一种多功能铆合机
文献发布时间:2023-06-19 10:11:51
技术领域
本发明属于服装加工设备技术领域,特指一种多功能铆合机。
背景技术
铆合机又称钉扣机,在服装厂及皮包类加工企业里被广泛使用,其主要用于在针织成衣、羽绒服、牛仔类服装、鞋帽、皮革等产品上装钉各种类型的金属扣。
在布料上钉扣时,一般先会在打孔机上冲孔,然后在铆合机上完成铆合。目前,这两个工序是分开的,因此导致效率比较低。
另外,申请号为CN201521069545.4的实用新型公开了一种自动钉扣机的旋转取送扣装置,其通过步进电机的旋转,实现将一侧的纽扣运输至铆合模具工作位置,解决了上扣的上料问题,但仍存在以下问题:
1、由于纽扣比较小,步进电机需要比较高的转动精度,长久使用之后,精度也容易下降。
2、步进电机的成本比较昂贵。
3、送扣装置大都设置在钉扣机的一侧,导致体积比较大,而且传动的效率比较低。
发明内容
本发明的目的是提供一种结构简单,能够实现冲孔和铆合的多功能铆合机。
本发明的目的是这样实现的:
一种多功能铆合机,包括机架,机架上设置有
下模机构,其包括下模固定块,下模固定块上设置有铆合下模和用于冲孔的冲孔架,所述冲孔架活动设置在铆合下模上方;
下扣送料机构,用于把下扣输送至铆合下模处;
上扣送料机构,用于上扣上料;
冲孔及上扣取料机构,设置在下模机构的上方,其包括:
冲杆座,设置在机架上;
冲杆滑块,移动设置在冲杆座上,其内开设有两个冲杆安装孔;
冲杆移动部件,设置在冲杆座的一侧,并用于驱动冲杆滑块在第一位置和第二位置之间移动;
两根冲杆,其分别活动设置在对应的冲杆安装孔内,且其下端分别设置有用于适配冲孔架的冲头组件和适配铆合下模的铆合上模;
冲杆驱动装置,设置在铆合下模及冲杆的上方,并用于驱动冲杆向下移动;
第一位置为冲孔/取料位置,此时,冲孔架设置在铆合下模上方,冲杆驱动装置驱动带冲头组件的冲杆向下移动并作用于冲孔架,铆合上模用于上扣取料;
第二位置为上下扣铆合位置,此时,冲孔架离开铆合下模上方,冲杆驱动装置驱动带铆合上模的冲杆向下移动并作用于铆合下模。
优选地,所述冲杆上方的机架上设置有冲压固定块,冲压固定块内活动设置有用于传递冲压力至冲杆的冲压杆,冲压杆连接冲杆驱动装置;
另外,冲压固定块上还固定有上扣取料部件,在第一位置时,上扣取料部件驱动带铆合上模的冲杆向下移动并进行取料。
优选地,所述冲杆和冲杆滑块之间设置有复位件。
优选地,所述冲杆座的上表面设置有一对第一导轨,第一导轨上设置有第一滑块,第一滑块固定在冲杆滑块的两侧,且所述冲杆滑块设置在冲杆座中部的移动腔内。
优选地,所述冲头组件包括安装在冲杆下端的冲头套和设置在冲头套内的冲头芯,所述冲头套和冲头芯之间设置有缓冲件。
优选地,所述下模固定块的一侧或者两侧设置有第二导轨,所述冲孔架上设置有与第二导轨相适配的第二导槽;所述下模固定块的一侧还设置有连接冲孔架的冲孔架驱动部件,冲孔架驱动部件驱动冲孔架在第二导轨的往复移动;所述冲孔架的工作面设置有冲孔模片。
优选地,所述下模固定块中部开设有顶套安装孔,顶套安装孔内设置有下模顶套,铆合下模通过固定结构可拆卸设置在下模顶套上端;所述下模顶套的底端设置有用于下模顶套上移的顶出装置。
优选地,顶出装置包括顶出驱动部件、底模斜块以及固定在下模固定块上的底模座,所述顶出驱动部件驱动底模斜块在底模座的横移槽内横移并实现下模顶套的向上顶出。
优选地,所述上扣送料机构包括上扣振动盘、上扣送料道以及上扣送料装置,所述上扣送料装置包括开设有上送料槽的上扣固定座、设置在上送料槽内的上扣顶杆、以及连接上扣顶杆的上扣送料气缸,所述上送料槽末端的上扣固定座一侧设置有上接扣装置。
优选地,所述下扣送料机构包括下扣振动盘、下扣送料道以及下扣送料装置,所述下扣送料装置包括送料底板、舌头座、舌头驱动气缸、下扣顶杆组件以及下扣送料气缸,
所述舌头座活动设置在送料底板上并通过舌头驱动气缸实现往复移动;
所述下扣顶杆组件活动设置在舌头座上并对着下扣送料道,通过下扣送料气缸实现下扣的送料。
本发明相比现有技术突出且有益的技术效果是:
1、本发明通过冲杆移动部件驱动冲杆滑块的横向移动,并实现铆合上模的取料和铆合,相比于传统的步进电机的转动,该结构具有以下优点:1)更加稳定、效率更高;2)气缸的成本远远小于步进电机的成本;3)该结构均设置在机架内,体积更加可控。另外,冲杆驱动装置可以同时实现冲孔和铆合两道工序,极大的提升了铆合效率以及铆合质量。
2、本发明的第一导轨和第一滑块设置在冲杆座的上表面,有利于其承重,并且提高冲杆滑块的移动精度和稳定性。
3、本发明在冲头套和冲头芯之间设置有缓冲件,可以有效减缓冲孔时的冲压力,保护冲头组件。
4、本发明的铆合下模通过下模顶套可拆卸设置在下模固定块上,方便更换不同类型的铆合下模,同时,铆合下模的体积比较小,也节省了下模的生产成本。
5、本发明的下模顶套通过顶出装置带动铆合下模顶出,有利于提高铆合的效果。
6、本发明的的顶出装置结构简单、强度高、使用寿命长。
附图说明
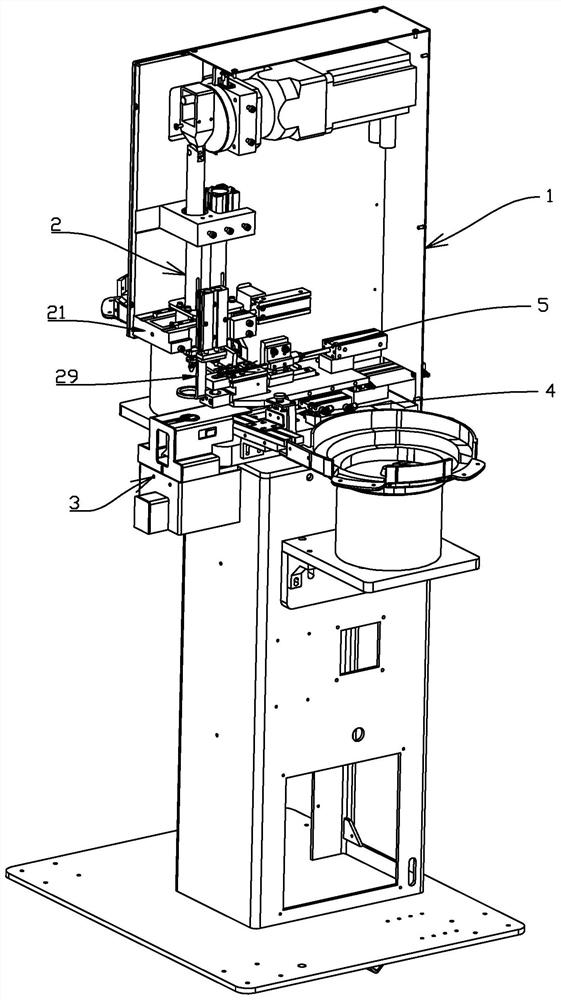
图1是本发明的结构示意图。
图2是本发明隐藏部分机架的内部结构示意图。
图3是本发明冲孔及上扣取料机构的结构示意图。
图4是本发明冲孔及上扣取料机构的剖视图。
图5是本发明上扣送料机构的结构示意图。
图6是本发明上扣送料道的结构示意图。
图7是本发明上扣送料装置的剖视图。
图8是本发明下模机构的结构示意图。
图9是本发明下模机构在第一位置冲孔状态的剖视图。
图10是本发明下模机构在第二位置上下扣铆合状态的剖视图。
图11是本发明下模机构的内部结构示意图。
图12是本发明下扣送料机构的结构示意图之一。
图13是本发明下扣送料机构的结构示意图之二。
图14是本发明舌头座和下扣顶杆组件的结构示意图。
图15是本发明舌头座和下扣顶杆组件的起始状态参考图。
图16是本发明舌头座伸出的状态参考图。
图17是本发明下扣顶杆组件伸出的状态参考图。
图中标号所表示的含义:
1-机架;2-冲孔及上扣取料机构;3-下模机构;4-下扣送料机构;5-上扣送料机构;6-显示屏;
21-冲杆座;211第一导轨;22-冲杆滑块;23-冲杆移动部件;24-冲杆;241-复位件;25-冲头组件;251-冲头套;252-冲头芯;253-缓冲件;254-连接螺栓;255-连接螺母;26-铆合上模;27-冲杆驱动装置;271-伺服电机;272-凸轮组件;28-冲压固定块;281-冲压杆;282-上扣取料部件;29-保护支架;
31-下模固定块;32-铆合下模;33-冲孔架;331-冲孔模片;34-冲孔架驱动部件;35-下模顶套;36-顶出装置;361-顶出驱动部件;362-底模斜块;363-底模座;364-底模罩;37-下模罩;
41-下扣振动盘;42-下扣送料道;43-下扣送料装置;431-送料底板;432-舌头座;4321-档条;433-舌头驱动气缸;434-下扣顶杆组件;4341-下顶杆;4342-夹料爪;4343-夹料弹簧;435-下扣送料气缸;436-舌头限位块;437-舌头定位块;438-下顶杆限位块;439-下顶杆定位块;
51-上扣振动盘;52-上扣送料道;521-上底板;522-上固定导轨;523-上活动导轨;524-上压条;525-微调装置;5251-微调座;5252-微调滑块;5253-微调螺母;53-上扣送料装置;531-上扣固定座;532-上扣顶杆;533-扣送料气缸;54-上接扣装置;541-接扣座;542-接扣固定销;543-接扣模;544-接扣弹簧;55-上扣安装板。
具体实施方式
下面结合具体实施例对本发明作进一步描述:
如图1-2所示,一种多功能铆合机,包括机架1,机架1上设置有:
下模机构3,其包括下模固定块31,下模固定块31上设置有铆合下模32和用于冲孔的冲孔架33,所述冲孔架33活动设置在铆合下模32上方。
下扣送料机构4,用于把下扣输送至铆合下模32处。
上扣送料机构5,设置在下扣送料机构4的上方,用于上扣上料。
冲孔及上扣取料机构2,设置在下模机构3的上方,如图3-4所示,其包括:
冲杆座21,设置在机架1上。
冲杆滑块22,移动设置在冲杆座21上,其内开设有两个冲杆安装孔。
冲杆移动部件23,优选气缸,设置在冲杆座21的一侧,并用于驱动冲杆滑块22在第一位置和第二位置之间移动。
两根冲杆24,其分别活动设置在对应的冲杆安装孔内,其上端和冲杆滑块22之间均设置有复位件241,复位件241优选弹簧,用于冲杆24自动复位;其下端分别设置有用于适配冲孔架33的冲头组件25和适配铆合下模32的铆合上模26。
冲杆驱动装置27,设置在铆合下模32及冲杆24的上方,并用于驱动冲杆24向下移动。
第一位置为冲孔/取料位置,此时,冲孔架33设置在铆合下模32上方,冲杆驱动装置27驱动带冲头组件25的冲杆24向下移动并作用于冲孔架33,带铆合上模26的冲杆24可向下移动并用于上扣取料。
第二位置为上下扣铆合位置,此时,冲孔架33离开铆合下模32上方,冲杆驱动装置27驱动带铆合上模26的冲杆24向下移动并作用于铆合下模32。
优选地,所述冲杆24上方的机架1上设置有冲压固定块28,冲压固定块28内活动设置有用于传递冲压力至冲杆24的冲压杆281,冲压杆281连接冲杆驱动装置27并设置在第二位置,所述冲杆驱动装置27包括伺服电机271、减速器以及凸轮组件272,所述凸轮组件272包括连接减速器输出轴的凸轮、设置在凸轮上的偏心轴、套装在偏心轴外的转动套和移动座,所述移动座铰接在冲压杆281的上端。本实施例中,伺服电机271通过减速器驱动凸轮转动,偏心轴随之转动,并带动转动套在移动座的滑槽内移动,最后驱动冲压杆281上下移动,实现冲压。
另外,冲压固定块28上还固定有上扣取料部件282,上扣取料部件282优选气缸,在第一位置时,上扣取料部件282驱动带铆合上模26的冲杆24向下移动并进行取料。在本实施例中,冲杆24的上端是需要在冲压固定块28的底面来回移动的,即在第一位置和第二位置之间移动。因此,本实施例只需要一套冲杆驱动装置27就可以分别实现两根冲杆24的冲压,节约了一套冲杆驱动装置的成本。另外,由于伺服电机和凸轮组件272产生的冲压力即稳定且大,所以冲孔和铆合的效果均比较不错。
另外,上扣取料部件282也可以设置在上扣送料机构5的上接扣装置54下方,将上扣向上顶出,也可以实现铆合上模26取料。所述机架上还设置检测取料是否成功的感应器。
优选地,所述冲杆座21的两侧固定在机架1上,其上表面设置有一对第一导轨211,第一导轨211上设置有第一滑块,第一滑块固定在冲杆滑块22的两侧,为了方便安装,所述冲杆滑块22设置在冲杆座21中部的移动腔内,且其上端设置有盖板,盖板伸出两侧并连接第一滑块。其中,第一导轨211和第一滑块的位置能更好的承接竖向的重力及其他作用力,保证水平移动时的精度。
如图4所示,所述冲头组件25包括安装在冲杆24下端的冲头套251和设置在冲头套251内的冲头芯252,所述冲头套251和冲头芯252之间设置有缓冲件253,所述缓冲件253为缓冲橡胶件、缓冲塑料件、缓冲弹簧中的一种。冲孔时,缓冲件253可以减缓冲头套251和冲头芯252之间的冲击力,保证使用寿命。
为了方便调整冲头组件25的轴向位置,所述冲杆24下端还设置有中空的连接螺栓254和连接螺母255,所述冲头组件25设置在连接螺栓254内,所述连接螺母255螺旋在连接螺栓254外,然后,连接螺栓254螺纹连接在冲杆24下端的内孔内,并通过旋转连接螺栓254调节冲头组件25的轴向位置,最后通过连接螺母255锁紧。
如图2所示,所述冲杆座21侧面设置有保护架驱动气缸以及保护支架29,保护支架29的上端固定在保护架驱动气缸上、其下端呈环状,其用于配合下模罩37锁定布料等待加工物体的位置,同时,还可以防止待加工物体在加工时变形或者错位。
【下模机构】
如图8-11所示,所述下模固定块31安装在下扣送料装置43的送料底板431前端,送料底板431固定的机架1中部。所述下模固定块31的一侧或者两侧设置有第二导轨,所述冲孔架33上设置有与第二导轨相适配的第二导槽;所述下模固定块31的一侧还设置有连接冲孔架33的冲孔架驱动部件34,冲孔架驱动部件34优选气缸,冲孔架驱动部件34驱动冲孔架33在第二导轨的往复移动。如图9所示,为第一位置冲孔时的状态,此时,冲孔架33移动至铆合下模32的上方。
所述下模固定块31外套装有下模罩37,所述下模罩37上开设有用于冲孔模片331和铆合下模32外露的缺口。所述冲孔架33的工作面设置有冲孔模片331,冲孔模片331移动设置在所述缺口内,由于冲孔的磨损比较大,分体设置有利于更换。
为了实现不同铆合下模32的安装,所述下模固定块31中部设置有下模顶套35,铆合下模32通过固定结构可拆卸设置在下模顶套35上端侧壁,所述固定结构可以是螺纹结构或者紧固螺钉。具体地,所述下模顶套35的顶部开设有用于安装铆合下模32的下模安装孔,下模安装孔的侧壁开设有用于安装紧固螺钉的锁紧孔,本发明的铆合下模32通过侧壁的紧固螺钉固定。相比于传统的下模固定块31和铆合下模32的一体设计,该方案更加方便更换不同类型的铆合下模32,同时,铆合下模32的体积比较小,也节省了下模的生产成本。
为了更好的实现铆接,工作时,铆合下模32需要穿过缺口,因此,所述下模固定块31中部开设有顶套安装孔,顶套安装孔内活动设置有下模顶套35,下模顶套35的底端设置有用于下模顶套35上移的顶出装置36。顶出装置36包括顶出驱动部件361、底模斜块362以及固定在下模固定块31上的底模座363,下模顶套35的底部为圆弧端或安装有滚轮,所述顶出驱动部件361驱动底模斜块362在底模座363的横移槽内横移并实现下模顶套35的向上顶出。
如图10所示,为第二位置铆合时的状态,此时,冲孔架33离开铆合下模32,铆合下模32顶出缺口。
本实施例中,为了方便安装底模座363和下模固定块31分体设置,另外,两者也可以一体设置。为了减少安全隐患,所述底模座363的外部还套设有底模罩364。
另外,本实施例中冲杆移动部件23、上扣取料部件282、以及冲孔架驱动部件34也可以是液压缸、驱动电机等移动驱动部件。
【上扣送料机构】
如图5所示,所述上扣送料机构5包括上扣振动盘51、上扣送料道52以及上扣送料装置53,所述上扣送料装置53包括开设有上送料槽的上扣固定座531、设置在上送料槽内的上扣顶杆532、以及连接上扣顶杆532的上扣送料气缸533。
如图6所示,所述上扣送料道52包括上底板521、以及设置在上底板521上的上固定导轨522和上活动导轨523,上固定导轨522和上活动导轨523之间形成连接上扣振动盘51的上送料通道,所述上送料通道上还活动设置有上压条524,上压条524和上活动导轨523分别通过微调装置525固定在上底板521;所述微调装置525包括固定在上底板521上的微调座5251、移动设置在微调座5251内的微调滑块5252、以及连接两者的微调螺母5253,所述微调滑块5252固定在上压条524/上活动导轨523上。通过转动微调螺母5253,可以使微调滑块5252在微调座5251上移动,并改变上压条524与上底板521的高度或者改变上固定导轨522和上活动导轨523之间的宽度,适配不同上扣的大小。
优选地,所述上压条524内开设有吹气通道,吹气通道连接气源,用于上扣向前移动。
如图5、7所示,所述上扣固定座531的底部设置有连接机架1的上扣安装板55,上扣安装板55设置在下扣送料装置43的送料底板431上方。
另外,上扣安装板55上还设有上滑轨,上滑轨上设置有上滑块,上滑块一侧连接上扣顶杆532、其另一侧连接上扣送料气缸533,上扣送料气缸533固定在上扣安装板55上。所述上扣安装板55通过上滑块驱动上扣顶杆532平稳移动,并实现上扣的送料。
如图7所示,所述上送料槽末端的上扣固定座531一侧设置有上接扣装置54,上接扣装置54包括固定在上扣固定座531上的接扣座541、设置在接扣座541中的接扣固定销542、以及设置在接扣固定销542上的接扣模543,所述接扣模543和接扣座541之间设置有接扣弹簧544。当铆合上模26在第一位置下移取料时,挤压接扣模543,接扣模543克服接扣弹簧544的推力下移,这样更有利于快速取料。
【下扣送料机构】
如图12所示,所述下扣送料机构4包括下扣振动盘41、下扣送料道42以及下扣送料装置43。
所述下扣送料道42包括下底板、左右导轨以及微调装置,所述左右导轨和下底板形成连接下扣振动盘41的“⊥”型下送料通道;微调装置的微调座5251固定在下底板一侧,微调装置的微调滑块5252固定在左右导轨上,通过转动微调螺母5253,可以改变左右导轨和下底板之间的间距。为了调节左右导轨之间的间隙,所述微调滑块5252上设置有L形连接片,L形连接片上开设有固定左右导轨的长条孔,并通过螺钉选择对应的宽度进行固定即可。
如图13所示,所述下扣送料装置43包括送料底板431、舌头座432、舌头驱动气缸433、下扣顶杆组件434以及下扣送料气缸435。
所述舌头座432通过第三导轨和第三滑块活动设置在送料底板431上,送料底板431上固定有舌头驱动气缸433,通过舌头驱动气缸433实现舌头座432的往复移动。另外,为了移动的更加精准,所述送料底板431设置有用于限制舌头座432移动位置的一对舌头限位块436,舌头座432上设置有与之对应的舌头定位块437。本实施例中,舌头座432的移动设置主要是为了方便不同类型下扣的送料,下扣一般分为平底下扣和开孔下扣,平底下扣的的铆合下模32上端为铆合槽,相对比较好上料;但开孔下扣的铆合下模32上端结构为,在铆合槽的中间还设置有定位销,上料时,需要精准的将开孔下扣安插入铆合下模32的定位销内,因此,需要舌头座432的移动,这样能保证上料的准确性。同时,上完料之后,舌头座432会马上缩回,不影响上下模具的铆合。
所述下扣顶杆组件434活动设置在舌头座432上,通过下扣送料气缸435实现下扣的送料。具体地,所述下扣顶杆组件434包括连接下扣送料气缸435的下顶杆4341,下顶杆4341的前端开设有对着下扣送料道42的夹料口,夹料口一侧的下顶杆4341上转动设置有与夹料口配合的夹料爪4342,通过夹料爪4342的转动设置下扣的抓取和下料。
如图14所示,所述夹料爪4342和下顶杆4341之间设置有夹料弹簧4343,所述送料底板431上设置有档条4321,档条4321侧壁设置有驱动夹料爪4342移动的驱动面以及凹面,当夹料爪4342接触驱动面时,夹料爪4342闭合;当夹料爪4342设置在凹面时,夹料爪4342打开。
所述机架1上设置有用于限制下扣顶杆组件434移动位置的一对下顶杆限位块438,所述下扣顶杆组件434上设置有与之对应的下顶杆定位块439。另外,下顶杆定位块439通过下导轨和下滑块活动设置在机架1的内壁上。
如图15所示,此为下扣上料的初始位置,舌头座432未伸出,夹料爪4342打开,下扣进入夹料口。
如图16所示,此为下扣送料位置,此时,舌头座432伸出至铆合下模32位置。
如图17所示,此为下扣顶料位置,此时,下扣顶杆组件434伸出至铆合下模32位置,伸出过程中,夹料爪4342闭合;伸出后,夹料爪4342打开,并将下扣顶至铆合下模32上。
本实施例的机架1上还设置有显示屏6以及控制系统,用于控制各个元器件的单独运动和联动,联动模式有单独冲孔模式,单独铆合模式以及冲孔和铆合的组合模式。操作前,使用者只需点击对应的模式,系统就会自动匹配相应的动作,实现多功能操作。
上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种汽车风扇电机机盖铆合机的机盖铆合装置
- 一种汽车风扇电机机盖铆合机的两段式气液增压铆合机构