一种适用于聋哑人的一次性口罩的制备方法及口罩
文献发布时间:2023-06-19 10:11:51
技术领域
本发明涉及生活用品技术领域,尤其涉及生活用品技术领域,尤其涉及一种适用于聋哑人的一次性口罩的制备方法及口罩。
背景技术
目前,一次性口罩具有呼吸阻力小、佩戴卫生,能够对气溶胶、粉尘、熏烟、雾滴、毒气和毒蒸气等经滤料吸附,阻挡而不被人所吸入等良好的阻隔效果,其被各行各业的人进行广泛使用。但是,对于聋哑人而言,其进行沟通交流,除了采用手语外,其还需要唇语进行交流,而现有的一次性口罩无法满足唇语交流需求。
发明内容
因此,基于以上背景,本发明提供一种适用于聋哑人的一次性口罩的制备方法,所制备的一次性口罩可通过透明的塑料膜层观察佩戴者的唇语,以更好的方便聋哑人进行交流沟通。
本发明的目的之一为提供一种适用于聋哑人的一次性口罩的制备方法,其包括如下步骤:
S1:准备第一无纺布、第二无纺布、过滤喷熔无纺布、鼻梁条、透明的塑料膜,将第一无纺布、第二无纺布、过滤喷熔无纺布叠合成口罩面料,所述第一无纺布位于下层,第二无纺布位于上层,所述过滤喷熔无纺布位于第一无纺布和第二防粘无纺布之间;其中第一无纺布的纵向宽度长于第二无纺布、过滤喷熔无纺布;
S2:采用切刀将口罩面料等距切割若干个椭圆形的通孔,2个所述通孔之间的最短距离为一个口罩的横向长度;
S3:将步骤S2的口罩面料利用褶皱装置进行翻折,形成了若干个位于通孔纵向的上方和下方的褶皱部,位于所述通孔纵向上下方的褶皱部的翻折方向相反;
S4:将口罩面料的纵向方向的上下边缘向第二纺粘无纺布翻折,并将鼻梁条插入其中一翻折后构成的容置空间;
S5:将S7的口罩面料,采用熔接装置在翻折后重叠的部位进行超声波焊接;
S6:步骤S5的口罩面料进行切片,切片出的即为口罩本体;
S7:将步骤S6的口罩本体的横向的两侧采用超声波焊接进行焊接;
S8:将塑料膜放置在S7口罩本体的第一无纺布上,所述塑料膜完全覆盖在所述通孔上,然后采用超声波焊接将塑料膜焊接在所述的口罩本体上;
S9:将步骤S8中的口罩本体的横向的两侧采用点焊将挂耳绳焊接在口罩本体上即可。
进一步地,步骤S2中的横向长度为14-18cm。
进一步地,步骤S8中的塑料膜为经过防雾处理的椭圆形的PET膜,其长径为12cm,短径为5.5cm,厚度为0.035mm。
本发明的目的之二,是提供一种采取上述方法制备的一次性口罩,其具有上下方向及宽度方向,且包括可覆盖口鼻的口罩本体和安装于所述口罩本体的两侧部的挂耳绳,所述口罩本体由多层布料超声波焊接而成,其包括第一透气层、过滤防菌层、第二透气层,其中第一透气层接触人口鼻,所述挂耳绳通过超声波焊接在所述口罩本体上,所述口罩本体的左右边缘通过第一焊接部将多层布料进行组合固定,其特征在于,所述口罩本体的中间位置处开有通孔,所述通孔上覆盖有透明的塑料膜层,所述塑料膜层通过超声波焊接的方式安装在所述口罩本体上,所述塑料膜层沿着通孔边缘与所述口罩本体的重叠部分构成了第二焊接部;
所述口罩本体在位于所述通孔的上方具有第一皱褶部,所述第一皱褶部包括第一折线、第二折线,所述位于所述第一折线与第二折线之间的口罩本体为第一折片,所述第一折片的两端通过超声波焊接在所述的口罩本体的第一焊接部上;
所述口罩本体在位于所述通孔的下方具有第二皱褶部,所述第二皱褶部包括第三折线、第四折线,所述第三折线与第四折线之间的口罩本体为第二折片;
所述口罩本体未展开时,所述第四折线位于第三折线下方,所述第一折线位于所述第二折线的下方,所述第一折片与第一折线上方的口罩本体所构成的锐角夹角开口朝上,所述第二折片与第三折线下方的口罩本体所构成的锐角夹角开口朝下。
进一步地,第一透气层为第一无纺布,第二透气层为第二无纺布,过滤防菌层为过滤喷熔无纺布,将所述口罩本体的上边缘向第二透气层翻折后并通过超声波焊接构成了具有容纳空间的第一包边,所述容纳空间内设有鼻梁条,所述口罩本体的下边缘向第二透气层翻折后通过超声波焊接构成了第二包边。
进一步地,所述第一褶皱部和第二褶皱部的数量均为1个。
进一步地,所述口罩本体在展开时,位于通孔下方的口罩本体的纵向宽度大于位于通孔上方的口罩本体的,此设计可协同第一皱褶部、第二皱褶部在不影响通过塑料膜层对佩戴者的嘴唇动作进行观察时,增加其与下巴的贴合行,对下巴部位形成更好的包裹。
本发明的目的之三,是提供一种可以生产上述一次性口罩的口罩机,其包括输料装置、褶皱装置、熔接装置、切片装置、鼻梁条上料装置、口罩边翻折机构,其还包括塑料膜焊接装置,所述输料装置包括将多层布料进行挤压贴合的挤压辊机构,所述挤压辊机构包括机架、挤压辊组,所述挤压辊组包括可转动连接在机架上的上挤压辊、可转动连接在所述机架上的下挤压辊,所述下挤压辊与下挤压辊在上下方向上间隔隔开;所述机架可转动的连接有滚轮切刀,所述滚轮切刀的下方设有与其相对应支撑辊;所述滚轮切刀沿着物料输送方向的上游和下游,均设有挤压辊组。
进一步地,所述滚轮切刀包括辊筒,所述辊筒上设有能够在口罩面料上切割椭圆的通孔的切刀,所述辊筒每转动一周,所述切刀即将口罩面料切割一个椭圆的通孔。
进一步地,所述塑料膜焊接装置包括工作台,所述工作台包括工作台面,所述塑料膜焊接结构包括椭圆形的超声波焊头、连接在所述超声波焊头上方的焊接气缸、支撑超声波焊头的调节支撑杆,所述PET膜焊接接头还包括与所述超声波焊头相配套的超声波轮换器、气压表调节器、气压储气罐。
采用上述技术方案,具有的有益效果如下:
采取本发明制备的一次性口罩中间的采用了透明的经过防雾处理的塑料膜层可便于人们对佩戴者的嘴唇动作进行观察,以便于聋哑人在佩戴口罩的情况下,通过唇语进行交流;且本发明采用了不同翻折方向构成的褶皱部,可利于口罩在展开时,上下褶皱部之间的口罩本体与褶皱部形成一个能够防止嘴唇紧贴塑料膜层的方形空间,其可避免因嘴唇紧贴塑料膜层而导致佩戴者说话不便,且人们无法准确的对佩戴者的嘴唇动作进行观察,其实用性强,且可丰富市场品类,为人们提供更多的选择。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
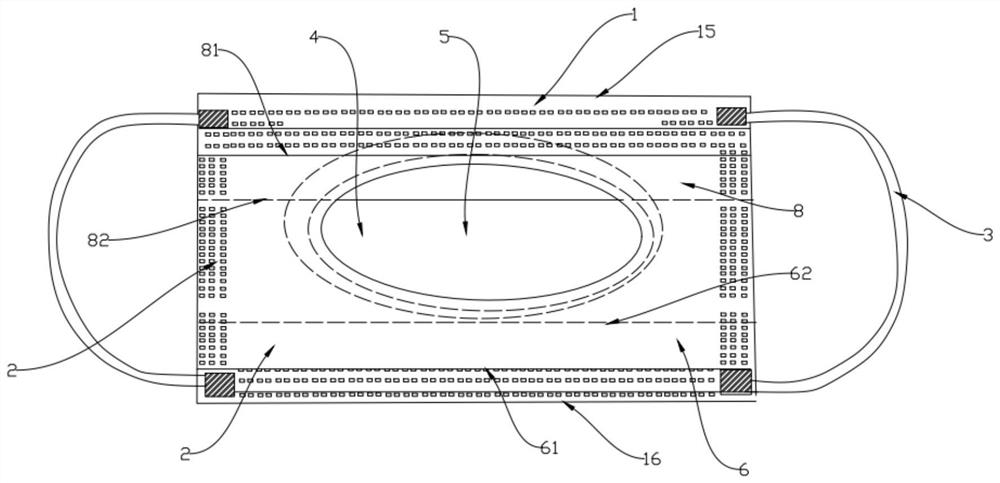
图1为本发明正面的结构示意图;
图2为本发明的反面的结构示意图;
图3为本发明的侧面的结构示意图;
图4为本发明的展开的状态参考示意图一;
图5为本发明的展开的状态参考示意图二;
图6为本发明侧端的剖面结构示意图;
图7为本发明的剖面的A部结构放大示意图;
图8为本发明的口罩制备过程中多层面料叠合的结构示意图;
图9为本发明的口罩机的挤压辊的结构示意图一;
图10为本发明的口罩机的挤压辊的结构示意图二;
图11为本发明的口罩机的滚轮切刀的结构示意图;
图12为本发明的口罩机的塑料膜焊接装置的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”、“竖向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
下面结合附图对本发明作进一步的详细说明。
实施例1:一种适用于聋哑人的一次性口罩的制备方法,其包括如下步骤:
S1:准备第一无纺布、第二无纺布、过滤喷熔无纺布、鼻梁条、椭圆状的透明的塑料膜,将第一无纺布、第二无纺布、过滤喷熔无纺布叠合成多层口罩面料,最下面一层为第一无纺布115,中间为过滤喷熔无纺布114,最上面的为第二无纺布113;其中第一无纺布115的纵向宽度长于第二无纺布113、过滤喷熔无纺布114;所述第一无纺布115、第二无纺布113、过滤喷熔无纺布114叠合的次序及方向参考图8,其中所述第一无纺布和第二无纺布可以是相同材料的,也可以是不同材质的。
S2:采用滚轮切刀将口罩面料的等距切割若干个椭圆形的通孔,2个所述通孔之间的最短距离为一个口罩的横向长度;
S3:将步骤S2的口罩面料中间布料利用褶皱装置进行翻折,形成了若干个位于通孔纵向的上方和下方的褶皱部,位于所述通孔纵向上下方的褶皱部的翻折方向相反;此步骤通过翻折方向的不同可以形成开口方向相反的褶皱部。
S4:将口罩面料的纵向方向的上下边缘向第二无纺布翻折,并将鼻梁条插入其中一翻折后构成的容置空间;
S5:将上下边缘翻折的口罩面料,采用熔接装置在翻折后重叠的部位进行超声波焊接;
S6:步骤S5的纵向方向上下边缘进行超声波焊接后的口罩面料进行切片,切片出的即为口罩本体;
S7:将步骤S6的口罩本体的横向的两侧采用超声波焊接进行焊接;
S8:将椭圆状的塑料膜放置在S7口罩本体的第一无纺布上,所述塑料膜的长径与短径分别大于通孔的长径与短径,然后采用超声波焊接将塑料膜焊接在所述的口罩本体上;将塑料膜通过超声波焊接,制备出的口罩可以将两种不同的材质进行无缝隙的连接在一起,在能够保证口罩的防护的前提下,还能够通过透明的塑料膜对佩戴人的唇部活动进行观察。
S9:将步骤S8中的口罩本体的横向的两侧采用点焊将挂耳绳焊接在口罩本体上即可制备出适用于聋哑人的一次性口罩。
步骤S2中的横向长度为14-18cm。
步骤S8中的塑料膜为经过防雾处理的PET膜,其长径为12cm,短径为5.5cm,厚度为0.035mm。
实施例2:参考图1至图7所示的一种一次性口罩,其具有上下方向及宽度方向,且包括可覆盖口鼻的口罩本体1和安装于所述口罩本体1的两侧部的挂耳绳3,所述口罩本体1由多层布料超声波焊接而成,其包括1层第一透气层14、1层过滤防菌层13、1层第二透气层12,其中第一透气层14接触人口鼻,所述挂耳绳3通过超声波焊接在所述口罩本体1上,所述口罩本体1的左右边缘通过第一焊接部2将多层布料进行组合固定;
所述口罩本体1的中间位置处开有椭圆状的通孔5,所述通孔5上覆盖有透明塑料膜层4,所述塑料膜层4通过超声波焊接的方式安装在所述口罩本体1上,所述塑料膜层4沿着通孔5边缘与所述口罩本体1的重叠部分构成了第二焊接部7;
所述口罩本体1在位于所述通孔5的上方具有第一皱褶部8,所述第一皱褶部8第一折线82、第二折线81,所述位于所述第一折线82与第二折线81之间的口罩本体1为第一折片83,所述第一折片83的两端通过超声波焊接在所述的口罩本体1的第一焊接部2上;
所述口罩本体1在位于所述通孔5的下方具有第二皱褶部6,所述第二皱褶部6包括第三折线62、第四折线61,所述第三折线62与第四折线61之间的口罩本体1为第二折片6;
所述口罩本体1未展开时,在口罩本体1未展开时,所述第四折线61位于第三折线62下方,所述第一折线82位于所述第二折线81的下方,所述第一折片83与第一折线82上方的口罩本体1所构成的锐角夹角开口朝上,所述第二折片63与第三折线63下方的口罩本体1所构成的锐角夹角开口朝下,此设计一方面可保证口罩本体在展开时一方面给予嘴唇足够的活动空间,另一方面口罩本体的下部对下巴进行充分的包裹。
所述第一透气层14为第一无纺布,第二透气层12为第二无纺布,过滤防菌层13为过滤喷熔无纺布
将所述口罩本体1的上边缘向第二透气层12翻折后并通过超声波焊接构成了具有容纳空间的第一包边15,所述容纳空间内设有鼻梁条9,所述口罩本体1的下边缘向第二透气层12翻折后通过超声波焊接构成了第二包边16。
所述第一褶皱部8和第二褶皱部6的数量均为1个。
所述过滤防菌层13为一层,其采用医用熔喷布制成;所述第一透气层14和第二透气层12采用纺粘无纺布制成,采用纺粘无纺布能够保证一次性口罩的透气性。
所述塑料膜层4采用食品级PET膜制成,所述PET膜进行了防雾处理,经过采用多种的塑料膜层进行实验,其中PET膜更适用于采用超声波焊接工艺将其与无纺布进行焊接。
所述PET膜的尺寸为长径为12cm,短径为5.5cm,厚度为0.035mm。
所述口罩尺寸为长为17.5cm,宽为9.5cm。
本发明的一次性口罩在将口罩本体进行伸展时,第二折线82伸展至第一折线81的上方,第三折线62伸展至第四折线61的下方,将挂耳绳3挂在双耳上,然后调节鼻梁条9,使得口罩本体1上边缘紧贴人面部。在口罩本体展开时,参考图4、图5可以看到相对方向进行翻折的第一褶皱部8、第二褶皱部6在口罩展开时,第一褶皱部8与第二褶皱部6与其形成一个能够防止嘴唇紧贴塑料膜层4的方形空间,其可避免因嘴唇紧贴塑料膜层4而导致佩戴者说话不便,且人们无法准确的对佩戴者的嘴唇动作进行观察。
实施例3:参考图9至图12所示的一种口罩机,其包括输料装置、褶皱装置、熔接装置、切片装置、鼻梁条上料装置、口罩边翻折机构,其还包括塑料膜焊接装置105,所述输料装置包括将多层布料进行挤压贴合的挤压辊机构,其中所述输料装置其他机构、褶皱装置、熔接装置、切片装置、鼻梁条上料装置、口罩边翻折机构为一次性口罩生产领域常见的结构,因此其部件结构、工作原理等均不在进行赘述。
所述挤压辊机构包括机架100、挤压辊组,所述挤压辊组包括可转动连接在机架100上的上挤压辊101、可转动连接在所述机架100上的下挤压辊102,所述下挤压辊102位于所述上挤压辊101的下方,所述上挤压辊101与下挤压辊102在上下方向上间隔隔开,所述口罩面料受到上挤压辊与下挤压辊的挤压,口罩面罩的多层布料能够平整贴合;所述机架100上可转动的连接有滚轮切刀103,所述滚轮切刀103的下方设有与其相对应的支撑辊;所述滚轮切刀103沿着物料输送方向的上游和下游,均设有挤压辊组。
所述滚轮切刀103包括辊筒,所述辊筒上设有能够在口罩面料上切割椭圆的通孔的切刀104,所述辊筒每转动一周,所述切刀即将口罩面料切割一个椭圆形通孔。
所述塑料膜焊接结构105包括工作台112,所述工作台112包括工作台面,所述塑料膜焊接装置105包括椭圆形的超声波焊头105、连接在所述超声波焊头105上方的焊接气缸106、支撑超声波焊头105的调节支撑杆107,所述PET膜焊接接头还包括与所述超声波焊头105相配套的超声波轮换器109、气压表调节器110、气压储气罐111。其中超声波焊头105的尺寸大于其所要焊接的口罩本体的塑料膜或PET膜的尺寸,所述的塑料膜焊接装置105在焊接时,将实施例1中的步骤S7开有通孔的口罩本体放置在正对着超声波焊接头105正下方的工作台面上,放置时将第一无纺布115朝上,将塑料膜或PET膜放置在通孔上方,将通孔进行全覆盖,然后控制超声波焊接头105向下压在口罩本体与塑料膜上,等几秒后,将超声波焊接头105移开,即可将塑料膜通过超声波装置焊接在口罩本体上。
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种适用于聋哑人的一次性口罩的制备方法及口罩
- 一种适用于高鼻长脸人群的一次性口罩