一种加热卷烟及其用途
文献发布时间:2024-01-17 01:26:37
技术领域
本发明属于加热卷烟技术领域,具体涉及一种加热卷烟及其用途。
背景技术
随着人们生活水平的不断提高,大家对自身的健康问题越来越重视,近年来关于吸烟健康问题的关注度很高。国内外各大企业为了满足变化的消费需求,纷纷开发了各种低危害的加热卷烟。
加热卷烟是一类通过加热发烟物质产生烟气的新型烟草制品,因其低危害和较优的口感,得到了消费者的青睐,市场规模迅速扩大。颗粒型加热卷烟是一种通过加热颗粒状芯基材,释放可吸入含尼古丁气溶胶的加热卷烟。目前市售颗粒型加热卷烟大多采用过滤段、中空降温段、封堵限位段和发烟段的四段式结构设计,中空降温段是一段空腔,该结构存在如下问题:抽吸时,烟雾量偏小;过滤段中的过滤棒无支撑,使用过程中,在外力作用下过滤棒会向中空降温段移动;中空降温段受到外力挤压会发生非可逆性形变。
为了解决以上问题,提出本发明。
发明内容
本发明第一方面提供一种加热卷烟,所述加热卷烟包含:空管15;
所述空管15内从下游到上游依次设有中空降温支撑件12、封堵限位件13、发烟物质14;
其中,所述封堵限位件13为具有轴向通孔132的齿轮状结构,齿轮状结构的外壁和所述空管15内壁之间形成了可供气流通过的气道131;
所述中空降温支撑件12为瓦楞管,其包括外围空管121、内部空管122、外围空管121和内部空管122之间的瓦楞层123,外围空管121、内部空管122、瓦楞层123三者均为同轴设置,所述外围空管121和内部空管122之间形成外周气流通道124,所述内部空管122之间形成中间气流通道125,所述通孔132与所述中间气流通道125连通,所述气道131与所述外周气流通道124连通。
优选地,在所述加热卷烟的径向方向上,所述气道131的最大尺寸为A,所述外周气流通道124的最大尺寸为B,A:B=0.5~2。更优选地,A:B=0.5~1.5。再优选地,A:B=0.5~1。即发烟段产生的烟雾从气道131流到外周气流通道124的过程中,气道径向尺寸变化不大。
优选地,在所述加热卷烟的径向方向上,所述气道131的最大尺寸A等于所述外周气流通道124的最大尺寸B。A的数值小于烟草颗粒的D
优选地,所述瓦楞层123中瓦楞的形状为“V”形、“U”形、梯形或弧形。即所述瓦楞层123是由若干个重复排列的“V”形、“U”形、梯形或弧形单元形成。
优选地,所述气道131的横截面形状为不规则图形,该不规则图形的一边为圆弧形,另一边的形状为“V”形、“U”形、梯形或弧形。
该不规则图形的一边为靠近空管15的一边,可以视为该不规则图形的底边。
该不规则图形的另一边为远离空管15的一边。
更优选地,所述瓦楞层123中瓦楞的形状与所述气道131横截面的形状相同。
优选地,所述中空降温支撑件12的下游抵接有过滤件11。
优选地,所述过滤件11为过滤棒,材质选自:醋酸纤维、丙烯纤维、聚乳酸纤维、纸、聚对苯二甲酸乙二醇酯丝束中的一种或多种的组合。
优选地,所述中空降温支撑件12的材质选自:纸、无纺布、醋酸纤维、丙烯纤维、聚乳酸纤维、聚对苯二甲酸乙二醇酯、聚四氟乙烯中的一种或多种的组合。
优选地,所述封堵限位件13的材质选自:聚碳酸酯、聚醚醚酮、聚乙烯、聚丙烯、聚苯乙烯、聚乳酸、聚对苯二甲酸乙二醇酯、聚四氟乙烯、陶瓷、纸中的一种或多种的组合;
优选地,所述发烟物质14选自颗粒状发烟材料、丝状发烟材料、棒状发烟材料或粉末状发烟材料中的一种或几种;
当所述发烟物质14为颗粒状发烟材料时,所述加热卷烟1的远唇端设置封口件16且所述通孔132的尺寸小于颗粒状发烟材料的尺寸,以防止颗粒漏出。
本发明第二方面提供第一方面所述的加热卷烟用于增加卷烟烟雾量或卷烟烟雾中总粒相物的用途。
本文中,“近唇端”、“远唇端”为相对术语,分别指代吸烟物品或其某一段的两个端。“近唇端”指的是吸烟物品使用时,吸烟物品或其某一段与用户唇部距离较近的一端。“远唇端”指的是吸烟物品使用时,吸烟物品或其某一段与用户唇部距离较远的一端。
本文中,将加热卷烟被抽吸时,加热卷烟内烟雾的流动方向记为从“上游”到“下游”。
上述技术方案在不矛盾的前提下,可以自由组合。
相对于现有技术,本发明具有以下有益效果:
1、本发明创造性的设计了一种加热卷烟,该加热卷烟设置了中空降温支撑件12,能有效防止过滤件11在使用过程中移动的问题。特别的,中空降温支撑件12具有外周气流通道124,可以大大提高加热卷烟烟气的总粒相物,间接说明本发明的加热卷烟结构有利于提升加热卷烟烟雾量。
2、本发明创新性设计的中空降温支撑件12还能够降低加热卷烟中空段在受到外力挤压下发生非可逆性形变的风险。
附图说明
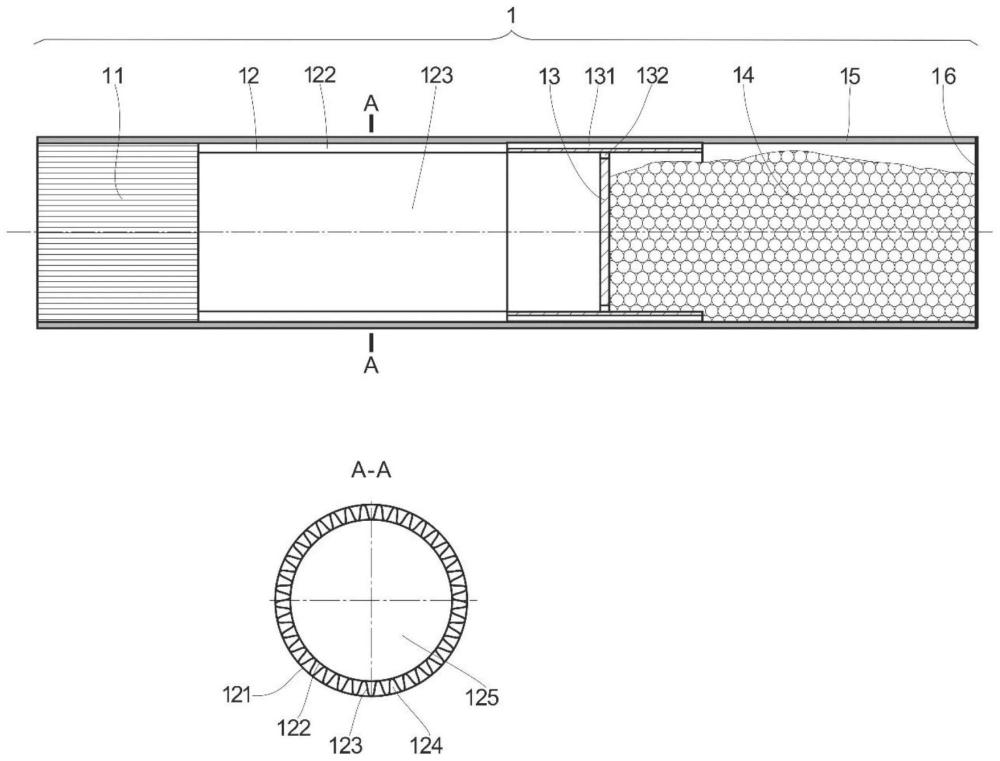
图1是实施例1加热卷烟1的轴向剖视图和中空降温支撑件12的A-A剖面图。
图2是实施例1加热卷烟1的中空降温支撑件12横截面示意图。
图3是实施例1的封堵限位件13横截面示意图。
图4是实施例1的封堵限位件13和空管15处的横截面示意图
附图标记列表:
1、加热卷烟,11、过滤件,12、中空降温支撑件,121、外围空管,122、内部空管,123、瓦楞层,124、外周气流通道,125、中间气流通道,13、封堵限位件,131、气道,132、轴向通孔,133、横隔板,14、发烟物质,15、空管。
具体实施方式
下面结合实施例对本发明作进一步的详细描述。
本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“联接”到另一元件时,它可以直接联接到其他元件,或者也可以存在中间元件。此外,这里使用的“联接”可以包括无线联接。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“内”、“上”、“下”等指示的方位或状态关系为基于附图所示的方位或状态关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“联接”、“设有”应做广义理解,例如,可以是固定联接,也可以是可拆卸联接,或一体地联接;可以是机械联接,也可以是电联接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,根据具体情况理解上述术语在本发明中的具体含义。
本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语包括技术术语和科学术语具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
实施例1
如图1,一种加热卷烟1,所述加热卷烟1包含空管15,所述空管15从近唇端到远唇端或叫做从下游到上游设有依次抵接的过滤件11、中空降温支撑件12、封堵限位件13、发烟物质14。所述空管15远唇端粘结有封口件16,以封堵发烟物质14。
加热卷烟1的直径为7.2mm,长度为45mm。过滤件11、中空降温支撑件12、封堵限位件13的轴向长度分别为10mm、16mm和7mm。发烟物质14所占据的空管15轴向长度为12mm。
所述空管15为纸质空管,过滤件11为聚对苯二甲酸乙二醇酯丝束滤棒。
所述中空降温支撑件12为瓦楞管,其包括外围空管121、内部空管122、外围空管121和内部空管122之间的瓦楞层123。外围空管121、内部空管122、瓦楞层123三者均为同轴设置。所述外围空管121和内部空管122之间形成外周气流通道124,所述内部空管122之间形成中间气流通道125,所述通孔132与所述中间气流通道125连通,所述气道131与所述外周气流通道124连通。中空降温支撑件12的外围空管121和内部空管122的材质为纸材,瓦楞层123的材质为无纺布。中空降温支撑件13横截面如图2所示。外围空管121材质为成型纸。
所述瓦楞层123可以单独制备:先将片状材料经过模具辊压形成具有凹部和凸部的片材;然后将具有凹部和凸部的片材卷曲形成管状结构得到瓦楞层123。
所述瓦楞层123也可以在中空降温支撑件12制备过程中形成:先将片状材料经过辊压形成具有凹部和凸部的片材,然后在具有凹部和凸部的片材通过施胶粘结在成型纸上形成复合片材,复合片材包裹在内部空管上并施胶封口,裁切后即得到具有三层材料的中空降温支撑件12。
所述瓦楞层123的厚度为1mm,即在所述加热卷烟的径向方向上,外周气流通道124的最大尺寸B为1mm。本实施例中,所述瓦楞层123中瓦楞的形状为“V”形。外周气流通道124的横截面形状为类三角形,类三角形的底边为圆弧。B为圆弧中点到类三角形顶点之间的距离,也是所述外围空管121和内部空管122之间的距离。
所述封堵限位件13为具有轴向通孔132的齿轮状结构,齿轮状结构的外壁和所述空管15内壁之间形成了可供气流通过的气道131。具体的,所述封堵限位件13空心圆柱状齿轮,中心设置有圆片状横隔板133。横隔板133外周设置有4个轴向通孔132。通孔132为弧形窄缝式空隙。四个轴向通孔132的具体形状和大小可以相同或者不同。所述封堵限位件13的齿轮上周向分布的齿的形状为斧头型,因此形成的气道131的横截面形状为类半椭圆形,类半椭圆形的底边为空管15所在的一段圆弧形,另一边的形状为“U”形。在所述加热卷烟的径向方向上,所述气道131的最大尺寸A为0.5mm。A为该半椭圆形底边圆弧中点到半椭圆形顶点之间的距离。封堵限位件13材质为聚碳酸酯。
所述发烟物质14为松散填充的颗粒状发烟材料。所述封口件16为透气度为6000CU的纸。通孔132和气道131的尺寸小于颗粒状发烟材料的尺寸,以防止颗粒漏出。
实施例2
将实施例1中过滤件11调整为醋酸纤维滤棒,其他内容保持不变。
对比例1
与实施例1相比,对比例1的加热卷烟1中无中空降温支撑件13,其他内容保持不变。
对比例2
与实施例2相比,对比例2的加热卷烟中无中空降温支撑件13,其他内容保持不变。
应用例1
采用电子烟综合测试平台抽吸上述实施例和对比例制备的加热卷烟。烟支抽吸参数为:抽吸曲线:钟形;抽吸容量:35mL;抽吸持续时间:2s;抽吸间隔:30s。每只加热卷烟抽吸12口,采用直径为44mm剑桥滤片逐序捕集气溶胶粒相物,每个滤片捕集12口加热卷烟样品的粒相物,测定结果如表1。
由表1中结果可知:
1、与对比例1相比,实施例1样品的总粒相物意想不到地提高了23.4%;
2、与对比例2相比,实施例2样品的总粒相也提高了33.1%。
表1说明本发明具有中空降温支撑件12的加热卷烟能够提高样品的总粒相物,间接说明本发明的加热卷烟结构有利于提升加热卷烟烟雾量。
另外,表1可见,增加中空降温支撑件12后,加热卷烟样品过滤件11移动的问题得到了解决。此外,中空降温支撑件12的瓦楞层123在受到挤压后容易恢复原状,这能够降低加热卷烟中空段在受到外力挤压下发生非可逆性形变的风险。
表1加热卷烟样品总粒相物和过滤件移动情况统计
上述中空降温支撑件12具有提高烟气的总粒相物这样预料不到的技术效果的原因可能如下:
本发明中,发烟段14产生的烟气流向分为两部分:
第一部分烟气从所述封堵限位件13中间的通孔132直接流入中间气流通道125中,进而通过过滤件11流出加热卷烟;
第二部分烟气从所述气道131直接流入外周气流通道124中,进而通过过滤件11流出加热卷烟。
由于通孔132的横截面积尺寸远远小于中间气流通道125的横截面积,因此第一部分烟气从通孔132流入中间气流通道125过程中,流通面积会突然变大。
由于烟雾是气溶胶状态,气溶胶中存在的固态或液态粒子在流通过程中若发生碰并、凝聚、聚合作用,则会增加大粒子含量,因而在测试过程中,大粒子会会被滤片捕集到,进而增加气溶胶中的总粒相物质量。而上述流通面积突然变大后,反而减小了固态或液态粒子发生碰并、凝聚、聚合的机会,甚至大粒子还会分散为小粒子,因而在测试过程中,小粒子不会被滤片捕集到,因此会降低第一部分烟气中总粒相物质量,肉眼看来,也会减小烟雾量。换句话说,所述封堵限位件13中间的通孔132的存在,其实会损失第一部分烟气原有总粒相物质量和烟雾量。
第二部分烟气从气道131直接流入外周气流通道124中,此过程中由于气道径向尺寸变化不大,因此不会影响固态或液态粒子在流通过程中发生碰并、凝聚、聚合作用,因此会不降低气溶胶中的总粒相物质量,也不会损失第二部分烟气原有的烟雾量。
综上所述,中空降温支撑件12的存在使得总粒相物质量相比不使用中空降温支撑件12时会增加,烟雾量也会增加。