一种三层一体热熔胶衬布的制备方法
文献发布时间:2023-06-19 09:49:27
技术领域:
本发明涉及一种热熔胶衬布制备技术领域,尤其是一种三层一体热熔胶衬布的制备方法。
背景技术:
衬布在服装中主要起到“骨架”的作用,尤其是对高档服装,它能使服装保持挺括的造型,给人一种挺括、舒适感,高档西服不仅要有好的面料,而且对衬布也很有讲究,有了好的面料,没有好的衬布同一做不出高档的西服,尤其是名牌西服,在选择好的面料的同时,对衬布也是精挑细选,当下西服、衬衫以及阿拉伯长袍领衬,为了增加硬挺,均采用树脂衬两边复合热熔衬的方式裁切后压在面料中进行熨烫加工后形成硬挺的效果,此种工艺方式繁琐,降低了企业的生产效率。
发明内容:
本发明的目的提供一种三层一体热熔胶衬布的制备方法,解决上述现有技术问题中的一个或者多个。
为解决上述技术问题,本发明的创新点在于:具体包括如下步骤:
S1、以聚酯颗粒为原料,增加5%萜烯树脂为辅料,搅拌混合后得到混合溶胶,分别放在螺杆机A、螺杆机C中升温待加工。
S2、螺杆机B 中以聚丙烯为原料,制作硬挺无纺布作为硬挺衬布基材。
S3、螺杆机A中升温到250℃,混合溶胶溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在成网机上面形成网胶A层。
S4、螺杆机B中升温到280℃, 硬挺衬布基材溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在网胶A层的上面形成聚丙烯硬挺基材衬布。
S5、螺杆机C中升温到250℃,混合溶胶溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在聚丙烯硬挺基材衬布的上面形成网胶B层。
在本发明中,在步骤S4中,硬挺衬布基材经过抽压进入模头、喷丝板,聚丙烯硬挺基材衬布通过压延器压实在所述网胶A层的表面。
在本发明中,硬挺衬布基材的抽压步骤如下:
A、离心式负压,将硬挺衬布基材流入离心腔,硬挺衬布基材在离心腔的内部进行高速转动并同步对离心腔的内部进行抽压,离心腔的内部保持在真空状态下30min;
B、下压式分离,对离心腔的内部从上方进行加压,硬挺衬布基材从离心腔的底部进行分离并流入模头、喷丝板。
进一步的,离心腔包括腔体、搅拌杆以及负压管,腔体的顶部设有可上下活动的盖板,搅拌杆可转动的设置在盖板上,负压管设置在盖板上且和腔体的内部相连通、腔体的底部设有电磁阀。
进一步的,腔体的底部为锥形,盖板上连接有驱动气缸,驱动气缸用于驱动盖板在腔体的顶部上下移动。
进一步的,压延器包括压延辊道和两个加热金属板,压延辊道的两端设有对称的L型固定架,加热金属板固定在L型固定架上且和压延辊道相互平行,加热金属板和压延辊道之间的距离对应网胶A的厚度。
进一步的,加热金属板的长度对应网胶A长度的一半。
本发明的有益效果在于:
1、本发明提供了一种三层一体热熔胶衬布的制备方法,本发明不仅实现了热熔网胶+聚丙烯硬挺基材衬布+热熔网一体的胶衬,同时解决了当下操作繁琐的工艺方式,且完善了在传统产品3层复合产生的人力成本和辅助耗材的成本。此方案更方便快捷,且成本低。
2、本发明提供了一种三层一体热熔胶衬布的制备方法,硬挺衬布基材通过离心、抽压的方式可以使得硬挺衬布基材内部的聚合物在负压的状态下充分混合,提高硬挺衬布基材自身的硬度。
3、本发明提供了一种三层一体热熔胶衬布的制备方法,聚丙烯硬挺基材衬布通过压延器压实在所述网胶A层的表面,提高了聚丙烯硬挺基材衬布和网胶A层之间的贴合度,进而确保了聚丙烯硬挺基材衬布和网胶A之间的一体性。
附图说明:
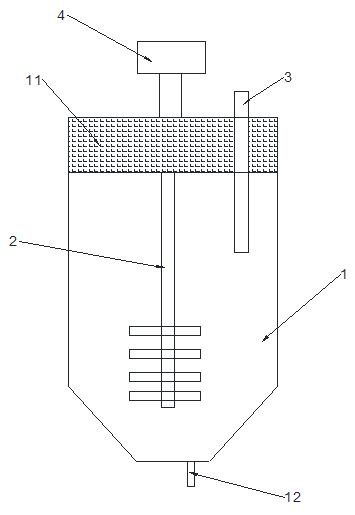
图1为本发明离心腔的侧面结构示意图。
图2为本发明压延器在网胶A表面的侧面剖面图。
具体实施方式:
为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
如图1到图2为本发明的一种具体实施方式,具体包括如下步骤:
S1、以聚酯颗粒为原料,增加5%萜烯树脂为辅料,搅拌混合后得到混合溶胶,分别放在螺杆机A、螺杆机C中升温待加工。
S2、螺杆机B 中以聚丙烯为原料,制作硬挺无纺布作为硬挺衬布基材。
S3、螺杆机A中升温到250℃,混合溶胶溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在成网机上面形成网胶A101层。
S4、螺杆机B中升温到280℃, 硬挺衬布基材溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在网胶A101层的上面形成聚丙烯硬挺基材衬布。
S5、螺杆机C中升温到250℃,混合溶胶溶解后经过计量泵,固定流量经过模头和喷丝板,通过气流牵引,摆动喷织在聚丙烯硬挺基材衬布的上面形成网胶B层。
本发明不仅实现了热熔网胶+聚丙烯硬挺基材衬布+热熔网一体的胶衬,同时解决了当下操作繁琐的工艺方式,且完善了在传统产品3层复合产生的人力成本和辅助耗材的成本。此方案更方便快捷,且成本低。
在本发明中,在步骤S4中,硬挺衬布基材经过抽压进入模头、喷丝板,聚丙烯硬挺基材衬布通过压延器压实在网胶A101层的表面。
在本发明中,硬挺衬布基材的抽压步骤如下:
A、离心式负压,将硬挺衬布基材流入离心腔,硬挺衬布基材在离心腔的内部进行高速转动并同步对离心腔的内部进行抽压,离心腔的内部保持在真空状态下30min;
B、下压式分离,对离心腔的内部从上方进行加压,硬挺衬布基材从离心腔的底部进行分离并流入模头、喷丝板。
在本发明中,硬挺衬布基材通过离心、抽压的方式可以使得硬挺衬布基材内部的聚合物在负压的状态下充分混合,提高硬挺衬布基材自身的硬度。
在本发明中,离心腔包括腔体1、搅拌杆2以及负压管3,腔体1的顶部设有可上下活动的盖板11,搅拌杆2可转动的设置在盖板11上,负压管3设置在盖板11上且和腔体1的内部相连通、腔体1的底部设有电磁阀12。
在本发明中,腔体1的底部为锥形,盖板11上连接有驱动气缸4,驱动气缸4用于驱动盖板11在腔体1的顶部上下移动。
在本发明中,离心腔对硬挺衬布基材进行离心抽压的工作原理如下:硬挺衬布基材在腔体1内部被搅拌杆2充分搅拌,同时通过负压管3抽取腔体1内部的空气,使得腔体1的内部保持在真空状态,在这种真空状态下,确保硬挺衬布基材内部的聚合物充分聚合,减少外界空气对聚合物聚合的影响,从而确保了聚合物在负压的状态下充分混合。
在本发明中,在将硬挺衬布基材从腔体1的内部分离时,打开电磁阀12,同时,通过驱动气缸4驱动盖板11在腔体1的顶部向下移动,硬挺衬布基材从电磁阀12的位置向外流出。
在本发明中,聚丙烯硬挺基材衬布通过压延器压实在所述网胶A101层的表面,提高了聚丙烯硬挺基材衬布和网胶A101层之间的贴合度,进而确保了聚丙烯硬挺基材衬布和网胶A101之间的一体性。
在本发明中,压延器包括压延辊道5和两个加热金属板6,压延辊道5的两端设有对称的L型固定架51,加热金属板6固定在L型固定架51上且和压延辊道5相互平行,加热金属板6和压延辊道5之间的距离对应网胶A101的厚度。
在本发明中,加热金属板6的长度对应网胶A101长度的一半。
在本发明中,压延器将聚丙烯硬挺基材衬布压实在网胶A101层的表面的工作原理如下:压延辊道5沿着聚丙烯硬挺基材衬布的表面进行滚动,使得聚丙烯硬挺基材衬布压实在网胶A101表面上,同时,加热金属板6加热使得网胶A101层出现一定的软化,从而使得聚丙烯硬挺基材衬布和网胶A101之间更为贴合。
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种三层一体热熔胶衬布的制备方法
- 一种服装衬布热熔胶及其制备方法