;左瓣工装和右瓣工装相对应的子瓣高度是相同的。
进一步的,左瓣工装和右瓣工装之间设置有3-5mm间距。
本发明还提出一种薄壁深腔罩类件的加工方法,步骤如下:
(1)内撑工装结构设计:将用于加工的内撑工装设计为分瓣结构,包括:左瓣工装和右瓣工装,左瓣工装和右瓣工装在高度方向上均划分为若干个子瓣,且左瓣工装的子瓣与右瓣工装的子瓣一一对应;在左瓣工装的每个子瓣上设置螺纹孔或者光孔,相对应的,在右瓣工装的每个子瓣上设置光孔或者螺纹孔,在螺纹孔和光孔之间安装有内撑螺杆,将相对应的两个子瓣进行连接并且通过调节内撑螺杆进而调节该两个子瓣的间距以及支撑力度;
(2)制备内撑工装:按待加工的薄壁深腔罩类产品内型面整体加工出内撑工装毛坯,然后切割分瓣,将左瓣工装、右瓣工装之间加工出3-5mm间隔;再在左瓣工装、右瓣工装的子瓣上加工出螺纹孔或光孔,内撑工装毛坯表面粗糙度不大于3.2um;
(3)内撑工装装夹:将内撑工装置于待加工的薄壁深腔罩类产品内,调整各子瓣工装上的内撑螺杆,使各子瓣工装与加工部位内型面支撑贴合;
(4)型面加工:采用卧式铣加工方法,铣加工外型面;外型面铣加工时,在高度方向上与内撑工装分瓣结构对应,分N段加工,N为内撑工装在高度方向上的子瓣数;每加工一段,调整相对应子辨工装上的内撑螺杆,使该子瓣工装与加工部位内型面完全支撑贴合。
进一步的,所述步骤(2)进行切割分瓣时,每个子瓣的高度范围控制在50~100mm之间。
进一步的,左瓣工装和右瓣工装外型面与待加工的薄壁深腔罩类产品内型面一致;左瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;右瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;左瓣工装的子瓣高度相同或者不相同,右瓣工装的子瓣高度相同或者不相同;左瓣工装和右瓣工装相对应的子瓣高度是相同的。
进一步的,在加工过程中可随时调整正在加工段内部支撑的子瓣工装的支撑力度。
进一步的,左瓣工装和右瓣工装高度方向上都分为2~3瓣。
本发明与现有技术相比带来的有益效果为:
(1)本发明用途主要是为了某些军工产品防热结构用异型薄变壁深腔罩类件研制需求,解决薄变壁厚类零件壁厚精度难控制的实际工程问题。
(2)对于异型薄变壁深腔罩类件,进行外型面加工时,采用的内撑工装往往不能完全贴合深腔内的每一个部位,使得加工误差很大,难以满足高精度的要求,本发明通过将内撑工装分瓣设计,且加工时根据分瓣进行分步加工,随时调整每一瓣的支撑力度,从而实现深腔罩的精细加工,效果良好。
(3)本发明子瓣的划分可根据深腔罩的情况灵活设计数量和高度,更好的实现精细加工。
附图说明
图1为本发明分瓣内撑工装示意图;
图2是一种异型薄壁变壁厚高温合金(Inconel 617)罩示意图;
图3是图2的左视图;
图4是图2的俯视图;
图5是图4的B-B剖视图;
图6是图4的A向视图;
图7是图2的B向视图。
具体实施方式
下面结合附图和实施例对本发明作进一步说明。
如图1所示,本发明提出一种薄壁深腔罩类件加工工装,包括:左瓣工装和右瓣工装,左瓣工装和右瓣工装在高度方向上均划分为若干个子瓣,且左瓣工装的子瓣与右瓣工装的子瓣一一对应;在左瓣工装的每个子瓣上设置螺纹孔或者光孔,相对应的,在右瓣工装的每个子瓣上设置光孔或者螺纹孔,在螺纹孔和光孔之间安装有内撑螺杆,将相对应的两个子瓣进行连接并且通过调节内撑螺杆进而调节该两个子瓣的间距以及支撑力度。
优选的,左瓣工装和右瓣工装外型面与待加工的薄壁深腔罩类产品内型面一致。
优选的,左瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;右瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置。
优选的,左瓣工装的子瓣高度相同或者不相同,右瓣工装的子瓣高度相同或者不相同;左瓣工装和右瓣工装相对应的子瓣高度是相同的。
优选的,左瓣工装和右瓣工装之间设置有3-5mm间距。
根据上述工装,本发明提出一种薄壁深腔罩类件的加工方法,步骤如下:
(1)内撑工装结构设计:将用于加工的内撑工装设计为分瓣结构,包括:左瓣工装和右瓣工装,左瓣工装和右瓣工装在高度方向上均划分为若干个子瓣,且左瓣工装的子瓣与右瓣工装的子瓣一一对应;在左瓣工装的每个子瓣上设置螺纹孔或者光孔,相对应的,在右瓣工装的每个子瓣上设置光孔或者螺纹孔,在螺纹孔和光孔之间安装有内撑螺杆,将相对应的两个子瓣进行连接并且通过调节内撑螺杆进而调节该两个子瓣的间距以及支撑力度;
左瓣工装和右瓣工装外型面与待加工的薄壁深腔罩类产品内型面一致;左瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;右瓣工装的子瓣之间为平滑接触面,上下相邻的子瓣可相对移动位置;左瓣工装的子瓣高度相同或者不相同,右瓣工装的子瓣高度相同或者不相同;左瓣工装和右瓣工装相对应的子瓣高度是相同的。
(2)制备内撑工装:按待加工的薄壁深腔罩类产品内型面整体加工出内撑工装毛坯,然后切割分瓣,将左瓣工装、右瓣工装之间加工出3-5mm间隔;再在左瓣工装、右瓣工装的子瓣上加工出螺纹孔或光孔,内撑工装毛坯表面粗糙度不大于3.2um;
进行切割分瓣时,每个子瓣的高度范围控制在50~100mm之间。
(3)内撑工装装夹:将内撑工装置于待加工的薄壁深腔罩类产品内,调整各子瓣工装上的内撑螺杆,使各子瓣工装与加工部位内型面支撑贴合;
(4)型面加工:采用卧式铣加工方法,铣加工外型面;外型面铣加工时,在高度方向上与内撑工装分瓣结构对应,分N段加工,N为内撑工装在高度方向上的子瓣数;每加工一段,调整相对应子辨工装上的内撑螺杆,使该子瓣工装与加工部位内型面完全支撑贴合。在加工过程中可随时调整正在加工段内部支撑的子瓣工装的支撑力度。
实施例
采用本发明方法,完成图2(其中图2(a)为模型图,图2(b)为结构示意图)异型薄变壁高温合金(Inconel 617)罩外型面的铣加工,具体步骤如下:
(1)工装结构设计:按图1所示,将用于加工的内撑工装设计为分瓣结构,高度方向上分3瓣,左右方向分2瓣,共6瓣,在右瓣上设置螺纹孔,左瓣上对应位置设置光孔,用于安装内撑螺杆,工装外形面与加工产品内型面一致。异型薄变壁高温合金(Inconel 617)罩的左视图、俯视图分别如图3和4所示。图5为图4的B-B剖视图。图6是图4的A向视图。图7是图2的B向视图。
(2)工装制备:按产品内型面整体加工出工装毛坯,然后按步骤(1)设计结构将工装毛坯切割分瓣,再在右瓣工装上加工出M10螺纹孔,左瓣上对应位置加工出φ11mm光孔。左右部分之间加工设置3mm间距。
(3)工装装夹:将内撑工装置于加工产品内,调整各瓣工装上的内撑螺杆,使各瓣工装与加工部位内型面基本支撑贴合,然后将工装同产品固定于卧式铣加工机床工作台面上。
(4)型面加工:(3)步骤完成后,采用卧式铣加工方法,铣加工外型面。外型面铣加工时,在高度方向上与内撑工装分瓣结构对应,分3段加工,先加工最下面一段,然后加工中间一段,再加工最上面一段。每加工一段,调整相对应分辨工装上的内撑螺杆,使该瓣工装与加工部位内型面完全支撑贴合,直至外型面加工完成。在加工过程中可随时调整正在加工段内部支撑的子瓣工装的支撑力度。最终加工出的罩状产品精度完全符合要求,大大高于现有技术的加工精度。