书写工具
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及一种书写工具。详细而言,该书写工具的前轴以自如拆卸的方式设置在收容储墨体的后轴上,在将所述前轴从所述后轴拆下的状态下更换所述储墨体或者向所述储墨体补充墨水。
背景技术
在专利文献1中公开一种书写工具,该书写工具构成为,拆装筒能够沿轴向相对于主体筒进行嵌合或脱离,且使该主体筒和/或该拆装筒内部的墨水收容体可拆装。在所述主体筒和所述拆装筒内的一方的筒上,在周向上局部地设置有多个向径向突出的突起部,在另一方的筒上设置有能与所述多个突起部接触的没有凹凸的压接面,当将这两个筒连接时该突起部和该压接面在径向上相互压接。根据该书写工具,拆装筒易于相对于主体筒进行嵌合或脱离,不会如将主体筒和拆装筒旋合连接的方式那样主体筒和拆装筒过于紧(牢固)地紧固,进而能够容易地进行墨水收容体的更换。
现有技术文献
专利文献
专利文献1:日本发明专利公开公报特开2006-142559号
发明内容
在专利文献1所公开的结构中,仅通过突起部和压接面的径向上的压接来连接(嵌合)主体筒和拆装筒。因此,在主体筒和拆装筒是树脂部件的情况下,由于树脂部件的蠕变,嵌合力会变得比所期望的程度小,有拆装筒意外地从主体筒脱离的担忧,另外,与此相反,通过树脂部件彼此的紧固(所谓的阻塞),嵌合力会变得比所期望的程度大,有难以用所期望的力将拆装筒从主体筒拆下的担忧。即,在专利文献1所公开的结构中,难以设定和保持将主体筒和拆装筒以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
本发明用于解决所述现有技术的问题点,提供一种比较易于设定和保持将前轴(相当于专利文献1的拆装筒)和后轴(相当于专利文献1的主体筒)以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。另外,在本发明中,“前”是指笔尖侧,“后”是指笔尖侧的相反侧。
本发明是一种书写工具,该书写工具的前轴以自如拆卸的方式设置在收容储墨体的后轴上,在将所述前轴从所述后轴拆下的状态下更换所述储墨体或者向所述储墨体补充墨水,其特征在于,所述前轴的后方部和所述后轴的前方部彼此以自如拆装的方式嵌合,所述前轴的后方部和所述后轴的前方部中的一方具有:圆筒形的小径基部;外向压接部,其在所述小径基部的外表面沿径向突出设置;至少一个缝隙,其相对于轴线方向平行地延伸,并且以至少一部分在轴线方向上的位置与所述外向压接部的至少一部分在轴线方向上的位置重叠的模式,以沿径向贯穿所述小径基部的方式来贯穿设置,所述前轴的后方部和所述后轴的前方部中的另一方具有:圆筒形的大径基部,其直径比所述小径基部大且被所述小径基部插入;和内向压接部,其设置在所述大径基部的内表面,当所述前轴的所述后方部和所述后轴的所述前方部嵌合时,所述外向压接部和所述内向压接部彼此在径向上压接。
根据本发明,沿径向贯穿小径基部的至少一个缝隙相对于轴线方向平行地延伸,且其至少一部分在轴线方向上的位置与外向压接部的至少一部分在轴线方向上的位置重叠。因此,当将小径基部插入大径基部内时(压入时),小径基部以该缝隙的宽度变小的方式进行变形,据此,插入作业变得顺畅,另一方面,在插入后(压入后),由于该缝隙的宽度要复原的恢复力,外向压接部和内向压接部彼此在径向上通过足够的力压接。据此,比较易于设定和保持将前轴和后轴以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
优选为,所述外向压接部除贯穿设置有所述缝隙的部分以外沿周向延伸。在该情况下,前轴与后轴的连接更稳定,能够得到良好的书写感和书写性能。
另外,优选为,所述外向压接部设置在从所述小径基部的顶端部向里侧离开规定距离的位置,当所述前轴的所述后方部和所述后轴的所述前方部嵌合时,在所述小径基部的顶端部,该小径基部的外表面和所述大径基部的内表面在径向上不接触。在该情况下,针对压接部以外的部分,不需要高的尺寸精度,且更易于设定和保持将前轴和后轴以自如拆卸的方式连接时的适宜的嵌合力。另外,零部件(前轴及后轴)的生产性也提高。
另外,优选为,所述小径基部具有外向卡止部,该外向卡止部在轴线方向上远离所述外向压接部,所述大径基部具有内向卡止部,该内向卡止部在轴线方向上远离所述内向压接部,当所述前轴的所述后方部和所述后轴的所述前方部嵌合时,所述外向卡止部和所述内向卡止部彼此在轴线方向上卡止。在该情况下,由于被施加前轴与后轴的轴线方向的卡止功能,因此,前轴与后轴的连接更稳定,能够得到更良好的书写感和书写性能。
另外,在该情况下,更优选为,所述外向压接部除贯穿设置有所述缝隙的部分以外沿周向延伸,所述内向压接部沿周向延伸,与所述外向压接部彼此在径向上压接,所述外向卡止部除贯穿设置有所述缝隙的部分以外沿周向延伸,所述内向卡止部沿周向延伸,与所述外向卡止部彼此在轴线方向上卡止。在该情况下,前轴与后轴的连接更稳定,因此,能够得到更良好的书写感和书写性能。
另外,在该情况下,更优选为,所述内向卡止部在所述大径基部的内表面上沿径向凹设,所述内向压接部由沿所述大径基部的内表面平滑地连续且具有与所述大径基部的内表面相同的曲率的圆筒面构成。在该情况下,无需内向压接部用的特别的加工,因此,零部件的生产性提高。
或者,优选为,当所述前轴的所述后方部和所述后轴的所述前方部嵌合时,所述外向压接部和所述内向压接部彼此在轴线方向上卡止。在该情况下,也被施加前轴与后轴的轴线方向的卡止功能,因此,前轴与后轴的连接更稳定,能够得到更良好的书写感和书写性能。
另外,优选为,还具有笔帽,在非书写时所述笔帽覆盖所述前轴,所述笔帽的内表面的一部分紧贴所述后轴的外表面的一部分的全周。在该情况下,当将笔帽拆卸时前轴不被拆下。据此,无需使前轴和后轴牢固地嵌合,更易于设定前轴与后轴的适宜的嵌合力。另外,后轴的外表面的形状和外径一般情况下是稳定的,因此在笔帽的内表面与后轴的外表面的嵌合中能得到可靠的气密性能。
另外,优选为,当将所述前轴从所述后轴拆下时,所述储墨体被从所述后轴拆下而收容保持在所述前轴的内部。在该情况下,更换储墨体时的作业性或者向储墨体补充墨水时的作业性提高。
另外,优选为,所述缝隙在所述小径基部的顶端部侧开口,从该小径基部的顶端部侧向里侧变细。在该情况下,当小径基部插入大径基部内时(压入时),合理有效使用缝隙的顶端部侧的宽度较宽的部分,另一方面,在插入后(压入后),通过缝隙的里侧的宽度较窄的部分,使针对弯曲的刚性变高。另外,在采用这种缝隙的形状的情况下,易于由冲模来制造前轴,由此能够抑制制造成本。
另外,优选为,所述缝隙沿周向大致等间隔地设置有3条以上的奇数条。在该情况下,即使缩小各个缝隙的宽度,也能够将小径基部插入大径基部内时的作业性保持得较高。另一方面,通过缩小各个缝隙的宽度,针对弯曲的刚性变高。
另外,优选为,在所述大径基部的内表面设置有插入所述缝隙内的肋。在该情况下。针对弯曲的刚性变高。另外,能够施加防止前轴和后轴相对旋转的功能。
发明效果
根据本发明的书写工具,比较容易设定及保持将前轴和后轴以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
附图说明
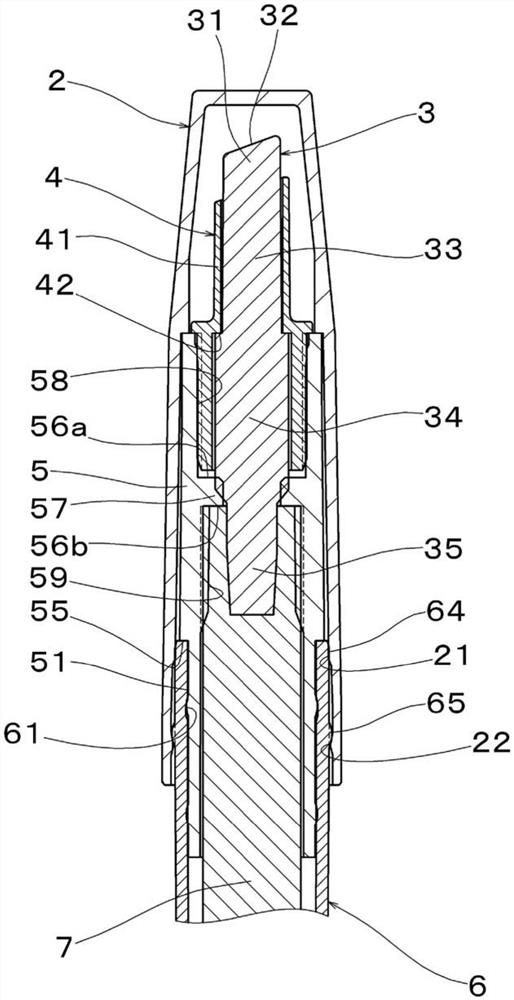
图1是表示本发明第1实施方式的纵剖视图。
图2是图1的主要部分放大图。
图3A是本发明的第1至第6实施方式的保持部件的纵剖视图。
图3B是图3A的A-A剖视图。
图3C是图3A的B-B剖视图。
图4A是本发明第1至第6实施方式的笔尖的主视图。
图4B是图4A的笔尖的立体图。
图5是图2的主要部分放大纵剖视图。
图6A是本发明第1实施方式的前轴的主视图。
图6B是本发明第1实施方式的后轴的纵剖视图。
图6C是图6A的C-C剖视图。
图7是本发明第2实施方式的主要部分放大纵剖视图。
图8A是本发明第2实施方式的前轴的主视图。
图8B是本发明第2实施方式的后轴的纵剖视图。
图8C是图8A的D-D剖视图。
图9A是本发明第3实施方式的前轴的主视图。
图9B是本发明第3实施方式的后轴的纵剖视图。
图9C是图9A的E-E剖视图。
图10A是本发明第4实施方式的前轴的主视图。
图10B是本发明第4实施方式的后轴的纵剖视图。
图10C是图10A的F-F剖视图。
图11A是本发明第5实施方式的主要部分放大纵剖视图。
图11B是图11A的H-H剖视图。
图12A是本发明第5实施方式的前轴的主视图。
图12B是本发明第5实施方式的后轴的纵剖视图。
图12C是图12A的G-G剖视图。
图12D是图12B的K-K剖视图。
图13A是本发明第6实施方式的主要部分放大纵剖视图。
图13B是图13A的I-I剖视图。
图14A是本发明第6实施方式的前轴的主视图。
图14B是本发明第6实施方式的后轴的纵剖视图。
图14C是图14A的J-J剖视图。
图14D是图14B的L-L剖视图。
图15A是本发明第7实施方式的前轴的主视图。
图15B是本发明第7实施方式的后轴的纵剖视图。
图15C是图15A的N-N剖视图。
具体实施方式
下面,参照附图对本发明的6个实施方式进行说明。
<第1实施方式>
书写工具1主要由笔帽2、笔尖3、保持笔尖3的保持部件4、储墨体7、内部收容储墨体7的前轴5和后轴6构成。保持部件4被压入嵌合于前轴5的保持部件嵌合部58。书写工具1是前轴5以自如拆卸的方式设置在收容储墨体7的后轴6上,在将前轴5从后轴6拆下的状态下更换储墨体7或者向储墨体7补充墨水的书写工具。
·笔尖
笔尖3的一端部作为书写部31从保持部件4的前方开口部的前端缘部44向前方突出。笔尖3的另一端部(后部35)呈插入状连接在储墨体7的前端部。例如,书写部31被加工成凿子形状。并且,书写部31并不限定于凿子形状,也可以加工成炮弹形状、长方形状、四棱柱形状、板状形状等对应于目的的其他形状。另外,本发明的书写工具的形态并不限定于图示例,也可以是在储墨体7的两端安装不同形态的笔尖的双头式书写工具。
如图2和图4所示,笔尖3具有:前部33,其在顶端具有书写部31;圆筒形的中央部34,其由保持部件4和前轴5在前后方向上夹持外表面;和圆筒形的后部35,其呈插入状连接在储墨体7的前端部。笔尖3的前部33横截面呈大致长方形。书写时,笔尖3的前部33能够向横截面呈大致长方形的长边侧挠曲变形(具有这种可挠性)。
笔尖3由具有连续气泡的合成树脂的多孔质体构成。并且,笔尖3为墨水可流通且具有可挠性即可,具体而言,能举出纤维笔尖、毡头笔笔尖、毛笔笔尖、具有轴线方向的毛细管通路的塑料笔尖等。
·储墨体
储墨体7由具有能含浸墨水的连续气孔的部件构成。例如,纤维束的热熔合加工体、纤维束的树脂加工体、毛毡的树脂加工体、毛毡的针刺棉加工体、多孔质体(例如,海绵等合成树脂的连续气泡体)等。另外,储墨体7在其外周面也可以具有由合成树脂薄膜等构成的外皮。
当将前轴5从后轴6拆下时,储墨体7在被保持在从前轴5的纵向肋57的后端向轴线方向后方延伸的保持肋59上的状态下从后轴6拆下,且被收容保持在前轴5的内部。据此,更换储墨体7时的作业性或者向储墨体7补充墨水时的作业性提高。另外,前轴5的保持肋59也可以延伸到前轴5的嵌合部51的内表面上。
·笔帽
非书写时覆盖前轴5的笔帽2是后端开口且前端封闭的、由底壁和周壁构成的圆筒形的有底筒体。笔帽2例如通过合成树脂(例如,聚丙烯等)的射出成型而得到。
本实施方式的笔帽2以自如拆卸的方式连接于后轴6。详细而言,设置在笔帽2的内表面上的后轴嵌合部22与设置在后轴6的外表面上的笔帽嵌合部65嵌合。与此同时,设置在后轴嵌合部22的前方的环形密封部21气密嵌合于设置在笔帽嵌合部65的前方的气密部64。即,在非书写时,笔帽2覆盖前轴5,笔帽2的内表面的一部分(后轴嵌合部22)嵌合于后轴6的外表面的一部分(笔帽嵌合部65),笔帽2的内表面的一部分(环形密封部21)涵盖全周紧贴后轴6的外表面的一部分(气密部64)。
在此,如专利文献1所图示的那样,在突起部隔开规定间隔设置有3个的情况下,嵌合有拆卸筒的主体筒的横截面形状为接近三角形的形状。在该情况下,在笔帽与主体筒的密接部之间可能无法得到适宜的气密性能,有由于笔尖干燥而导致书写不良的担忧。
在本实施方式中,为了避免这种问题,如后述那样,前轴5的外向作用部(外向卡止部53a和外向压接部53b)和后轴6的内向作用部(内向卡止部63a和内向压接部63b)在周向上连续地延伸。因此,在使前轴5和后轴6嵌合的状态下,后轴6的外表面的横截面形状大致为正圆。据此,能够在笔帽2与后轴6之间获得适宜的气密性能。
·前轴
前轴5是两端部开口的筒状体,例如通过合成树脂的射出成型而得到。如图2所示,在前轴5的前端部内表面形成有用于压入嵌合保持部件4的后端部外表面(第2肋43b:参照图3)的保持部件嵌合部58。另外,在前轴5的保持部件嵌合部58的后方,沿轴线方向延伸的多条(在此为8条)的纵向肋57沿周向等间隔地形成。通过保持部件4的第1抵接壁部42和纵向肋57的前端侧的第2抵接壁部56a,在前后方向上夹持笔尖3的中央部34。据此,能够防止笔尖3从保持部件4脱落乃至笔尖3埋没于保持部件4(前轴5)。另外,还能够准确地限制笔尖3从保持部件4突出的突出量。另外,纵向肋57的后端侧的第3抵接壁部56b在前后方向上限制储墨体7的前端部。
前轴5的后部成为嵌合部51,该嵌合部51以自如拆卸的方式嵌合在后轴6的开口部的被嵌合部61。如图6A所示,嵌合部51具有:圆筒形的小径基部52;外向卡止部53a,其在小径基部52的外表面在径向上突出设置;外向压接部53b,其在小径基部52的外表面同样在径向上突出设置,并且在轴线方向上远离外向卡止部53a;和一个缝隙54,其与轴线方向平行地延伸,并且沿径向贯穿小径基部52。外向卡止部53a沿周向(除了设置有缝隙54的部分以外呈环形)延伸,外向压接部53b也同样沿周向(除了设置有缝隙54的部分以外呈环形)延伸。缝隙54以其一部分的轴线方向上的位置与外向卡止部53a的轴线方向上的位置及外向压接部53b的轴线方向上的位置重叠的模式形成(以缝隙54横跨外向卡止部53a和外向压接部53b的模式形成)。
根据这种结构,当将小径基部52插入大径基部62(参照图6B)内时(压入时),小径基部52以缝隙54的宽度变小的方式进行变形,据此插入作业变得顺利。另一方面,在插入后(压入后),由于缝隙54的宽度要复原的恢复力,外向压接部53b和内向压接部63b(参照图6B)彼此在径向上通过足够的力压接。据此,比较易于设定和保持将前轴5和后轴6以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
在本实施方式中,外向压接部53b设置在外向卡止部53a的后方(接近小径基部52的顶端的一方)。另外,前轴5具有供后轴6的开口部抵接的台阶部55。
另外,前轴5在其外表面也可以具有用于识别笔尖3的朝向的方向识别部。例如,方向识别部能由沿轴线方向延伸的突起来提供。在该情况下,即将书写之前不需要通过目视确认笔尖3的朝向,能够在使笔尖3露出之后立即书写使用。
如果列举尺寸的具体例,小径基部52的长度(从台阶部55到后方的长度)为15mm,小径基部52的内径为
·后轴
以自如拆卸的方式连接在前轴5的后端部的后轴6是前端开口且后端封闭的、由底壁和周壁构成的圆筒形的有底筒体。后轴6例如通过合成树脂(例如,聚丙烯等)的射出成型得到。
如图6B所示,被嵌合部61具有:圆筒形的大径基部62,其直径比小径基部52大且被小径基部52插入;内向卡止部63a,其在大径基部62的内表面上沿径向凹设;和内向压接部63b,其由沿大径基部62的内表面平滑地连续且具有与大径基部62的内表面相同的曲率的圆筒面构成。
在本实施方式中,内向压接部63b设置在内向卡止部63a的后方。
外向压接部53b和内向压接部63b(参照图6B)除了彼此在径向上被足够的力压接以外,外向卡止部53a和内向卡止部63a(参照图6B)彼此在轴线方向上卡止,据此,前轴5和后轴6在径向及轴线方向双方向上不会“晃动”地连接。因此,能够进行书写感良好且稳定的书写。
另外,在本实施方式中,外向压接部53b设置在从小径基部52的顶端部向里侧(前方)离开规定距离的位置。据此,当前轴5和后轴6嵌合时,在小径基部52的顶端部,嵌合部51的外表面(小径基部52的外表面)和后轴6的顶端内表面(大径基部62的内表面)在径向上不接触。
如果假设当前轴5和后轴6嵌合时,在小径基部52的顶端部,嵌合部51的外表面和后轴6的顶端内表面在径向上接触,则连接后的后轴6的外径(即气密部64的外径)可能变得过大。当在这种状态下笔帽2嵌合在后轴6的外表面时,有笔帽2与后轴6的嵌合力变得过高(紧)的担忧。
与此相对,根据本实施方式,当前轴5和后轴6嵌合时,在小径基部52的顶端部,嵌合部51的外表面与后轴6的顶端内表面在径向上不接触,因此,嵌合部51不对气密部64的外径尺寸产生影响。据此,针对外向压接部53b(和外向卡止部53a)以外的部分,小径基部52不需要高的尺寸精度,且将前轴5和后轴6以自如拆卸的方式连接时的适宜的嵌合力的设定及其保持变得更容易。另外,零部件(前轴5和后轴6)的生产性也提高。并且,由于后轴6的外表面的形状和外径一般情况下是稳定的,因此,在笔帽2的内表面与后轴6的外表面的嵌合中能得到可靠的气密性能和嵌合力。
并且,在本实施方式中,内向卡止部63a形成为能与外向卡止部53a卡止的环形槽,另一方面,内向压接部63b形成为能与外向压接部53b接触的没有凹凸的压接面(沿大径基部62的内表面平滑地连续且具有与大径基部62的内表面相同的曲率的圆筒面)。据此,当前轴5和后轴6嵌合时,后轴6的开口部和台阶部55抵接,外向卡止部53a和内向卡止部63a(环形槽)在轴线方向上卡止,外向压接部53b和内向压接部63b(压接面)在径向上压接。据此,前轴5和后轴6在适宜的卡止位置嵌合,因此,能够更可靠地得到将前轴5和后轴6以自如拆卸的方式连接时的适宜的嵌合力。另外,使用者易于理解地识别到前轴5和后轴6已正常连接。
关于该点,在专利文献1所公开的结构中,不易对主体筒与拆装筒的嵌合施加卡顿感。即,有无法给使用者带来主体筒和拆装筒已正常连接的安心感的缺点。
与此相对,根据本实施方式的书写工具1,能够使前轴5与后轴6的嵌合为有卡顿感的嵌合。因此,能够给使用者带来前轴5和后轴6已正常连接的安心感。
另外,外向卡止部53a和内向卡止部63a在轴线方向上卡止,外向压接部53b和内向压接部63b在径向上压接,因此,前轴5和后轴6在轴线方向上的2个位置相互作用。据此,书写时前轴5和后轴6在轴线方向和径向双方向上不会“晃动”地连接,因此能够进行书写感良好且稳定的书写。
列举尺寸的具体例,大径基部62的内径为
·保持部件
保持部件4是两端部开口的筒状体,例如通过合成树脂的射出成型而得到。
如图3A至图3C所示,在保持部件4的后部(横截面为圆形)的内表面,形成有沿轴线方向延伸的多条(在此为4条)第1肋43a,该多条第1肋43a用于压入嵌合笔尖3的中央部34。另一方面,在保持部件4的后部(横截面为圆形)的外表面,等间隔地形成有沿轴线方向延伸的多条(在此为6条)第2肋43b,该多条第2肋43b压入嵌合于前轴5的保持部件嵌合部58。另外,由第2肋43b和前轴5的保持部件嵌合部58形成的连通孔作为空气流通孔发挥作用,使能够从笔尖3顺利地排出墨水。
另外,还参照图2,保持部件4在前方侧具有包围笔尖3的前部33的横截面呈大致长方形的保持部41。书写部31从保持部件4的保持部41的前端缘部44向前方突出。
笔尖3的顶部32从保持部件4的前端缘部44向前方突出,但其突出量大于0.2mm且小于6.0mm,优选为大于1.0mm且小于5.0mm。在这种优选的范围内,当突出量小时能获得有刚性感的稳固的笔感,当突出量大时能获得柔软的笔感。
在保持部件4的前端缘部44设置有倒角或者倒圆。尤其是,优选为至少在笔尖3可能接触的笔尖3侧的边缘设置倒角或者倒圆。据此,即使在笔尖3过度弯曲而与保持部件4的前端缘部44接触的情况下,也能够将对笔尖3的前部33施加的载荷抑制在最小限度,由此能够更可靠地防止笔尖3的折断或损伤。
如图2和图3A所示,保持部件4的前端缘部44形成为大致直线状,书写部31的顶部32形成为大致直线状,保持部件4的前端缘部44相对于轴线方向的角度与书写部31的顶部32相对于轴线方向的角度大致相同。据此,即使在笔尖3过度弯曲的情况下,由保持部件4的前端缘部44对笔尖3施加的载荷也均匀地施加于笔尖3的前部33,从而能够可靠地防止笔尖3的折断或损伤。
在此,保持部件4的前端缘部44相对于轴线方向的角度是指,保持部件4的前端缘部44与轴线方向所成的角度中90度以下的角度,书写部31的顶部32相对于轴线方向的角度是指顶部32与轴线方向所成的角度中90度以下的角度。另外,这两个角度大致相同,换言之表示保持部件4的前端缘部44与顶部32大致平行。另外,这些角度设定为30度以上且90度以下,优选为设定为45度以上且90度以下。
如图2所示,当从沿书写部31与纸面接触的短边的延长线的方向观察书写工具整体时,从保持部件4露出的笔尖3的形状为大致平行四边形或者长方形。据此,书写部31的形状及其方向能根据前端缘部44的形状来掌握。因此,即将书写之前无需直接目视确认笔尖3的朝向,在使笔尖3露出以后能够立即书写使用。
另外,更优选为保持部件4的颜色与笔尖3的颜色(即墨水颜色)不同。据此,前端缘部44的朝向更明显,更易于确认书写部31的形状及其方向。另外,在用黑色等暗的颜色对笔尖3本身进行着色而用与笔尖3不同的明亮的颜色对保持部件4进行着色的情况下,前端缘部44的朝向更明显,更易于确认书写部31的形状及其方向。
另外,使本实施方式的前轴5和后轴6以自如拆卸的方式嵌合的结构也可以适用于保持部件4与前轴5的嵌合结构。据此,由于保持部件4和前轴5能以适宜的嵌合力自如拆卸地嵌合,能够给使用者带来舒服的感觉。另外,能够使使用者易于理解地识别到保持部件4和前轴5已正常连接,因此,能够更容易地进行笔尖的更换作业。
<第2实施方式>
图7是本发明第2实施方式的主要部分放大纵剖视图,图8A是本发明第2实施方式的前轴的主视图,图8B是本发明第2实施方式的后轴的纵剖视图,图8C是图8A的D-D剖视图。
在本发明的第2实施方式中,前轴205的嵌合部251和后轴206的被嵌合部261同第1实施方式不同。第2实施方式的其他结构与第1实施方式的书写工具1大致相同。在图7至图8C中,对与第1实施方式相同的结构部分标注相同的标记,省略其详细说明。
·前轴
前轴205也是两端部开口的筒状体,例如通过合成树脂的射出成型而得到。前轴205的后部成为嵌合部251,该嵌合部251以自如拆卸的方式嵌合在后轴206的开口部的被嵌合部261。如图7和图8A所示,嵌合部251具有:圆筒形的小径基部252;第1外向压接部253a,其在小径基部252的外表面在径向上突出设置;第2外向压接部253b,其由沿小径基部252的外表面平滑地连续且具有与小径基部252的外表面相同的曲率的圆筒面构成;和一个缝隙254,其以与轴线方向平行地延伸并且沿径向贯穿小径基部252的方式贯穿设置。第1外向压接部253a沿周向(除了设置有缝隙254的部分以外呈环形)延伸。缝隙254以其一部分的轴线方向上的位置与第1外向压接部253a的轴线方向的位置重叠的模式形成(以缝隙254横跨第1外向压接部253a的模式形成)。
根据这种结构,当将小径基部252插入大径基部262(参照图8B)内时(压入时),小径基部252以缝隙254的宽度变小的方式进行变形,据此插入作业变得顺利。另一方面,在插入后(压入后),由于缝隙254的宽度要复原的恢复力,第1外向压接部253a和第1内向压接部263a(参照图8B)彼此在径向上通过足够的力压接。据此,比较易于设定和保持使前轴205和后轴206以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
在本实施方式中,第2外向压接部253b设置在第1外向压接部253a的后方(接近小径基部252的顶端的一方)。另外,前轴205具有供后轴206的开口部抵接的台阶部255。
列举尺寸的具体例,小径基部252的长度(从台阶部255到后方的长度)为15mm,小径基部252的内径为
·后轴
以自如拆卸的方式连接在前轴205的后端部的后轴206也是前端开口且后端封闭的、由底壁和周壁构成的圆筒形的有底筒体。后轴206例如也通过合成树脂(例如,聚丙烯等)的射出成型得到。
如图8B所示,被嵌合部261具有:圆筒形(严格来讲途中设置有内径变化的台阶)的大径基部262,其直径比小径基部252大且被小径基部252插入;第1内向压接部263a,其在大径基部262的内表面沿径向突出设置;和第2内向压接部263b,其在大径基部262的内表面同样沿径向突出设置。
在本实施方式中,第2内向压接部263b设置在第1内向压接部263a的后方。
第1外向压接部253a和第1内向压接部263a除了彼此在径向上被足够的力压接以外,第2外向压接部253b和第2内向压接部263b均彼此在径向上压接,因此,前轴205和后轴206在径向上不会“晃动”地连接。另外,在本实施方式中,如图7所示,第1外向压接部253a和第1内向压接部263a彼此在轴线方向上卡止(作为外向卡止部和内向卡止部发挥作用),因此,前轴205和后轴206在轴线方向上也不会“晃动”地连接。因此,能够进行书写感良好且稳定的书写。
另外,在本实施方式中,第2外向压接部253b也设置在从小径基部252的顶端部向里侧(前方)离开规定距离的位置。据此,当前轴205和后轴206嵌合时,在小径基部252的顶端部,嵌合部251的外表面(小径基部252的外表面)和后轴206的顶端内表面(大径基部262的内表面)在径向上不接触。
即,在本实施方式中,针对第1外向压接部253a和第2外向压接部253b以外的部分,小径基部252不需要高的尺寸精度。因此,将前轴205和后轴206以自如拆卸的方式连接时的适宜的嵌合力的设定及其保持变得更容易。另外,零部件(前轴205及后轴206)的生产性也提高。并且,由于后轴206的外表面的形状和外径一般情况下是稳定的,因此,在笔帽2的内表面与后轴206的外表面的嵌合中能得到可靠的气密性能和嵌合力。
并且,在本实施方式中,前轴205和后轴206嵌合时,后轴206的开口部和台阶部255抵接,第1外向压接部253a和第1内向压接部263a在轴线方向上卡止且在径向上压接,第2外向压接部253b和第2内向压接部263b均在径向上压接。据此,前轴205和后轴206在适宜的卡止位置嵌合,因此,能够更可靠地得到使前轴205和后轴206以自如拆卸的方式连接时的适宜的嵌合力。另外,能够使使用者易于理解地识别到前轴205和后轴206已正常连接。因此,能够给使用者带来前轴205和后轴206已正常连接的安心感。
列举尺寸的具体例,大径基部262的内径为
<第3实施方式>
图9A是本发明第3实施方式的前轴的主视图,图9B是本发明第3实施方式的后轴的纵剖视图,图9C是图9A的E-E剖视图。
在本发明的第3实施方式中,缝隙354的形状与第1实施方式不同。具体而言,缝隙354从小径基部52的顶端部侧向里侧变细。第3实施方式的其他结构与第1实施方式的书写工具1大致相同。在图9A至图9C中,对与第1实施方式同样的结构部分标注相同的标记,省略其详细的说明。
根据本实施方式,在小径基部52插入大径基部62内时(压入时),合理有效使用缝隙354的顶端部侧的宽度较宽的部分,另一方面,在插入后(压入后),通过缝隙354的里侧的宽度较窄的部分,使针对弯曲的刚性变高。另外,在采用这种缝隙354的形状的情况下,易于由冲模来制造前轴5,由此能抑制制造成本。
列举尺寸的具体例,缝隙354的长度为14.5mm,缝隙354的宽度在顶端部为1.5mm,靠向里侧以2°的锥角变细。
<第4实施方式>
图10A是本发明第4实施方式的前轴的主视图,图10B是本发明第4实施方式的后轴的纵剖视图,图10C是图10A的F-F剖视图。
在本发明的第4实施方式中,缝隙454的形状及条数与第1实施方式不同。具体而言,如图10C所示,3条缝隙454沿周向大致等间隔地设置,另一方面,各缝隙454的宽度比第1实施方式的缝隙54的宽度窄。第4实施方式的其他结构与第1实施方式的书写工具1大致相同。在图10A至图10C中,对与第1实施方式相同的结构部分标注相同的标记,省略其详细说明。
根据本实施方式,即使缩小各个缝隙454的宽度,也能确保小径基部52整体的挠曲变形量,因此,能够将小径基部52被插入大径基部62内时的作业性保持得较高。另一方面,通过缩小各个缝隙454的宽度,能够提高针对弯曲的刚性。
列举尺寸的具体例,各缝隙454的长度为14.5mm,各缝隙454的宽度均匀,为0.3mm。
缝隙的条数并不限定于3条,为3以上的奇数的条数即可。另一方面,当沿轴向大致等间隔地配置偶数条数的缝隙时,相对于排列为彼此相对的2条缝隙的方向弯曲的刚性不足,因此不优选。
<第5实施方式>
图11A是本发明第5实施方式的主要部分放大纵剖视图,图11B是图11A的H-H剖视图,图12A是本发明第5实施方式的前轴的主视图,图12B是本发明第5实施方式的后轴的纵剖视图,图12C是图12A的G-G剖视图,图12D是图12B的K-K剖视图。
在本发明的第5实施方式中,缝隙554的形状与第1实施方式不同。具体而言,缝隙554从小径基部52的顶端部侧到外向压接部53b的后方端为止变细,在比外向压接部53b的后方端靠里侧(前方)的位置为均匀的宽度。另外,在大径基部62的内表面设置有用于插入后轴6的缝隙554内的肋569。肋569以跨越内向卡止部63a的方式,从比内向卡止部63a略靠前方的位置向后方沿轴线方向延伸。第5实施方式的其他结构与第1实施方式的书写工具1大致相同。在图11A至图12D中,对与第1实施方式相同的结构部分标注相同的标记,省略其详细说明。
根据本实施方式,在小径基部52插入大径基部62(参照图12B)内时(压入时),小径基部52以缝隙554的宽度变小的方式进行变形,据此,插入作业变得顺畅。然后,从插入作业的途中将肋569插入缝隙554内,据此能够显著提高针对弯曲的刚性。此时,缝隙554的顶端部为锥状(也可以代替为锥状而实施倒角或倒圆等),因此,肋569的插入顺畅。然后,在插入后(压入后),外向压接部53b和内向压接部63b彼此在径向上用足够的力压接,因此,比较容易设定和保持将前轴5和后轴6以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
另外,根据本实施方式,通过将肋569插入缝隙554内,被附加防止前轴5和后轴6相对旋转的功能。
列举尺寸的具体例,缝隙554的长度为14.5mm,缝隙554的宽度在顶端部为5mm,锥形部分的锥角为90°,均匀宽度部分的宽度为1mm。另外,肋569的宽度均匀,为1mm,肋569的隆起高度均匀,为0.7mm,肋569的前方端的位置为从大径基部62的前方端的位置向后方3mm的位置。
<第6实施方式>
图13A是本发明第6实施方式的主要部分放大纵剖视图,图13B是图13A的I-I剖视图,图14A是本发明第6实施方式的前轴的主视图,图14B是本发明第6实施方式的后轴的纵剖视图,图14C是图14A的J-J剖视图,图14D是图14B的L-L剖视图。
在本发明的第6实施方式中,在缝隙654及肋669各设置有3条的点与第5实施方式不同。具体而言,如图14C所示,3条缝隙654沿周向大致等间隔地设置,另一方面,如图14D所示,3条肋669同样沿周向大致等间隔地设置。第6实施方式的其他结构与第5实施方式的书写工具大致相同。在图13A至图14D中,对与第5实施方式同样的结构部分标注相同的标记,省略其详细说明。
根据本实施方式,在小径基部52插入大径基部62(参照图14B)内时(压入时),小径基部52以各缝隙654的宽度变小的方式进行变形,据此,插入作业变得顺畅。然后,从插入作业的途中将对应的肋669插入各缝隙654内,据此,能够显著提高针对弯曲的刚性。此时,缝隙654的顶端部为锥形(也可以代替为锥形而实施倒角或倒圆等),因此,肋669的插入顺畅。然后,在插入后(压入后),外向压接部53b和内向压接部63b彼此在径向上用足够的力压接,因此,比较容易设定和保持将前轴5和后轴6以自如拆卸的方式连接(嵌合)时的适宜的嵌合力。
另外,根据本实施方式,通过将肋669插入缝隙654内,被附加防止前轴5和后轴6相对旋转的功能。
列举尺寸的具体例,各缝隙654的长度为14.5mm,各缝隙654的宽度在顶端部为5mm,锥形部分的锥角为90°,均匀宽度部分的宽度为1mm。另外,各肋669的宽度均匀,为0.8mm,各肋669的隆起高度均匀,为0.7mm,各肋669的前方端的位置为从大径基部62的前方端的位置向后方3mm的位置。
<第7实施方式>
图15A是本发明第7实施方式的前轴的主视图,图15B是本发明第7实施方式的后轴的纵剖视图,图15C是图15A的N-N剖视图。
在本发明的第7实施方式中,外向卡止部753a在轴线方向上在距台阶部55的距离为3.8mm~5.2mm的区域中,以不与缝隙54重叠的方式沿周向离散地在大致等间隔的8个点(8个位置),形成为大致圆顶状的隆起部(从小径基部52隆起的隆起高度0.15mm)。在该方式中,缝隙54的一部分在轴线方向上的位置与外向压接部753b在轴线方向上的位置重叠。外向压接部753b在轴线方向上在距台阶部55的距离为11.3mm~12.7mm的区域中,也以与缝隙54不重叠的方式沿周向离散地在大致等间隔的8个点(8个位置),形成为大致圆顶状的隆起部(从小径基部52隆起的隆起高度0.15mm)。第7实施方式的其他结构与第1实施方式的书写工具1大致相同。在图15A至图15C中,对与第1实施方式相同的结构部分标注相同的标记,省略其详细的说明。
根据本实施方式,能够得到与第1实施方式同样的作用效果。尤其是,当前轴5和后轴6嵌合时,后轴6的开口部和台阶部55抵接,外向卡止部753a和内向卡止部63a(环形槽)在轴线方向上卡止,外向压接部753b和内向压接部63b(压接面)在径向上压接。据此,前轴5和后轴6在合适的卡止位置嵌合,因此,能够更可靠地得到将前轴5和后轴6以自如拆卸的方式连接时的适宜的嵌合力。另外,能够使使用者易于理解地识别前轴5和后轴6已正常连接。
另外,对本实施方式也能够实施在第3实施方式至第6实施方式中分别说明的变更。
附图标记说明
1:书写工具;2:笔帽;21:环形密封部;22:后轴嵌合部;3:笔尖;31:书写部;32:顶部;33:前部;34:中央部;35:后部;4:保持部件;41:保持部;42:第1抵接壁部;43a:第1肋;43b:第2肋;44:前端缘部;5:前轴;51:嵌合部;52:小径基部;53a:外向卡止部;53b:外向压接部;54:缝隙;55:台阶部;56a:第2抵接壁部;56b:第3抵接壁部;57:纵向肋;58:保持部件嵌合部;59:保持肋;6:后轴;61:被嵌合部;62:大径基部;63a:内向卡止部;63b:内向压接部;64:气密部;65:笔帽嵌合部;7:储墨体;205:前轴;206:后轴;251:嵌合部;252:小径基部;253a:第1外向压接部;253b:第2外向压接部;254:缝隙;255:台阶部;261:被嵌合部;262:大径基部;263a:第1内向压接部;263b:第2内向压接部;265:笔帽嵌合部;354:缝隙;454:缝隙;554:缝隙;569:肋;654:缝隙;669:肋;753a:外向卡止部;753b:外向压接部。
- 书写工具用笔芯和使用了该书写工具用笔芯的书写工具
- 书写工具用帽、书写工具用夹及书写工具