一种平面口罩用鼻梁条及其制备方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及特种线材技术领域,尤其涉及一种平面口罩用鼻梁条及其制备方法。
背景技术
鼻梁条是口罩里面的一根细胶条,鼻梁条应用到平面口罩中,总体上起到对平面口罩固定以及贴合使用者的作用。
现有的平面口罩鼻梁条一般为传统扎带,传统扎带的材质为全塑型或者铁芯加绝缘层的形式;其中,全塑型鼻梁条的定型效果差,与鼻梁的贴合不紧密,回弹较明显,防护效果较差,但是加工平面口罩的过程中,口罩机使用比较便捷,废品率较低;铁芯加绝缘层鼻梁条一般是普通铁丝加PVC或者PE,其铁丝容易氧化生锈,且使用PVC和PE材质后鼻梁条有一定程度的回弹,定型效果一般,在平面口罩的加工过程中,会造成较高的废品率,综上所述,两种材质的鼻梁条性能都不理想,因此就需要一种新型材质的鼻梁条。
发明内容
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种平面口罩用鼻梁条及其制备方法。
为达到以上目的,本发明采用的技术方案为:一种平面口罩用鼻梁条及其制备方法,包括里芯层和定型层,所述里芯层包括铁丝芯条,所述铁丝芯条的表面设置有金属锌镀层,所述定型层包括混合塑料定型条,所述混合塑料定型条包覆于金属锌镀层的外侧,所述定型层设置为T字形。
根据本发明的实施例,所述铁丝芯条的伸长率高于20%,所述铁丝支撑条的强度高于350MPa,所述铁丝芯条的直径为0.46mm-0.54mm。
根据本发明的实施例,所述金属锌镀层的锌含量高于11g/m
根据本发明的实施例,所述混合塑料定型条具体由PP61905、PE7260、EVA和医用级PE/PP白色母混合组成,其中,PP61905的占比为68.3%,PE7260占比28.4%,EVA占比2.3%,医用级PE/PP白色母占比1%。
根据本发明的实施例,所述混合塑料定型条的宽度为2.9mm-3.1mm。
根据本发明的实施例,还包括以下方法:
(i)取用直径0.46-0.54mm的铁丝芯条,其中,铁丝芯条的伸长率需要保持在20%以上,强度需要保持在350MPa以上;
(ii)取用金属锌高温熔化,并通过热镀的方式,将金属锌镀设于铁丝芯条的表面并形成完整的金属锌镀层,其中,金属锌镀层的锌含量高于11g/m
(iii)取用PP61905、PE7260、EVA和医用级PE/PP白色母融化后定量混合并组成混合塑料定型条,其中,PP61905占比68.3%,PE7260占比28.4%,EVA占比2.3%,医用级PE/PP白色母占比1%;
(iv)将金属锌镀层和铁丝芯条组成的里芯层以及混合塑料定型条形成的定型层分别缠绕于放卷机的表面,并采用主动放卷的方式将里芯层和定型层依次送入预热装置和挤出机中,通过挤出机将里芯层和定型层挤出为整体,同时将定型层挤出为T字形且定型层宽度为2.9mm-3.1mm,最后需要将里芯层和定型层挤出的整体进行冷却,冷却具体分为两段,其中冷却的第一段为70℃温水冷却,冷却的第二段为20℃温水冷却,冷却完成后的里芯层和定型层整体通过导轮包卷为成盘头并送入仓库存储。
与现有技术相比,本发明具有以下有益效果:本发明通过变更原材料材质,通过特定模具和特殊挤出工艺,制备出一款既有一定强度又有一定韧性的平面口罩鼻梁条,其特点为:鼻梁条内部的金属导体不易氧化变色,不易缩头,弯曲时有一定的强度支撑,又有适当的弹性,反复弯曲的使用寿命长,其尺寸与口罩机可以完美匹配,防止口罩机生产线次品产生。
附图说明
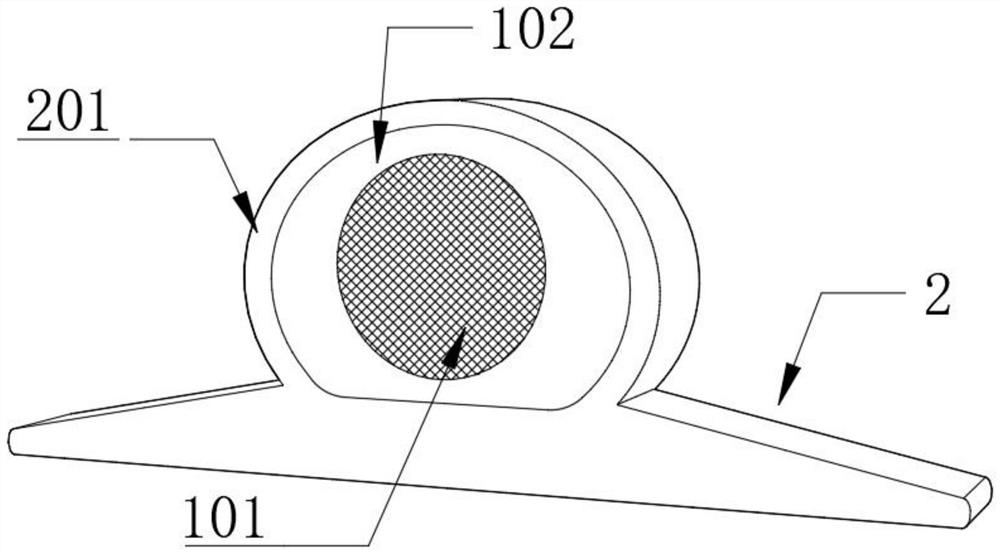
图1为本发明的正面结构示意图;
图2为本发明的侧面结构示意图。
图中:1、里芯层;101、铁丝芯条;102、金属锌镀层;2、定型层;201、混合塑料定型条。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
如图1-2所示的一种平面口罩用鼻梁条及其制备方法,包括里芯层1和定型层2,里芯层1包括铁丝芯条101,铁丝芯条101的表面设置有金属锌镀层102,定型层2包括混合塑料定型条201,混合塑料定型条201包覆于金属锌镀层102的外侧,定型层2设置为T字形。
铁丝芯条101的伸长率高于20%,铁丝支撑条101的强度高于350MPa,铁丝芯条101的直径为0.46mm-0.54mm。
金属锌镀层102的锌含量高于11g/m2。
混合塑料定型条201具体由PP61905、PE7260、EVA和医用级PE/PP白色母混合组成,其中,PP61905的占比为68.3%,PE7260占比28.4%,EVA占比2.3%,医用级PE/PP白色母占比1%。
混合塑料定型条201的宽度为2.9mm-3.1mm。
还包括以下方法:
(i)取用直径0.46-0.54mm的铁丝芯条101,其中,铁丝芯条101的伸长率需要保持在20%以上,强度需要保持在350MPa以上;
(ii)取用金属锌高温熔化,并通过热镀的方式,将金属锌镀设于铁丝芯条101的表面并形成完整的金属锌镀层102,其中,金属锌镀层102的锌含量高于11g/m2;
(iii)取用PP61905、PE7260、EVA和医用级PE/PP白色母融化后定量混合并组成混合塑料定型条201,其中,PP61905占比68.3%,PE7260占比28.4%,EVA占比2.3%,医用级PE/PP白色母占比1%;
(iv)将金属锌镀层102和铁丝芯条101组成的里芯层1以及混合塑料定型条201形成的定型层2分别缠绕于放卷机的表面,并采用主动放卷的方式将里芯层1和定型层2依次送入预热装置和挤出机中,通过挤出机将里芯层1和定型层2挤出为整体,同时将定型层2挤出为T字形且定型层2宽度为2.9mm-3.1mm,最后需要将里芯层1和定型层2挤出的整体进行冷却,冷却具体分为两段,其中冷却的第一段为70℃温水冷却,冷却的第二段为20℃温水冷却,冷却完成后的里芯层1和定型层2整体通过导轮包卷为成盘头并送入仓库存储。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种无毒色素液口罩鼻梁条制备方法、鼻梁条及口罩
- 一种口罩全塑鼻梁条的制备方法及制得的口罩全塑鼻梁条