一种具有带裙边隔离件的发烟段其制备方法及颗粒型烟支
文献发布时间:2024-01-17 01:26:37
技术领域
本发明属于加热卷烟领域,具体涉及一种具有带裙边隔离件的发烟段其制备方法及颗粒型烟支。
背景技术
颗粒型烟支是近年来新型的一种加热型烟支,其以发烟颗粒代替烟草薄片作为发烟材料,发烟颗粒比烟草薄片受热更均匀,且烟雾沿颗粒间间隙扩散也比烟草薄片类加热型烟支更顺畅,因此深受消费者喜爱。
颗粒型烟支通常是将发烟颗粒填充到远唇端封口的纸筒中形成颗粒段,并在颗粒段下游设置带有多孔固件段(或曰齿轮件)、冷却段(可以是带孔空腔段或空腔段内填充有冷却材料)和过滤段而形成的。由于发烟颗粒是松散的且具有流动性,如果不加约束,其将会在烟支水平放置时流动到下游的空腔段中,这些流动到下游的发烟颗粒将不能被加热器有效加热,影响发烟效果,故当前所有的颗粒型烟支结构中,都设计有约束发烟颗粒使之不四处流动的部件,其中颗粒上游通常用封口膜来约束,下游用多孔固件段(或曰齿轮件)来约束。
多孔固件段材质通常是陶瓷或硅胶,其外壁与纸筒内壁过盈配合,中心和/或外周具有可供烟雾通过但不允许发烟颗粒通过的轴向通孔或通气槽,既封堵发烟颗粒又能传递烟气。此外,在将电阻发热片或电磁发热片插入到颗粒段中进行中心加热时,多孔固件段因牢固粘附在纸筒内壁上,还能防止发烟颗粒在加热片插入力推动下推动多孔固件段本身向下游移动。但多孔固件段的存在增大了烟支整体长度,因此,本领域技术人员一直希望能精简该多孔固件段的结构,减小多孔固件段的体积。
为了解决以上问题,提出本发明。
发明内容
本发明第一方面提供一种具有带裙边隔离件的发烟段,所述发烟段包含:管体1、设置在所述管体1远唇端的封堵件、设置在所述管体1近唇段的后端隔离件3以及设置在所述封堵件和后端隔离件3之间的发烟物质;
其中,所述后端隔离件3包含后端封堵膜片31和设置在所述后端封堵膜片31远唇端一侧的环形架体32;所述环形架体32包括环形架体主体和若干个间隔分布的后端裙边322,所述后端裙边322设置在所述环形架体主体外周且与所述环形架体主体垂直设置,所述前端裙边222向所述发烟段近唇端方向延伸,所述后端裙边322通过后端折痕线323与所述环形架体主体连接,所述后端封堵膜片31中心区域未被所述环形架体32覆盖且该区域开设有若干个可打开的瓣膜315,所述瓣膜315通过在所述后端封堵膜片31上切出“C”形缝隙而形成;
所述管体1、封堵件、后端隔离件3为同轴设置。
上述封堵件可以是封口膜等。
上述,后端隔离件3设置在所述烟管1近唇段时,其可以设置在所述近唇段的端部即近唇端,也可不设置在所述烟管1近唇段的端部即所述烟管1的近唇端可以预留一段空腔。
本文中,“近唇端”、“远唇端”为相对术语,分别指代吸烟物品或其某一段的两个端。“近唇端”指的是吸烟物品使用时,吸烟物品或其某一段与用户唇部距离较近的一端。“远唇端”指的是吸烟物品使用时,吸烟物品或其某一段与用户唇部距离较远的一端。
相应地,如果对吸烟物品或其某一段进行分段的话,包含近唇端的那一段在本文被称为“近唇段”,包含远唇端的那一段在本文被称为“远唇段”。
即吸烟物品存在“近唇端”、“远唇端”、近唇段”、“远唇段”。相应的,吸烟物品的某一段也存在“近唇端”、“远唇端”、近唇段”、“远唇段”。
烟支抽吸时,烟支内烟气流动的方向记为从“上游”到“下游”。
优选地,所述封堵件与所述后端隔离件3相同,或者所述封堵件为前端隔离件2;
所述前端隔离件2包含前端膜片21和设置在所述前端膜片21远唇端侧的框架22;所述框架22包括框架主体和若干个间隔分布的前端裙边222,所述前端裙边222设置在所述框架主体外围且与所述框架主体垂直设置,所述前端裙边222向所述发烟段近唇端方向延伸,所述前端裙边222通过前端折痕线223与所述框架主体连接,所述框架主体中心设置有“十”字形的框架开口221,所述前端膜片21中央设置有互相垂直的主切痕211,所述主切痕211位于所述框架开口221的中央;
优选地,所述框架开口221的边缘均是圆滑曲线。
优选地,在所述主切痕211的中央,开有与该主切痕211呈一定角度的中心切痕212,所述中心切痕212为经过所述主切痕211中心的至少一条。
优选地,所述中心切痕212为交叉设置的两条,所述中心切痕212与所述主切痕211共同呈“米”字形。
优选地,所述主切痕211上设置有与其连通的若干条垂直切痕213。
优选地,所述主切痕211的末端设置有与其连通的末端切痕214。
优选地,所述框架22上设置有可开口的预置口324,所述预置口324穿过所述后端折痕线323,所述预置口324的开口朝向所述环形架体主体的中心,所述预置口324通过在所述环形架体主体与所述裙边22连接处切出“C”形缝隙而形成。
优选地,所述环形架体32的环形架体主体为正多边形片状结构,正多边形的每个边连接有一个后端裙边322;
所述框架22的框架主体为正多边形片状结构,正多边形的每个边连接有一个前端裙边222。
优选地,所述前端隔离件2和后端隔离件3均为纸质材质,所述框架22的硬度大于所述前端膜片21的硬度,所述环形架体32的硬度大于所述后端封堵膜片31的硬度。
优选地,所述管体1与所述前端隔离件2为过盈配合,所述管体1与所述后端隔离件3为过盈配合。
本发明第二方面提供一种颗粒型烟支,所述颗粒型烟支包含第一方面所述的发烟段,所述发烟物质为发烟颗粒。
当然,第一方面所述的发烟段也可以单独使用,例如与具有降温段和过滤段的烟具配合使用。
本发明第三方面提供第一方面任一项所述的发烟段的制作方法,所述制作方法中使用到工具有“Ω”形弹簧卡4和辅助导入环9;所述辅助导入环9具有上端平台和下端套管,所述上端平台外径大于所述管体1外径,所述下端套管外径小于所述后端隔离件3外接圆直径;
所述制作方法包括以下步骤:
步骤A、将管体1远唇端朝上竖立放置,将所述前端隔离件2的前端裙边222朝下竖立放置,然后将“Ω”形弹簧卡4套住所述前端裙边222,按压所述“Ω”形弹簧卡4两边手柄41使得所述前端裙边222全部收拢,将所述前端隔离件2朝向所述管体1远唇端放入,使所述前端裙边222都放入所述管体1内,再向下推所述前端隔离件2使其滑入所述管体1内;松开所述手柄41,使得所述“Ω”形弹簧卡4弹性恢复到其尺寸大于所述前端隔离件2的最大尺寸的状态,将所述“Ω”形弹簧卡4从所述前端隔离件2上方取出,之后将所述前端隔离件2垂直压入直至所述前端隔离件2的上端面与所述管体1外沿平齐,即完成所述前端隔离件2的安装,所述前端隔离件2与所述管体1之间过盈配合联接;
步骤B、将步骤A得到的管体1近唇端朝上竖立放置,在其内灌装发烟颗粒6;
步骤C、将后端隔离件3远唇端竖直朝下放置,将辅助导入环9的下端套管套在所述后端裙边322中,然后将所述辅助导入环9连同所述后端隔离件3一起插入至所述管体1内,至所述辅助导入环9的上端平台下沿与所述管体1上端平齐为止,然后拔出所述辅助导入环9,即得到了发烟段。
优选的,步骤C中,使用步骤A所述的“Ω”形弹簧卡4收拢所述后端裙边322。
本文中,将烟支或发烟段抽吸时,烟支、发烟段或烟支上的任意部件靠近用户唇部的一端称为“近唇端”,烟支、发烟段或烟支上的任意部件远离用户唇部的一端称为“远唇端”。
上述技术方案在不矛盾的前提下,可以自由组合。
相对于现有技术,本发明具有以下有益效果:
1、本发明提供一种具有带裙边隔离件的发烟段或烟支,所述发烟段中使用设置在所述管体1近唇段的后端隔离件3封堵发烟颗粒的同时实现了通气。所述管体1远唇端的封堵件包含两种方案:
方案一、所述封堵件与所述后端隔离件3相同,这种发烟段或烟支适用于现有各种非插入型(例如周向加热)加热方式的烟具,尤其适用于空气加热:使用“空气加热型”烟具将空气预热,预热空气从后端隔离件3流入发烟段或烟支。此外,完全无需考虑插入式加热烟具会给烟支带来的“发烟材料泄漏”的问题。
方案二、所述封堵件为前端隔离件2,其具有互相垂直的主切痕211。因此,该前端隔离件2既能封堵发烟颗粒又利于插入发热元件。
2、前端隔离件2或后端隔离件3与管体1之间的作用关系如下:(1)上述两个隔离件的裙边(前端裙边222和后端裙边322)与管体1的管壁发生弹性挤压作用并形成摩擦力,据此作为隔离件安装、固定的辅助支撑;(2)裙边(前端裙边222和后端裙边322)增加了隔离件轴向长度,因此容易被装填到烟管中。在安装时,隔离件不易发生侧翻卡壳。
3、优选的技术方案中,所述管体1、前端隔离件2、后端隔离件3材质都是纸材,比现有塑胶类隔离封堵件更环保,也有利于废弃烟支的自然降解。
4、具有“C”形缝隙的瓣膜315的设计具有以下优点:
(1)、打孔时,省弃了打通孔的中间排屑过程;
(2)、瓣膜315既能利用后端封堵膜片31本身的弹性作用,对封堵的颗粒有更好的阻挡作用,同时又在抽吸时受吸力作用和后端封堵膜片31弹性作用而向近唇端方向打开,像串、并联组合的单向阀一样,有利于烟气的流畅通过;
(3)、优选的技术方案中,所述环形架体主体为正多边形片状,所述正多边形正外切圆的直径略大于所述烟管的内径,所述环形架体主体外缘和所述烟管内壁之间存在允许烟气流通的缝隙。
5、烟支中,后端裙边322会插入降温段内,前端裙边222会插入发烟段内。因此,并不会明显延长烟支的轴向长度。
6、对于前端隔离件2结构的具体优势如下:
中心发热元件通过主切痕211插入烟支中。在拔出中心发热元件后,主切痕211处的前端膜片21部分能依靠其自身的弹性恢复原状或恢复到接近原状,仍旧封堵住烟支内的颗粒发烟材料,防止污染烟具或使用环境。
优选的技术方案中,本发明的瓣膜中除了主切痕211、还设计有中心切痕212、垂直切痕213、末端切痕214。上述切痕组合在一起的作用是:(1)当与本发明的烟支配套的加热烟具发热元件为片式发热体或十字形发热体时,发热元件插入时,前端膜片21可以沿着中心切痕212、垂直切痕213、末端切痕214的方向利用其自身的自然弹性作自适应性变形,前端膜片21不容易被撕裂;(2)片式发热体或十字形发热体插入后,前端膜片21能依靠其自身的弹性恢复原状或恢复到接近原状,仍旧封堵住烟支内的颗粒发烟材料,防止污染烟具或使用环境;(3)上述切痕处由于不会完全密封,因此在抽吸时,允许空气流入。
7、所述框架主体中心上设置“十”字形的框架开口221的目的:对于烟支直径较小的烟支,“十”字型框架开口(尤其这种“十”字形结构)能加强框架主体的径向强度,防止框架主体和前端膜片21发生撕裂;对片式加热元件有相对引导的作用,以便其能精准的插入主切痕211。
8、本发明还提供了一种上述发烟段的制作方法,可以手工利用辅助装置进行制备。烟支装配的辅助装置简单、可靠、成本低。制作过程不用投资费用较高的设备,只需要对操作者进行简单培训就可以完成操作,对操作者的要求不高。此外,还可以利用劳动密集方式来提高烟支生产量,可提供更多就业机会,有较好的社会效益。
附图说明
图1为第一种实施方式中,发烟段的轴向剖面图。
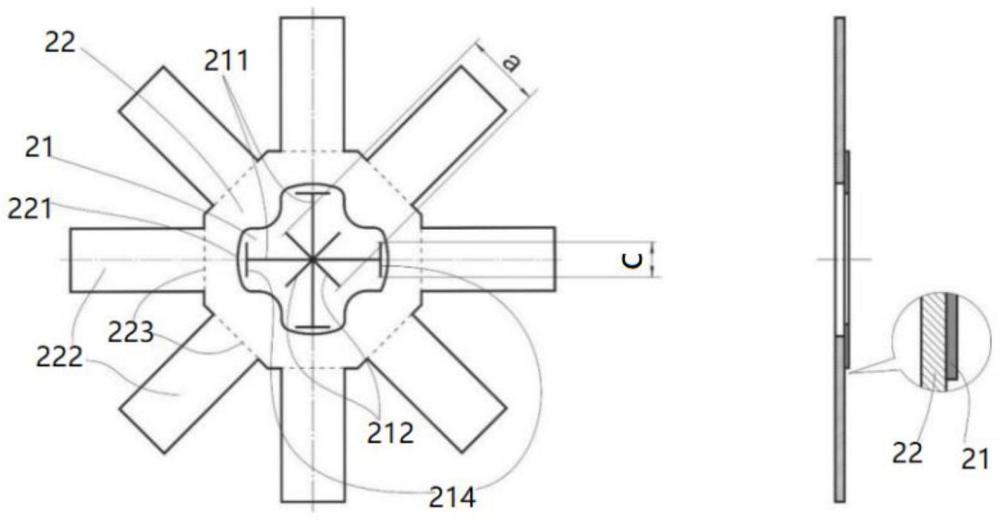
图2为第一种实施方式中,所述前端隔离件2的展开图和展开图的侧视剖面图。
图3为第一种实施方案中,所述后端隔离件3的展开图和展开图的侧视剖面图。
图4为第一种实施方案中,所述后端隔离件3示意图。
图5为第二种实施方式中颗粒型烟支轴向剖面图和A-A剖视图。
图6为第三种实施方式中的颗粒型烟支轴向主剖视图、A-A剖视图、B向向视图。
图7为第四种实施方式中制作方法的第一步示意图。
图8为第四种实施方式中制作方法的第二步和第三步示意图。
图9为第四种实施方式中制作方法中第三步的另一种操作方式示意图。
图10为第二种发烟段的轴向剖面图。
图11为第五种实施方式中提供的另一种前端隔离件2的展开图和展开图的侧视剖面图。
附图标记列表:
1、管体,2、前端隔离件,21、前端膜片,211、主切痕,212、中心切痕,213、垂直切痕,214、末端切痕,22、框架,221、框架开口,222、前端裙边,223、前端折痕线,23、支撑架体,3、后端隔离件,31、后端封堵膜片,315、瓣膜,32、环形架体,322、后端裙边,323、后端折痕线,324、预置口,4、“Ω”形弹簧卡,5、料斗,6、发烟颗粒,7、阀门,8、平面尺,9、辅助导入环,I、自封堵发烟段,II、降温段,III、滤嘴段。
具体实施方式
下面结合实施例对本发明作进一步的详细描述。
本领域技术人员将会理解,下列实施例仅用于说明本发明,而不应视为限定本发明的范围。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用材料或设备未注明生产厂商者,均为可以通过购买获得的常规产品。
本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“联接”到另一元件时,它可以直接联接到其他元件,或者也可以存在中间元件。此外,这里使用的“联接”可以包括无线联接。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。术语“内”、“上”、“下”等指示的方位或状态关系为基于附图所示的方位或状态关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“联接”、“设有”应做广义理解,例如,可以是固定联接,也可以是可拆卸联接,或一体地联接;可以是机械联接,也可以是电联接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,根据具体情况理解上述术语在本发明中的具体含义。
本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语包括技术术语和科学术语具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
如图1,第一种实施方案是提供一种具有带裙边隔离件的发烟段,所述发烟段包含:管体1、设置在所述管体1远唇端的前端隔离件2、设置在所述管体1近唇段端部(即近唇端)的后端隔离件3以及设置在所述前端隔离件2和后端隔离件3之间的发烟物质。
图1的具有带裙边隔离件的发烟段具有封堵发烟颗粒的功能。而且,图1后端隔离件3的后端裙边322内部形成了一段空腔,能汇聚烟雾。
图1的发烟段不同于传统的发烟段。传统发烟段一般只包含管体和发烟颗粒。
如图2,为第一种实施方案中,所述前端隔离件2的展开图和展开图的侧视图。
其中,所述前端隔离件2包含前端膜片21和设置在所述前端膜片21远唇端侧的框架22。所述框架22包括正八边形的框架主体和八个间隔分布的前端裙边222。所述前端裙边222设置在所述框架主体外围且与所述框架主体垂直设置。所述前端裙边222通过前端折痕线223与所述框架主体连接。所述框架主体中心设置有“十”字形的框架开口221。所述前端膜片21中央设置有互相垂直的主切痕211。所述主切痕211位于所述框架开口221的中央。中心切痕212的长度均为a,其取值为针式或称棒式中心加热元件直径的1.2~1.8倍。末端切痕214的长度为c,c的取值为片式加热元件厚度的0.4~15。
如图3为第一种实施方案中,所述后端隔离件3的展开图和展开图的侧视图。前端膜片21和所述框架主体为大小相同的正八边形片状结构。如图4为第一种实施方案中,所述后端隔离件3示意图,即图3折叠后示意图。
所述后端隔离件3包含后端封堵膜片31和设置在所述后端封堵膜片31远唇端一侧的环形架体32。所述环形架体32包括环形架体主体和八个间隔分布的后端裙边322。所述后端裙边322设置在所述环形架体主体外周且与所述环形架体主体垂直设置。所述后端裙边322通过后端折痕线323与所述环形架体主体连接。所述后端封堵膜片31中心圆形区域未被所述环形架体32覆盖,该中心圆形区域开设有若干个可打开的瓣膜315。所述瓣膜315通过在所述后端封堵膜片31上切出“C”形缝隙而形成。图3可见“C”形缝隙根部和后端折痕线323之间的距离为m。
所述管体1、前端隔离件2、后端隔离件3为同轴设置。所述框架开口221的边缘均是圆滑曲线。在所述主切痕211的中央,开有与该主切痕211呈一定角度的交叉设置的两条中心切痕212。所述中心切痕212经过所述主切痕211中心。所述中心切痕212与所述主切痕211共同呈“米”字形。所述主切痕211上设置有与其连通的若干条垂直切痕213。所述主切痕211的末端设置有与其连通的末端切痕214。上述切痕均是切开的缝隙。
所述环形架体主体与后端裙边322连接处设置有可开口的八个预置口324。每个预置口324穿过一条后端折痕线323。所述预置口324的开口朝向所述环形架体主体的中心。所述预置口324通过在所述环形架体主体与所述裙边22连接处切出“C”形缝隙而形成。
所述环形架体32的环形架体主体为正多边形片状结构,正多边形的每个边连接有一个后端裙边322。所述框架22的框架主体为正多边形片状结构,正多边形的每个边连接有一个前端裙边222。前端膜片21是和所述框架主体大小相同的正八边形片状结构。后端封堵膜片31是和所述环形架体32的环形架体主体大小相同的正八边形片状结构。当然,替代实施例中,所述环形架体32的环形架体主体还可以为圆形片状结构。替代实施例中,所述框架22的框架主体也可以为圆形片状结构。
所述前端隔离件2和后端隔离件3均为纸质材质,所述框架22的硬度大于所述前端膜片21,所述环形架体32的硬度大于所述后端封堵膜片31。前端膜片21和后端封堵膜片31可选40~100g/m
如图5,第二种实施方式提供一种颗粒型烟支,所述颗粒型烟支从远唇端到近唇端依次设置有自封堵发烟段I、降温段II和滤嘴段III。
降温段II为空腔段。自封堵发烟段I为第一种实施方式所述的发烟段。降温段II和滤嘴段III外围的空管与管体1为一体式设计。发烟物质为发烟颗粒6。
所述环形架体32的环形架体主体和所述框架22的框架主体形成的正多边形外切圆的直径大于所述管体1的内径,以实现所述环形架体32和所述框架22与所述管体1的过盈配合。所述框架主体外缘和所述管体1内壁之间存在允许烟气流通的缝隙。
上述所述环形架体32的环形架体主体和所述框架22的框架主体为正多边形片状的优点在于:由于正多边形正外切圆比装入的管体1内径稍过大一点,在前端隔离件2和后端隔离件3装入管体1时,利用正多边形外凸端点的轻微挤压变形和外装烟管与正多边形隔离件之间的非接触弧段适当弹性变形的“点接触”联接。这比圆片状环形架体主体与烟管之间的“线接触”更易于装入,且联接、支撑可靠。同时,正多边形环形架体主体或框架主体与烟管内壁之间的缝隙既可以通气,又能隔离发烟颗粒。
如图6,第三种实施方式提供一种颗粒型烟支,所述颗粒型烟支从远唇端到近唇端依次设置有自封堵发烟段I、降温段III和滤嘴段IV。自封堵发烟段I与第一种实施方式所述的发烟段的区别为:将设置在所述管体1远唇端的前端隔离件2替换为后端隔离件3。
第四种实施方式提供第一种实施方案中发烟段的制作方法。
制作方法中使用到的工具如下:“Ω”形弹簧卡4、料斗5、发烟颗粒6、阀门7、平面尺8、辅助导入环9。“Ω”形弹簧卡4两端个具有一个手柄41。所述辅助导入环9具有外径为q的上端平台和高度为m下端套管,所述上端平台外径大于所述管体1外径,所述下端套管外径小于所述后端隔离件3外接圆直径。
如图7,第一步、在管体1内装填前端隔离件2,具体步骤如下:
装配时,先取待安装的管体1和前端隔离件2备用,先将管体1远唇端朝上竖立放置,然后将“Ω”形弹簧卡4从前端隔离件2的上方向前端裙边222方向套住前端裙边222,用大拇指和食指按压“Ω”形弹簧卡4两边手柄41,朝向管体1的开口端放入,使每个前端裙边222都放入管体1内,再向下推前端隔离件2向管体1的深度方向滑入;松开大拇指和食指,“Ω”形弹簧卡4弹性恢复到其尺寸大于前端隔离件2的最大直径的状态,并从上方取出;之后取出平面尺8,将前端隔离件2垂直压入到最上面与管体1外沿平齐的位置即完成前端隔离件2的安装。
如图8中a-b,第二步、在管体1内装填发烟颗粒6,具体步骤如下:如图8a先把第一步装好前端隔离件2的管体1倒转180度,使管体1近唇端朝上竖立放置,同时将盛好发烟颗粒6的定量投放的料斗5移到其上。
如图8b,打开料斗5上的阀门7,将料斗5中所盛的发烟颗粒6转移至管体1中。管体1近唇端预留一段空腔,用于装填后端隔离件3。
如图8c,第三步、在管体1内装填后端隔离件3,具体步骤如下:
先将辅助导入环9的下端套管套在后端隔离件3的后端裙边322中,后端裙边322上端部抵靠上端平台(即图8c中步骤①),然后将辅助导入环9连同套在其上的后端隔离件3一起通过管体1近唇端全部插入至管体1内,至辅助导入环9的上端平台下沿与管体1上端平齐为止(即图8c中步骤②)。
如图9,第三步的另一种操作方式如下:
先将辅助导入环9的下端套管套在后端隔离件3的后端裙边322中,后端裙边322上端部抵靠上端平台(即图8c中步骤①),用“Ω”形弹簧卡4收拢后端裙边322(即图8c中步骤②),然后将辅助导入环9连同套在其上的后端隔离件3一起通过管体1近唇端全部插入至管体1内,至辅助导入环9的上端平台下沿与管体1上端平齐为止(即图8c中步骤③)。图9中“Ω”形弹簧卡4上箭头的方向为施加力的方向。
当然,若发烟段中前端隔离件2替换为了后端隔离件3,也可以按照上述制作方法进行制作,第二种发烟段的轴向剖面图如图10所示。
图11为第五种实施方式提供的另一种的前端隔离件2展开图和展开图的侧视图。在第一种实施方式的基础上,所述前端隔离件2还包括支撑架体23。所述支撑架体23设置在所述前端膜片21的另一侧。使用框架22和支撑架体23将前端膜片21粘结在中间,这种方式对前端膜片21的支撑和固定更加稳固。此外,沿主切痕211上下左右四个方向上共设置有与主切痕211连通且垂直的八条垂直切痕213。垂直切痕213的长度为b,b的取值为片式加热元件厚度的1.1~1.5倍。支撑架体23与所述框架22的框架主体完全相同。