一种全自动纸张整理机
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及纸张自动整理设备技术领域,具体涉及一种全自动纸张整理机。
背景技术
裱纸机是一种用于将两张纸裱糊粘贴在一起的自动化设备。现有技术中,裱纸机裱出来的纸张没有干燥彻底,需要安排场地放置一段时间干燥彻底后才能加工,无法实现连续的现代化生产,生产效率低,放置的过程需要占用大量的场地,增加场地面积和厂房租金;并且现在的裱纸机都是人工收纸,劳动强度大,特别是大纸张,需要两个人才能收纸。平均每手纸厚度10cm,每隔一手纸都要面纸与底纸方向相反,为的是放置过程中弯翘受力相互抵消,上模切机时是平整的,放置一段时间后,又需要工人把纸重新堆叠,面纸要统一朝下,工作量大,繁重,效率低。
发明内容
针对现有技术的不足,本发明提出了一种全自动纸张整理机,可以实现裱纸的自动堆叠、干燥、输送、翻转和收纸,自动化程度高,生产效率高。
为实现上述技术方案,本发明提供了一种全自动纸张整理机,包括:安装在裱纸机后方的裱纸进料机构;安装在裱纸进料机构出料口处的堆纸机构,所述堆纸机构包括堆纸机架,所述堆纸机架上安装有堆纸推爪,堆纸推爪的侧端边上安装有侧边推纸板,侧边推纸气缸安装在侧边推纸板的一侧且侧边推纸板连接,堆纸推爪的末端左右两侧安装有末端挡边板,所述末端挡边板安装在末端挡边传动杆上可沿末端挡边传动杆内外移动;安装在堆纸机构后方的第一吊篮机构,所述第一吊篮机构包括第一升降架,旋转台安装在第一升降架上,旋转驱动电机安装在旋转台的底部,所述旋转驱动电机与旋转台之间通过旋转盘连接,第一升降驱动电机安装在机架上,所述第一升降驱动电机与第一升降架之间通过升降链条连接,所述第一升降架上方安装有推纸装置;安装在第一吊篮机构一侧且位于堆纸机构上方的第一干燥输送机构,所述第一干燥输送机构包括第一上层压力输送带和第一下层动力输送带,其中第一上层压力输送带和第一下层动力输送带之间上下叠放设置,第一上层压力输送带和第一下层动力输送带之间保留输送通道,多个并排间隔设置的第一轴流干燥风机安装在输送通道的侧端边上;安装在第一干燥输送机构出料口处的第二吊篮机构;安装在第二吊篮机构一侧且位于第一干燥输送机构上方的第二干燥输送机构,所述第二干燥输送机构包括第二上层压力输送带和第二下层动力输送带,其中第二上层压力输送带和第二下层动力输送带之间上下叠放设置,第二上层压力输送带和第二下层动力输送带之间保留输送通道,多个并排间隔设置的第二轴流干燥风机安装在输送通道的侧端边上;安装在第二干燥输送机构出料口处的旋转机构;安装在旋转机构后方的翻转机构;安装在翻转机构下方的收纸台。
优选的,所述裱纸进料机构包括安装在裱纸机出料口处的输送带,所述输送带的后方安装有加速带,所述加速带的左右两边设置有压纸片,所述压纸片上设置有配重块,加速带的末端出料口处安装有太阳轮。
优选的,所述堆纸推爪包括堆纸支架,所述堆纸支架上均匀安装有多个并排设置的滚筒,所述堆纸支架下方安装有直线导轨,推爪移动座安装在所述直线导轨上,推爪安装在所述推爪移动座上且位于堆纸支架的左右两端,推爪气缸安装在推爪移动座上且与推爪连接,移动座驱动电机安装在堆纸机架的一侧,所述移动座驱动电机与推爪移动座之间通过同步带连接。
优选的,所述堆纸推爪上方安装有感应电子眼。
优选的,所述堆纸机架上位于堆纸推爪的左右两侧上均匀安装有多个并排设置的滚筒。
优选的,所述推纸装置包括推板驱动电机、推板传动导杆和推板,推板传动导杆沿纵向固定在第一升降架的上方,推板安装在推板传动导杆上,推板驱动电机安装在推板传动导杆一侧且与推板传动导杆连接。
优选的,所述第二吊篮机构包括第二升降机架,支撑台安装在第二升降机架上,第二升降驱动电机安装在机架上且通过升降链条与第二升降机架连接,推纸装置安装在第二升降机架的上方。
优选的,所述翻转机构包括安装在旋转机构出料口处的翻转架,所述翻转架的一侧安装有伺服翻转电机,所述伺服翻转电机与翻转架连接,所述翻转架的上方安装有推送抓爪,推送驱动电机安装在翻转架的一侧,所述推送驱动电机与推送抓爪之间通过传动皮带连接。
优选的,所述翻转机构的后方安装有收纸副台。
优选的,第一干燥输送机构的进料口处、第一干燥输送机构的出料口处以及第二干燥输送机构的出料口处均安装有湿度检测器,各个湿度检测器分别与湿度显示屏电性连接。
本发明提供的一种全自动纸张整理机的有益效果在于:
1)本全自动纸张整理机结构简单,设计合理,可以实现裱纸的自动堆叠、干燥、输送、翻转和收纸,自动化程度高,生产效率高;
2)本全自动纸张整理机采用三层结构设计,可以灵活上升,反方向调头输送,节约生产和安装空间;
3)可以实现纸张90°旋转方向,瓦楞方向任意切换,伺服电机控制,准确;
4)采用轴流干燥风机在输送过程中进行热风干燥,可以快速干燥裱贴后的纸张,经过干燥后可以直接上模切机加工,大幅提高加工效率;
5)输送干燥过程,有上皮带不间断压着纸张,使纸张不能发生变形和弯翘;
6)带180°翻转功能,可以实现无人操作面纸朝下,后续无需工人翻纸即刻上模切机加工;
7)自动化物流线和收纸副台互相配合,实现不停机收纸,提高工作效率。
附图说明
图1为本发明的侧视图。
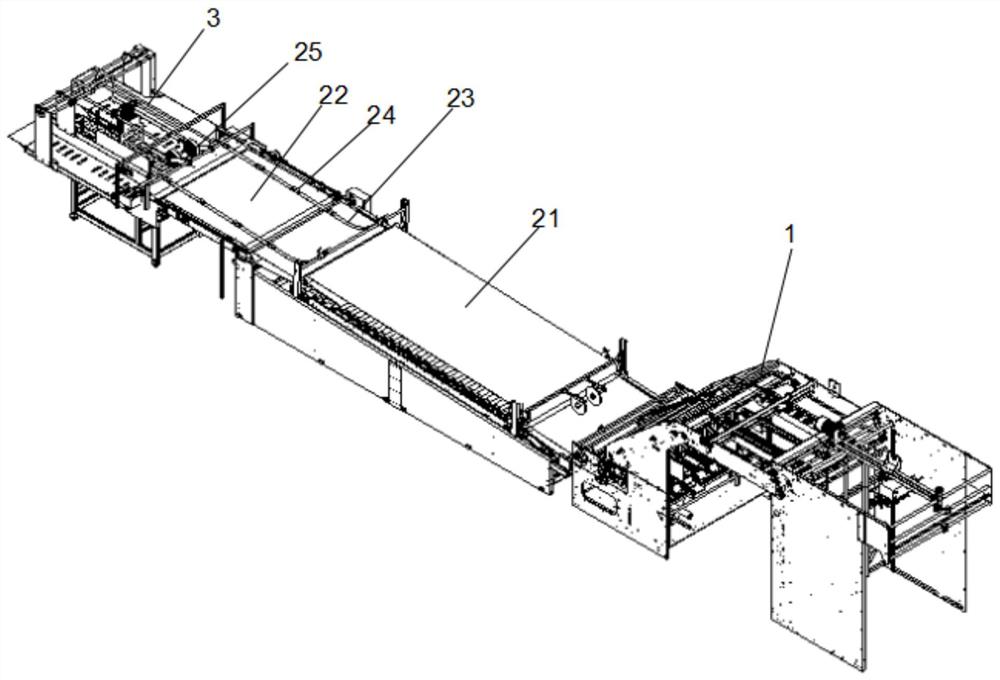
图2为本发明的立体结构示意图。
图3为本发明中裱纸机、裱纸进料机构和堆纸机构的立体结构安装示意图。
图4为本发明中裱纸进料机构和堆纸机构的立体结构安装示意图。
图5为本发明中堆纸推爪的立体结构示意图。
图6为本发明中第一吊篮机和第一干燥输送机构的立体结构安装示意图Ⅰ。
图7为本发明中第一吊篮机和第一干燥输送机构的立体结构安装示意图Ⅱ。
图8为本发明中第二吊篮机和第二干燥输送机构的立体结构安装示意图。
图9为本发明中旋转机构、翻转机构、收纸副台和收纸台的立体结构安装示意图。
图中:1、裱纸机;2、裱纸进料机构;21、输送带;22、加速带;23、压纸片;24、配重块;25、太阳轮;3、堆纸机构;31、堆纸机架;32、堆纸推爪;321、堆纸支架;322、直线导轨;323、推爪气缸;324、推爪;325、推爪移动座;326、移动座驱动电机;327、同步带;33、侧边推纸气缸;34、侧边推纸板;35、滚筒;36、感应电子眼;37、末端挡边传动杆;38、末端挡边板;4、第一吊篮机构;41、第一升降架;42、第一升降驱动电机;43、升降链条;44、推板驱动电机;45、推板传动导杆;46、推板;47、旋转台;48、湿度检测器;49、旋转驱动电机;410、旋转盘;5、第一干燥输送机构;51、第一上层压力输送带;52、第一下层动力输送带;53、第一轴流干燥风机;6、第二吊篮机构;61、第二升降机架;62、第二升降驱动电机;63、推纸装置;64、支撑台;7、第二干燥输送机;71、第一上层压力输送带;72、第一下层动力输送;73、第二轴流干燥风机;8、旋转机构;9、翻转机构;91、伺服翻转电机;92、翻转架;93、推送抓爪;94、推送驱动电机;95、传动皮带;10、收纸副台;11、收纸台;12、栈板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本发明的保护范围。
实施例:一种全自动纸张整理机。
参照图1至图9所示,一种全自动纸张整理机,包括:
安装在裱纸机1后方的裱纸进料机构2,所述裱纸进料机构2包括安装在裱纸机1出料口处的输送带21,所述输送带21的后方安装有加速带22,所述加速带22的左右两边设置有压纸片23,所述压纸片23上设置有配重块24,加速带22的末端出料口处安装有太阳轮25;在实际工作过程中,经过裱纸机1裱糊粘贴后的纸张经由输送带21输送至加速带22,经过加速带22加速,输送速度更快,在这一段把输送的纸张拉开距离,方便后面纸张堆叠,减少干涉,通过在加速带22上设置压纸片23和配重块24,纸张出来后,压纸片23压上,给纸张一定压力,让纸张与加速带22有均匀的摩擦力,方便纸张输送,对于弯翘的纸,还可以起到让纸张走得更顺畅,通过在加速带22的末端出料口处安装太阳轮25,可以使得纸张的卸料更加顺利;
安装在裱纸进料机构2出料口处的堆纸机构3,所述堆纸机构3包括堆纸机架31,所述堆纸机架31上安装有堆纸推爪32,堆纸推爪32的侧端边上安装有侧边推纸板34,侧边推纸气缸33安装在侧边推纸板34的一侧且侧边推纸板34连接,堆纸推爪32的末端左右两侧安装有末端挡边板38,所述末端挡边板38安装在末端挡边传动杆37上可沿末端挡边传动杆37内外移动;所述堆纸推爪32包括堆纸支架321,所述堆纸支架321上均匀安装有多个并排设置的滚筒,所述堆纸支架321下方安装有直线导轨322,推爪移动座325安装在所述直线导轨322上,推爪324安装在所述推爪移动座325上且位于堆纸支架321的左右两端,推爪气缸323安装在推爪移动座325上且与推爪324连接,移动座驱动电机326安装在堆纸机架31的一侧,所述移动座驱动电机326与推爪移动座325之间通过同步带327连接;所述堆纸推爪32上方安装有感应电子眼36;堆纸机架31上位于堆纸推爪32的左右两侧上均匀安装有多个并排设置的滚筒35;实际工作时,经过加速后的纸张输送到堆纸推爪32中的堆纸支架321上进行堆叠,通过侧边推纸板34和末端挡边板38使得纸张堆叠整齐,当感应电子眼36感应到堆叠到设定高度后,移动座驱动电机326驱动推爪移动座325带动推爪324将堆纸支架321上堆叠整齐的纸张向后推送至后方的第一吊篮机构4中,然后推爪324重新归位;
安装在堆纸机构3后方的第一吊篮机构4,所述第一吊篮机构4包括第一升降架41,旋转台47安装在第一升降架41上,旋转驱动电机49安装在旋转台47的底部,所述旋转驱动电机49与旋转台47之间通过旋转盘410连接,第一升降驱动电机42安装在机架上,所述第一升降驱动电机42与第一升降架41之间通过升降链条43连接,所述第一升降架42上方安装有推纸装置;所述推纸装置包括推板驱动电机44、推板传动导杆45和推板46,推板传动导杆45沿纵向固定在第一升降架41的上方,推板46安装在推板传动导杆45上,推板驱动电机44安装在推板传动导杆45一侧且与推板传动导杆45连接;实际工作时,当推爪324将堆纸支架321上堆叠整齐的纸张向后推送至第一吊篮机构4中的旋转台47后,第一升降驱动电机42驱动第一升降架42提升,把纸张上升到与第一干燥输送机构5平齐的高度,同时旋转驱动电机49驱动旋转台47旋转90度,目的是让瓦楞纸的波浪纹朝向侧边,方便下一个工序开展工作,然后推纸装置中的推板驱动电机44驱动推板传动导杆45动作,通过推板传动导杆45驱动推板46将旋转后的纸张堆推入至第一干燥输送机构5的输送通道内;
安装在第一吊篮机构4一侧且位于堆纸机构3上方的第一干燥输送机构5,所述第一干燥输送机构5包括第一上层压力输送带51和第一下层动力输送带52,其中第一上层压力输送带51和第一下层动力输送带52之间上下叠放设置,第一上层压力输送带51和第一下层动力输送带52之间保留输送通道,多个并排间隔设置的第一轴流干燥风机53安装在输送通道的侧端边上;实际工作时,当纸张进入由第一上层压力输送带51和第一下层动力输送带52之间形成的输送通道后,在第一下层动力输送带52的作用力下持续向前运动,并且通过第一上层压力输送带51压紧纸堆,防止干燥过程中纸张上翘,在输送过程中,第一轴流干燥风机53向输送通道内通入热风,加速装裱过程中的胶水烘干;
安装在第一干燥输送机构5出料口处的第二吊篮机构6,所述第二吊篮机构6包括第二升降机架61,支撑台64安装在第二升降机架61上,第二升降驱动电机62安装在机架上且通过升降链条与第二升降机架61连接,推纸装置63安装在第二升降机架61的上方,第二吊篮机构6的推纸装置63与第一吊篮机构4中的推纸装置的结构相同;实际工作过程中,经过第一次干燥后的纸张进入第二吊篮机构6后,通过第二吊篮机构6提升至与第二干燥输送机构7平齐,然后通过第二吊篮机构6中的推纸装置63将纸张堆推入至第二干燥输送机构7的输送通道内;
安装在第二吊篮机构6一侧且位于第一干燥输送机构5上方的第二干燥输送机构7,所述第二干燥输送机构7包括第二上层压力输送带71和第二下层动力输送带72,其中第二上层压力输送带71和第二下层动力输送带72之间上下叠放设置,第二上层压力输送带71和第二下层动力输送带72之间保留输送通道,多个并排间隔设置的第二轴流干燥风机73安装在输送通道的侧端边上;实际工作过程中,当纸张堆进入由第二上层压力输送带71和第二下层动力输送带72之间形成的输送通道后,在第二下层动力输送带72的作用力下持续向前运动,并且通过第二上层压力输送带71压紧纸堆,防止干燥过程中纸张上翘,在输送过程中,第二轴流干燥风机73向输送通道内通入热风,进一步加速装裱过程中的胶水烘干;
安装在第二干燥输送机构7出料口处的旋转机构8,所述旋转机构8包括旋转驱动电机、旋转台和旋转盘,其中旋转驱动电机安装在旋转台的底部,所述旋转驱动电机与旋转台之间通过旋转盘连接;实际工作过程中,经过二次干燥后的纸张进入旋转机构8中后,通过旋转驱动电机驱动旋转台旋转90°,把瓦楞纸张的波浪纹方向调整回来;
安装在旋转机构8后方的翻转机构9,所述翻转机构9包括安装在旋转机构8出料口处的翻转架92,所述翻转架92的一侧安装有伺服翻转电机91,所述伺服翻转电机91与翻转架92连接,所述翻转架92的上方安装有推送抓爪93,推送驱动电机94安装在翻转架92的一侧,所述推送驱动电机94与推送抓爪93之间通过传动皮带94连接;实际工作过程中,通过推送驱动电机94驱动推送抓爪9将旋转机构8中旋转后的纸张堆堆送至翻转架92上,然后通过伺服翻转电机91驱动翻转架92进行翻转,使得纸张面纸朝下,并输送至下方的收纸台11上;
安装在翻转机构9下方的收纸台11,收纸台11上放置有栈板12,经过翻转后的纸张叠放在收纸台11的栈板12,并向后输送至下道工序;
安装在翻转机构9后方的收纸副台10,当收纸台11上的栈板12堆满后,需要更换时,收纸副台10迅速进入收纸位置,临时代替收纸台11,收纸台11自动下降到最下面,物流线动作,把堆满纸的栈板12送出去,同时下一个栈板12到达合适位置,收纸台10上升,到达设定好合适高度,收纸副台10复位,收纸台11继续收纸。
本实施例中,第一干燥输送机构5的进料口处、第一干燥输送机构5的出料口处以及第二干燥输送机构7的出料口处均安装有湿度检测器48,各个湿度检测器48分别与湿度显示屏电性连接,通过在第一干燥输送机构5和第二干燥输送机构7的进出口处安装机湿度检测器48,可以在每个干燥阶段都能实时监测纸张的湿度,并配有湿度显示屏,直观显示当前纸张湿度,可以保证整理机出来的纸张达到更合适的干燥度,硬度更好,更加平整。
为了更进一步的解释本发明,特将本发明的具体工作流程解释如下:
1)经过裱纸机1裱糊粘贴后的纸张经由输送带21输送至加速带22,经过加速带22加速,输送速度更快,在这一段把输送的纸张拉开距离,方便后面纸张堆叠,减少干涉;
2)经过加速后的纸张输送到堆纸推爪32中的堆纸支架321上进行堆叠,通过侧边推纸板34和末端挡边板38使得纸张堆叠整齐,当感应电子眼36感应到堆叠到设定高度后,移动座驱动电机326驱动推爪移动座325带动推爪324将堆纸支架321上堆叠整齐的纸张向后推送至后方的第一吊篮机构4中;
3)第一吊篮机构4中的第一升降驱动电机42驱动第一升降架42提升,把纸张上升到与第一干燥输送机构5平齐的高度,同时旋转驱动电机49驱动旋转台47旋转90度,目的是让瓦楞纸的波浪纹朝向侧边,方便下一个工序开展工作,然后推纸装置中的推板驱动电机44驱动推板传动导杆45动作,通过推板传动导杆45驱动推板46将旋转后的纸张堆推入至第一干燥输送机构5的输送通道内;
4)当纸张进入由第一上层压力输送带51和第一下层动力输送带52之间形成的输送通道后,在第一下层动力输送带52的作用力下持续向前运动,并且通过第一上层压力输送带51压紧纸堆,防止干燥过程中纸张上翘,在输送过程中,第一轴流干燥风机53向输送通道内通入热风,加速装裱过程中的胶水烘干;
5)经过第一次干燥后的纸张进入第二吊篮机构6后,通过第二吊篮机构6提升至与第二干燥输送机构7平齐,然后通过第二吊篮机构6中的推纸装置63将纸张堆推入至第二干燥输送机构7的输送通道内;
6)当纸张堆进入由第二上层压力输送带71和第二下层动力输送带72之间形成的输送通道后,在第二下层动力输送带72的作用力下持续向前运动,并且通过第二上层压力输送带71压紧纸堆,防止干燥过程中纸张上翘,在输送过程中,第二轴流干燥风机73向输送通道内通入热风,进一步加速装裱过程中的胶水烘干;
7)经过二次干燥后的纸张进入旋转机构8中后,通过旋转驱动电机驱动旋转台旋转90°,把瓦楞纸张的波浪纹方向调整回来;
8)通过推送驱动电机94驱动推送抓爪9将旋转机构8中旋转后的纸张堆堆送至翻转架92上,然后通过伺服翻转电机91驱动翻转架92进行翻转,使得纸张面纸朝下,并输送至下方的收纸台11上;
9)当收纸台11上的栈板12堆满后,需要更换时,收纸副台10迅速进入收纸位置,临时代替收纸台11,收纸台11自动下降到最下面,物流线动作,把堆满纸的栈板12送出去,同时下一个栈板12到达合适位置,收纸台10上升,到达设定好合适高度,收纸副台10复位,收纸台11继续收纸。
本全自动纸张整理机结构简单,设计合理,可以实现裱纸的自动堆叠、干燥、输送、翻转和收纸,自动化程度高,生产效率高;采用三层结构设计,可以灵活上升,反方向调头输送,节约生产和安装空间;可以实现纸张90°旋转方向,瓦楞方向任意切换,伺服电机控制,准确;采用轴流干燥风机在输送过程中进行热风干燥,可以快速干燥裱贴后的纸张,经过干燥后可以直接上模切机加工,大幅提高加工效率;输送干燥过程,有上皮带不间断压着纸张,使纸张不能发生变形和弯翘;带180°翻转功能,可以实现无人操作面纸朝下,后续无需工人翻纸即刻上模切机加工;自动化物流线和收纸副台互相配合,实现不停机收纸,提高工作效率。
以上所述为本发明的较佳实施例而已,但本发明不应局限于该实施例和附图所公开的内容,所以凡是不脱离本发明所公开的精神下完成的等效或修改,都落入本发明保护的范围。
- 一种全自动纸张整理机
- 一种用于全自动纸张整理机的吸尘过滤装置