纺织的层结构
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及一种具有纺织的外层和纺织的内层的纺织的层结构,其中外层和内层之间的线状的连接部设计为焊接连接部,使得在焊接连接部之间形成可填充有隔离材料的腔。
背景技术
WO 2012/115413 A2示出一种具有权利要求1的前序部分的特征的防水羽绒服,其中接缝由通过输热而彼此焊接的聚氨酯材料层形成,借助于所述接缝由聚氨酯材料的层形成腔并且用羽绒填充腔。
EP 1 785 260 A2描述一种用于医学袋的两层或更多层的连接,其中至少一个外层对于特定的激光是透光的并且是非吸收性的,并且中间层在加载这种激光时加热并且与相邻的层连接。特别地,吸收层也能够仅部分地设置在外层之间。
EP 2 810 772 A1描述一种外部的纺织幅面与薄的、位于其下的透气良好的层的连接,所述透气良好的层尤其逐点地与纺织幅面激光焊接,其中外部的纺织幅面的着色导致这种逐点的温度升高。
US 2013/0177731 A1公开一种用于制造防水的衣物的热隔离材料,所述衣物具有填充有隔离材料的口袋的层,所述口袋的外侧通过斥水材料覆盖。为了增强绝缘效果,预设交叉的接缝线的图案,借助于所述接缝线将在两个塑料膜之间填充有隔离材料的口袋分开。
EP 3155933 A1公开一种具有由气密的、水蒸气可渗透的包套形成的空气室的空气芯,其中每个空气室的包套在环绕的接合区中焊接。在此,包套由外部的纺织层和内部的膜构成,这两者均由热塑性聚酯构成,所述外部的纺织层和内部的膜通过激光并且在压力下彼此焊接,其中至少外部的纺织层是透明的,并且在纺织层和膜之间存在吸收激光的中间层。
WO 03/013313示出一种气垫,所述气垫的腔也能够填充有羽绒。在此,并排的腔通过将外部包套和内部包套连接的连接层分开,所述连接层从外部和从内部焊接在外部包套和内部包套上。
US 2005/0159056A描述一种类似于WO 03/013313的用于夹克、睡袋等的纺织结构,其中公开了用于连接层的不同的可见和不可见的接缝技术。
EP 3 098 060 A描述用于形成层压板的两个基底的连接。
DE 101 58 016 C1涉及一种用于建立材料层,尤其是纺织织物的流体密封连接的方法,其中由附加的密封条制成的粘合层借助于激光束熔化,所述密封条将材料层或这些材料层中的至少一个材料层密封。将密封条和材料层随后与这些材料层或其他材料层连接。
发明内容
从该现有技术出发,本发明基于如下目的,提出一种纺织的层结构,与现有技术相比,借助于所述纺织的层结构能够在产品的使用寿命期间实现更高的隔热性能。此外,一个目的是,由与现有技术相比在水蒸气可透过性良好时具有更高的隔热性能的相应制造的层结构来制造衣物,如夹克或外套,特别是隔离服。
根据本发明,对于具有纺织的外层和纺织的内层的纺织的层结构,其中在外层和内层之间的线状的连接部设计为焊接连接部,使得在焊接连接部之间形成可填充有隔离材料的腔,通过如下方式实现该目的:在纺织的层结构内部设有吸收性部件,其中在外层、内层和吸收体之间的线状的连接部设计为激光焊接连接部。吸收性部件能够是吸收体,所述吸收体设置在纺织的外层和纺织的内层之间和/或所述吸收体集成到纺织的外层和纺织的内层中的至少一个中。
通过设置焊接连接部,纺织的结构具有焊接缝,所述焊接缝与传统的绗缝相比不具有针刺孔,由此减少了隔离材料的漏出,例如羽绒损耗和湿气侵入纺织的层结构的内部中,这改进了由这种纺织的层结构制造的隔离夹克的耐久性。同时,焊接法实现可填充有隔离材料的腔完全自由的走向,使得能够预先确定隔离材料在腔中的限定保温性的分布。
激光焊接连接部的宽度能够为0.1毫米至10毫米。在将焊接应用于隔离夹克的腔接缝时,0.3毫米至3毫米是有利的。通过给层结构加载激光辐射能够从内层或外层起进行激光焊接连接。在此,相应的层仅薄地构成,如其对于衣物所设置的那样,因为该层与吸收体熔融,但是吸收体提供为此所需的材料。但是,这不必仅是吸收体本身的材料,而是与吸收体邻接的材料也能够提供对于焊缝而言所需的材料。所述材料尤其是透光的,因为激光束的相应的能量穿透该层并加热吸收体区域并且通过熔融将内层和外层彼此连接。在此,尤其加热吸收体层并且吸收体层的材料用于接合区中的焊接。
在此,在上层和下层之间施加压力,以便将相应的层压在一起并且保持在一起。发出激光的激光头能够由空气支承的玻璃球构成,所述玻璃球因此同时结合两种功能:一方面聚焦激光束而另一方面施加机械压力。
有利地,吸收体选自:连续的、松动的中间层;不连续的、松动的中间层;连续的、与内层或外层连接的中间层;不连续的、与内层或外层的连接的中间层;或者施加在内层的内侧上或外层的外侧上的覆层。此外,吸收性能够直接集成到内层或外层中。
对于防水的纺织产品,外层能够由两个被连接的层构成,所述层包括外部部件和内部部件,其中内部部件是外部部件的内侧上的防风雨膜或防风雨覆层。在此应将“内部”理解为朝向身体。在当前情况下,所述部件也朝向腔中心设置从而应理解为朝向腔的内部。
线状的连接部中的至少一个能够具有与纺织的层结构的边缘相距一定距离设置的端部。这意味着,焊接线在从层结构中裁剪出的裁剪部分的边缘的前终止,其方式为,相应地停止激光器。可选地,然后至少两个线状的连接部具有中断部,所述中断部位于与所述连接部相关联的端部之间。换言之,对于激光焊接可行的是,终止焊缝并且以0.1厘米到几厘米的距离再次恢复焊缝。
线状的连接部的至少一个端部能够呈现各种各样的造型,所述造型例如选自:直的焊缝封闭部;圆形的焊缝封闭部;钩形的焊缝封闭部;转弯的焊缝封闭部。在此,圆形的焊缝也意味着选择将整圆或椭圆形设计为端部。
对于诸如纽扣孔或拉链的衣物细节,能够在层结构中设置宽的焊接条,基本上在中间切出所述焊接条,其中相应的边缘留在焊接条的两个纵向端部处,所述边缘例如对应于焊接条的一半宽度。
裁剪部分,尤其用于防水衣物的裁剪部分,由纺织的层结构构成,其中所有线状的连接部与裁剪部分的边缘至少相距限定缝线的距离地终止,使得外层和内层以及可选地形成松动的中间层的吸收体形成裁剪部分的环绕的自由的棱边端部。
在非防水的结构接缝中,腔焊缝能够伸展至裁剪部分的边缘。在防水的结构接缝中存在两种可行性:
1)腔焊缝在裁剪部分的边缘之前停止,由此能够用材料层之间的接缝带封闭该边缘,
2)裁剪部分的边缘由宽的焊接条构成。然后能够穿过面状的多层复合件——类似于在之后阐述的拉链方案中那样——进行缝合。紧接着在内层的内侧上用接缝带封闭焊缝。然而,在该变型形式中,对裁剪部分的填充必须从裁剪部分的另一侧起进行。由于填充羽绒,并非裁剪部分的所有侧都能够配备有宽的焊接条。
用于由至少两个裁剪部分制造衣物的方法,尤其防水的衣物,所述方法包括以下步骤:通过缝合在两个裁剪部分的防水的外层的彼此邻接的边缘之间创建结构接缝;借助内部施加的接缝带防水地封上所述结构接缝;缝合内层并且可选地缝制这两个裁剪部分的松动的中间层;以及用镶边带对已缝合的内层进行镶边。
为了将诸如纽扣孔或拉链之类的衣物细节引入纺织的层结构中,能够应用如下方法,所述方法包括以下步骤:纵向地基本上在长度的中间切出宽的焊接条,使得留有至少一个应于宽的焊接条的一半宽度的边缘;在切出的宽的焊接条的边缘中缝合拉链的侧面或者缝合纽扣孔的边缘;以及在内层的一侧上在切出的宽的焊接条的所述边缘上施加接缝带直至进入到内层的区域中。
其他的实施方式在从属权利要求中给出。
附图说明
下面根据附图描述本发明的优选的实施方式,所述附图仅用于阐述并且不应理解为是限制性的。在附图中示出:
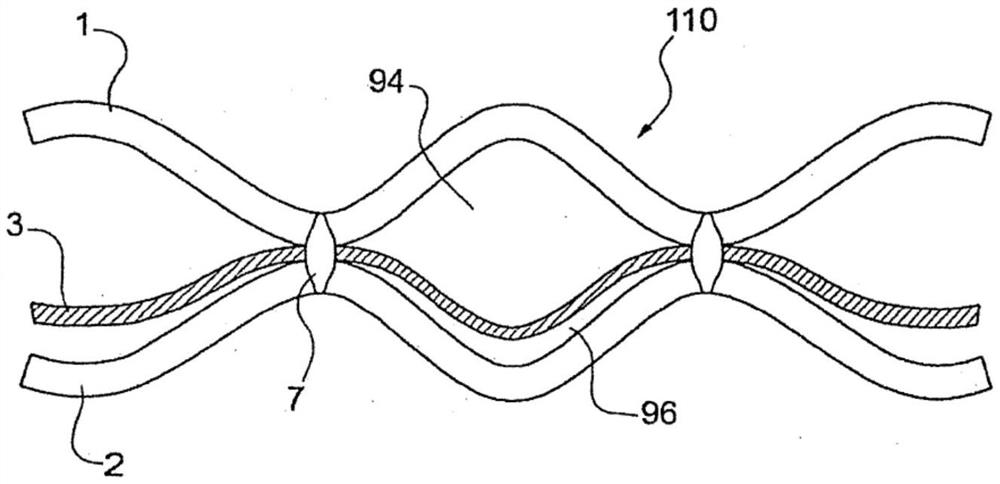
图1示出根据本发明的一个实施例的非防水的层设计的示意性的横截面视图;
图2示出根据本发明的一个实施例的另一非防水的层设计的示意性的横截面视图;
图3示出根据本发明的一个实施例的另一非防水的层设计的示意性的横截面视图;
图4示出根据本发明的一个实施例的另一非防水的层设计的示意性的横截面视图;
图5示出根据本发明的一个实施例的另一非防水的层设计的示意性的横截面视图;
图6示出根据本发明的一个实施例的另一非防水的层设计的示意性的横截面视图。
图7示出根据本发明的一个实施例的防水的层设计的示意性的横截面视图;
图8示出根据本发明的一个实施例的另一防水的层设计的示意性的横截面视图;
图9示出根据本发明的一个实施例的另一防水的层设计的示意性的横截面视图;
图10示出根据本发明的一个实施例的另一防水的层设计的示意性的横截面视图;
图11示出根据本发明的一个实施例的另一防水的层设计的示意性的横截面视图;
图12示出根据本发明的一个实施例的裁剪部分和焊缝走向的示意图;
图13示出根据本发明的一个实施例的方法的两个彼此贴靠放置的裁剪部分的局部的立体视图;
图14示出具有大量错开的和中断的焊缝的裁剪部分的示意性俯视图,所述焊缝具有用于拉链的空间;
图15示出具有横向穿过焊接条的根据图11的拉链和接缝带的多层复合件的示意性横截面;以及
图16示出在拉链和接缝带横向地穿过焊接带装入到根据图11的裁剪部分中之后贯穿所述拉链和接缝带的示意性横截面。
具体实施方式
在对层结构的一个实施例的描述中,专注于层构造中的两种设计类型,并且示出在吸收体的引入方面的变型形式。层结构可有利地尤其用作用于制造隔离夹克的部件。
图1示出非防水的层设计110的示意性的横截面视图。另外的非防水的层设计120、130、140、150和160在图2、3、4、5和6中示出。非防水的层设计110、120、130、140、150和160的特征在于,在层构造中不存在防风雨膜10或防风雨覆层。外层1和内层2与已知的隔离服的层设计的构造类似。外层1和内层2尤其是材料幅面。
通过激光焊接接缝而不是缝合隔离服的层结构110、120、130、140、150和160的绗缝,产生以下技术优势:与传统的绗缝相比,焊缝15不具有针刺孔,由此减少了隔离材料的漏出(例如羽绒损失)和湿气到隔离夹克内部中的侵入。同时,焊接法能实现隔离腔94、95或96完全自由的走向,如在附图中所示出的那样。也就是说,能够自由地设计腔形状从而能够自由地设计引入到隔离腔94、95或96中的隔离材料27到衣物上的分布(和相应的保温性能)。在图1至11中,隔离腔94、95和96无内含物地示出,即具有空气填充。在制造层结构时,这对应于在填充相应的隔离材料27之前的步骤。
在层结构中,吸收激光的部件是必要的,根据图1即连续的、松动的中间层3。该连续的、松动的中间层3是吸收体并且能够松动地,如此处在图1中那样引入或者能够在层复合件中如在图3中那样引入。吸收体3能够松动地设置为吸收膜或具有吸收特性的膜。在如结合图3所描述的复合件中,吸收体5能够作为印刷物、覆层或层压的膜引入,或者能够集成到内层或外层中。中间层3或5能够如图1或图3中所示的那样连续地引入,或者如与中间层4或6a和6b一起如在图2或图4中所示的那样不连续地引入。对于焊接纺织的层结构而言需要吸收激光的部件。此外,所有待接合的层都必须由可焊接兼容的热塑性塑料构成。在聚焦的激光的作用下,在吸收性的部件中产生热能。在焊接过程中,激光穿过外层1或内层2并且在具有吸收特性的部件中被停止和吸收,这由于在此产生的热能引起吸收性的和相邻的层的热塑性聚合物的熔化。在机械按压力的作用下,相邻的层与吸收性部件熔融并且形成接合区7,使得实现了在没有孔的情况下在层中的连接。
外层1能够实现为外部的材料幅面。内层2能够实现为内部的材料幅面。代替将吸收性的中间层嵌入纺织的层结构中,也能够将吸收特性直接集成到材料幅面中。因此,外层1成为具有吸收特性的外层1a,或者内层2成为具有吸收特性的内层2a。通过用在对于激光而言可见的光频率范围内的颜色对纺织纱线或纺织的材料幅面进行着色,能够将吸收特性直接集成到纺织品本身中。
在焊接时,材料层平放到激光机上,不形成褶。通过用隔离材料填充才产生腔的体积。
在没有连续的、松动的中间层的情况下,在外层和内层之间形成隔离腔95,用于用隔离材料27填充。在连续的、松动的中间层3的情况下,将基本上位于绘图平面上方和下方的隔离腔划分为外部的隔离腔94和内部的隔离腔96。穿过该分离部不发生腔94和96之间的填充材料27的交换。
而在示出非防水的层结构120的图2中,设有作为不连续的吸收性的中间层的带。如果在接合区7中的焊缝15不直地定向,那么在此以横截面示出的带4在绘图平面的上方和下方在最简单的实施方式中垂直于绘图平面伸展而在其他实施方案中曲折延伸。
图3和图4示出层结构130和140,其中设有连续地连接的中间层5或不连续地连接的中间层。这意味着,中间层5牢固地并且无法以简单的方式与内层2或外层1分离地设置。在图3中,中间层5牢固地与内层2连接。在其他实施例中,所述中间层也能够与外层1连接。该层也能够代替吸收性的膜设置为吸收性的印刷的层。这尤其适用于层结构140,在该处,在外层1的向内取向的一侧上并且在内层2的向外取向的一侧上替选地设有层结构140的不连续地连接的中间层6a或6b。吸收体能够施加到外层1的下侧上,这是外层1的内侧,或者施加到内层2的上侧上,这是内层2的外侧。被理解为替选方案的这两个变型形式在此在附图中结合;所述附图不应引起如下印象:吸收体交替地在上部和下部施加。
图5和6示出层结构150和160,其中在外层1a中或在内层2a中设有吸收性部件,即吸收体。在此,能够完全地用在对于激光而言可见的光频率范围内的颜色对纺织纱线或纺织的材料幅面着色,或者也能够仅局部地进行着色。
图7、8、9、10和11分别示出根据本发明的一个实施例的防水的层设计210、220、230、240或250的示意性的横截面视图。在不同的实施例和附图中,相同的特征设有相同的附图标记。
根据图7至11的防水结构的特征在于,在层构造中存在防风雨膜或防风雨覆层。图1至4和6的外层1在相应的防水的变型形式中通过作为防水的外层的层构造8替代。该防水的外层8包括外部部件9和内部部件10。在此,外部部件9例如是如在图1至图4和图6中那样的材料幅面,而内部部件10是独立的防风雨膜或者其是在外部部件9的内侧上的防风雨覆层。
如在根据图1至6的非防水的设计中,焊接法也能实现隔离腔94、95、96的完全自由的走向。由防水的防风雨机构和绗缝或焊缝的完全自由的走向构成的组合相对于根据现有技术的缝合具有明显的技术上的区别。
在防水的设计中,借助于层结构210、220、230、240、250,如已经在层结构110、120、130、140、150、160中所描述那样,得到相同的可行性以将吸收性的部件作为中间层3、4、5、6a、6b,或作为内层2b引入。
能够填入隔离腔94、95、96中的隔离材料27原则上能够以松动形式或以连续的棉填料的形式使用。这涉及诸如羽绒的已知的基本材料(通常呈松动的形式,但也可作为棉填料获得)和合成纤维填充物(通常呈棉填料形式,但也可松动地获得)。绗缝的腔94、95和96的设计主要是在松动的隔离材料中常见的。在焊接之后,将这种松动的隔离材料吹入隔离腔94、95和96中。在具有连续的松动的中间层3作为吸收体的实施例中,能够在吸收体膜3的上方和下方引入隔离材料27。
对于材料配合的连接,所有待接合的部件必须由在焊接技术方面兼容的热塑性材料构成。这要求中间层3或6a、6b和外层1、1a或8和内层2、2a的聚合物具有相似的化学性质和相似的熔点。
作为外层或内层,能够使用如下材料幅面,其是由单位面积重量为大约50g/m
作为防水的外层8,在防水的应用中和在根据图7至图11的实施例中,该外层8能够由两个部件9和10构造:在外侧上由纺织的层构成,在上文中分别称为材料幅面10,而在其内侧上由防风雨膜或者防风雨覆层10构成。
防风雨膜在其特性方面的特征在于,所述防风雨膜是防水的并且同时是水蒸气可透过的。在实践中,防水的纺织层压板的常用的最低要求是根据DIN EN 20811测量的至少10000mm(=1.0bar)的水柱(耐水压性能)。水蒸气可透过的纺织层压板的常用的最低要求是根据ISO 11092测量的最多20m
作为吸收体例如能够参照在现有技术中如在EP 3 155 933 A1中所公开的实施方案;在该处尤其参照第4页的[0022]至[0023]段。
能够使用二极管激光器作为激光器,在此,尤其申请人已经应用具有最高40W的能量范围的二极管激光器。在此所使用的方法称为激光透射焊接。相应的阐述能够在现有技术中例如在EP 3 155 933 A1的第[0009]和[0025]至[0028]段中找到。
为了使侧向相邻的隔离腔94、95和96之间的冷桥最小化,有利的是,将接合区7中的激光接缝15设计得尽可能窄。另一方面,较宽的焊缝15具有较高的抗拉强度值。0.5mm至3.0mm的焊接宽度已证明是有利的。
除了激光焊接之外,也可使用超声波焊接和高频焊接。激光焊接的优点在于,热能从吸收性部件1a、2a、3、6a、6b中产生。不发生内层1或外层2或8的损伤。随着为材料幅面加载激光,所述能量能够极其定量地引入并且非常精确地控制,使得能够焊接非常薄的防水的和水蒸气可透过的膜,所述膜可能是对于其他提到的焊接法而言难处理的。在此再次参考根据EP 3 155 933A1的现有技术并且在该处参考段落[0003]。
除了对于这种层结构110、120、130、140、150、160、210、220、230、240、250而言通过激光焊接本身所产生的优点外,隔离腔16、94、95、96的新的形状和设计方案是可行的,这结合图12所阐述。图12示出了根据本发明的一个实施例的裁剪部分300和焊缝的走向的示意性俯视图。
通过焊接材料,在裁剪部分300内产生所述隔离腔16、94、95、96。焊缝15,在此在裁剪部分300的俯视图中,也就是说,以分别表示相应的接合区7的最上方的部分的方式,形成隔离腔的侧向的限界部,在此用16表示,所述限界部位于焊缝15之间的面状的区域下方。在此所描述的发明的使用者在焊缝15的走向方面具有高的设计自由度,只要存在用于填充隔离腔16的路径即可。为此,隔离腔内的每个区域必须从裁剪部分300的边缘起对于填充材料而言都是可进入的。平行的焊缝15之间的距离应有利地为至少1.5cm,更好地为2.5cm,使得填充材料27可良好地分布在隔离腔16中。
各个隔离腔16能够连续地或中断地设计。通过焊接线15的中断20改进裁剪部分300的设计的成褶能力。焊接线能够平行地、错开地和重叠地伸展,如重叠形成“V”的焊缝21所做的那样。
焊线的封闭部既能够作为直的焊缝17直地伸展并且能够作为直的封闭部22终止,或者能够通过几何形状设计为,使得改进焊缝的强度并且使隔离材料的滑动最少。可能的是例如焊缝15的圆形的封闭部23、钩形的封闭部24或者转弯的封闭部25。在此包括曲线形的焊缝18,其也能够具有中断部20。
作为在距裁剪部分的边缘一定距离的虚线曲线,绘制环绕的缝线13。在此,缝线在上下文中是指在衣物的非防水的设计中,即例如基于根据图1至6的层结构,焊缝15能够伸展直至裁剪层部分300的裁剪线12。在防水的设计中,焊缝15不允许伸展超过缝线13,由此使各个材料层在接缝余量的区域中保持分离以封闭结构接缝,如在下文中所阐述的那样。
衣物如隔离夹克通过连接例如由层结构110或210焊接而成的裁剪部分300制造。图13示出按照根据本发明的一个实施例的方法连接的两个彼此贴靠放置的裁剪部分的两个局部26的立体视图。在具有层结构110的非防水的设计中,这能够以已知的方式方法来实现,例如通过对内侧上的材料进行缝合和镶边,然后通过镶边带对突出的材料进行清理。
在具有形成局部26的层结构210的防水的设计的情况下,本发明提供了一种新型的方法方案:首先,将两个裁剪部分210的防水的外层8缝合。结果是在裁剪部分300的彼此邻接的局部26之间的中央的用虚线示出的结构接缝28。在下一步骤中,借助接缝带29防水地封闭结构接缝28,所述接缝带在中央的结构接缝28上可以说透光地用虚线示出。接缝带29在防水的外层8的内侧上施加,尤其粘接或者用热空气焊接。最后,在外层8和向内由接缝带29覆盖的结构接缝28下方,将中间层3和内层2缝合,镶边并且借助于镶边带31清理,其中镶边带31向内形成“U”形并且在其之间包围中间层3和内层2。
由此,可防水地制造隔离服,而水不会穿过接缝侵入到内部中。为了完成经激光焊接的服装的制造方法,还需说明针对服装细节如拉链或口袋封口的方法方案。衣物的制造方法引起:首先将所使用的材料层彼此焊接,并且仅在第二步骤中才对衣物进行进一步处理。对于对应于生产隔离服的常规方式的非防水的加工而言这也不具有劣势。然而,对于防水的加工而言,这带来如下困难:作为最终结果,必须确保所有加工方案的防水的封闭,并且待加工的材料在焊接后必须始终作为层复合件处理。该层复合件使得将服装细节例如将口袋拉链36防水地装入裁剪部分11中变得困难。
一种可行的解决方案是,以与两个裁剪部分的连接相同的方式装入拉链36,如在图13中所示出的那样。在此,拉链36被缝合到外层8上。然后将接缝在内侧上借助于接缝带封闭。作为第三步骤,随后必须用另一接缝带清理仍松动的中间层3和内层2。因为为此在裁剪部分的中间工作并且不像在根据图13组装裁剪部分26时那样在裁剪部分的边缘处工作,所以对材料的处理更加精密并且更耗费,这对最终产品的制造成本产生影响。
一个在加工中耗费较少的替选的解决方案由将在内层的内侧上的缝合缝密封构成。如果多个上下重叠放置的材料幅面在缝合缝的区域中非面状地连接,那么安置接缝带可能无法防止水穿过缝合缝的针刺孔侵入,因为水会在两层之间侵入腔的内部中。因此,根据本发明的一个实施例,借助于激光在拉链的区域中产生宽的焊接条33。在该焊接条33中,所有材料层牢固地彼此连接。在该焊接条内存在缝合缝的情况下,侵入的水此时无法进入各个层之间。将接缝带仅安置在内层的内侧上就足以密封整个层复合件。因此能够大大简化服装方面的加工方案。
图14以裁剪部分32的示意性的俯视图的形式图解说明该替选的加工方案,所述裁剪部分具有大量错开的和中断的焊缝15以及用于在宽的焊接条33中的拉链34的位置。图15示出具有接合区的多层复合件的横向穿过宽的焊接条的示意性的横截面。最后,图16示出在将拉链36横向地穿过焊接条35装入根据图14的裁剪部分中之后贯穿拉链36和左右两侧的两个接缝带29的示意性的横截面。
这在下文中以拉链的实例示出。在将用于隔离腔的焊缝15焊接到材料层中的相同的工作步骤中,在将拉链34缝入裁剪部分32的区域中焊接宽的条带33。在焊接之后得到在图15中示出的状况。由外部部件9和内部部件10构成的防水的外层8在区域35上设置为具有相应宽的接合区7的宽的焊接条,所述接合区经由连续的中间层3与内部部件10和内层2熔融地连接。该宽的结合区7通过大量彼此焊接的窄的焊接线构造,所述窄的焊接线总共形成宽的焊接条。这对应于图14中的附图标记33。然后将拉链居中地装入焊接条35中,使得正常的缝合缝位于宽的焊接的条带33或35内。这在图16中示出。在图16的左侧和右侧,示出隔离腔94、96,中间层3引导穿过所述隔离腔,并且所述隔离腔在外部和内部由防水的外层8和内层2限界。如有必要,能够同时缝制其他元件,例如衬垫或口袋。宽的焊缝35然后伸展直至拉链36处。所述焊缝包括防水的外层8和内层2,所述外层和内层被缝合缝37刺穿。最后,缝合缝37在内层2的内侧上用接缝带29封闭。由于宽的焊接的条带35,从外部侵入到缝合缝37中的水不能在材料层之间进入到腔的内部中。这从内部通过在拉链的两侧上的接缝带29得以确保。
附图标记列表
1 外层
1a 吸收性的外层
2 内层
2a 吸收性的内层
3 连续的、松动的中间层
4 不连续的、松动的中间层
5 连续的、连接的中间层
6a 不连续的、连接的中间层
6b 不连续的、连接的中间层
7 接合区
8 防水的外层
9 外部部件
10 内部部件
11 裁剪部分
12 裁剪线
13 缝线
14 接缝余量
15 焊缝
16 隔离腔
17 直的焊缝
18 曲线形的焊缝
19 有角的焊缝
20 焊缝的中断部
21 重叠的焊缝
22 直的焊缝封闭部
23 圆形的焊缝封闭部
24 钩形的焊缝封闭部
25 转弯的焊缝封闭部
26 两个连接的裁剪部分的裁剪口
27 隔离材料
28 结构接缝
29 接缝带
30 镶边的中间层和内层
31 镶边带
32 裁剪部分的局部
33 宽的焊接条
34 拉链开口的标记
35 用于牢固的层复合件的宽的焊接条
36 拉链
37 缝合缝
94 隔离腔
95 隔离腔
96 隔离腔
110 非防水的层结构
120 非防水的层结构
130 非防水的层结构
140 非防水的层结构
150 非防水的层结构
160 非防水的层结构
210 防水的层结构
220 防水的层结构
230 防水的层结构
240 防水的层结构
250 防水的层结构
300 裁剪部分
- 纺织的层结构
- 一种纺织品防水防污涂层结构