一种天线端头快速组装用的一体成型机
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及一种天线加工设备,更具体地说,它涉及一种天线端头快速组装用的一体成型机。
背景技术
天线是一种变换器,它把传输线上传播的导行波,变换成在无界媒介(通常是自由空间)中传播的电磁波,或者进行相反的变换。在天线的伸缩杆和其顶端的端头连接加工时,通常采用人工粘接的方式,将伸缩杆上点胶,然后将点有胶水的伸缩杆一端与端头插接,实现粘接,故而加工的效率较为低下。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种对于天线中的伸缩杆和端部安装效率高的快速组装一体成型机。
为实现上述目的,本发明提供了如下技术方案:
一种天线端头快速组装用的一体成型机,包括:伸缩杆上料装置,用于伸缩杆的堆放及上料;调节送料装置,用于输送由伸缩杆上料装置传输下来的伸缩杆并对伸缩杆定位;点胶装置,用于对伸缩杆的端部点胶;端头上料装置,用于端头的上料及将端头传输向调节送料装置并推动端头与伸缩杆的点胶端部插接;收料装置,与调节送料装置配合并接收点胶完成后的伸缩杆。
进一步的,点胶装置包括点胶机、与点胶机连接的点胶针筒、用于固定点胶针筒的固定架,点胶机控制点胶针筒的出胶速度,点胶针筒的针管置于伸缩杆的上方并与伸缩管的端部对应。
进一步的,点胶装置还包括第一电机、与第一电机连接的转动座、与转动座连接的点胶刷及与点胶刷配合的盛胶盘,盛胶盘用于盛放胶水且盛接点胶针筒滴落的胶水,第一电机驱动转动座转动且转动座带动点胶刷将盛胶盘的胶水刷在伸缩杆上,胶水刷置于点胶筒的下方,点胶时的伸缩杆置于胶水刷和点胶针筒之间。
进一步的,调节送料装置包括机座、与机座转动连接的传送轮、固定于机体上的限位杆、置于机体上并与传送轮对应配合的定位件,传送轮上开有放料槽,放料槽用于卡住来自伸缩杆上料装置传输的伸缩杆,放料槽内的伸缩杆置于限位杆和端头上料装置之间,定位件用于放料槽内伸缩杆的定位。
进一步的,端头上料装置包括振动盘、与振动盘连接的导轨及与导轨配合的推动件,导轨用于端头的上料,推动件包括气缸及与气缸连接的推动块,推动块上开有与导轨连接的限位槽,气缸驱动推动块向传送轮的方向移动且将限位槽内的端头与对应放料槽内的伸缩杆插接,对应的伸缩杆置于推动块与限位杆之间。
进一步的,伸缩杆上料装置包括导流板、置于导料板上的堆料框和上料槽,导流板向传送轮的方向倾斜,堆料框与上料槽连通,上料槽延伸向传送轮并与放料槽配合。
进一步的,伸缩杆上料装置还包括用于拨动堆料框内伸缩杆的拨动件,拨动件包括第二电机、与第二电机连接的转轴及与转轴固定连接的拨动块,第二电机驱动转轴转动,拨动块伸入堆料框内。
进一步的,推动块上设有第一调节杆,机座上设有与第一调节杆对应的第二调节杆,传送轮置于第一调节杆和第二调节杆之间,第一调节杆和第二调节杆与放料槽对应配合。
进一步的,收料装置包括收料箱及置于收料箱内的接引盘,接引盘的一端与收料箱铰接,接引盘的另一端延伸出收料箱,接引盘的另一端延伸向传送轮并与放料槽配合,接引盘呈倾斜状,传送轮为工字轮,接引盘的另一端上设有伸入传送轮的接引板。
进一步的,收料箱内设有弹簧和缓冲板,弹簧置于收料箱的底板和缓冲板之间,弹簧连接收料箱和缓冲板,缓冲板和接引盘形成倒八字状,缓冲板的一端与收料箱底板铰接。
通过采用上述技术方案,本发明的有益效果为:
1. 由人工点胶转变为自动化,使得伸缩杆和端点的组装连接效率大大提高;
2.对于伸缩杆点胶更为稳定,且点胶更为均匀,确保伸缩杆和端头的连接更为牢固;
3.伸缩杆和端头连接完成后可以进行统一收集,对于工件的整理更为方便。
附图说明
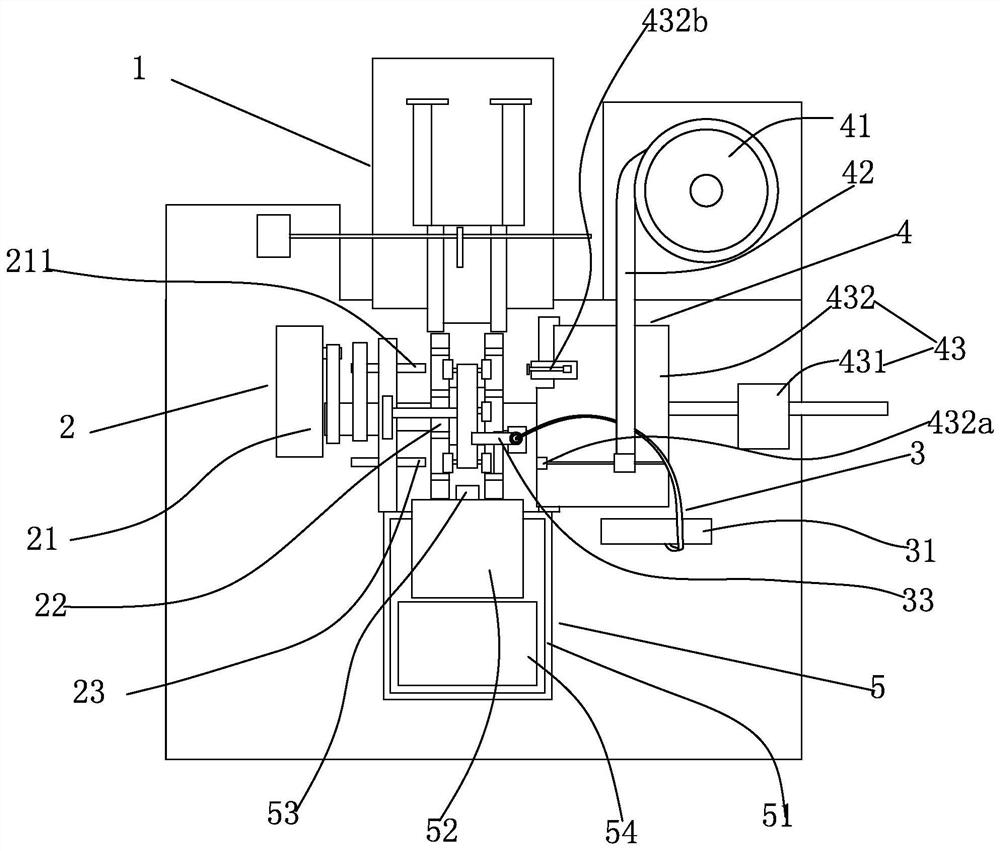
图1为本发明实施例的结构示意图。
图2为点胶装置的结构示意图。
图3为定位件和传送轮的结构示意图。
图4为端头上料装置和调节送料装置配合的局部结构示意图。
图5为伸缩杆上料装置与拨动件配合的结构示意图。
图6为收料装置的结构示意图。
具体实施方式
参照图1至图6对本发明实施例做进一步说明。
一种对于天线中的伸缩杆和端部安装效率高的快速组装一体成型机。
本发明的具体实施方案为:成型机包括:伸缩杆上料装置1,用于伸缩杆的堆放及上料;调节送料装置2,用于输送由伸缩杆上料装置1传输下来的伸缩杆并对伸缩杆定位;点胶装置3,用于对伸缩杆的端部点胶;端头上料装置4,用于端头的上料及将端头传输向调节送料装置2并推动端头与伸缩杆的点胶端部插接;收料装置5,与调节送料装置2配合并接收点胶完成后的伸缩杆。
伸缩杆和端头组装的加工流程:堆放在上料装置内的伸缩杆进入调节送料装置2,之后调节送料装置2运行并将伸缩杆传输至点胶工位101并由点胶装置3进行点胶,于此同时,端头上料装置4将端头传输调节送料装置2,之后调节装置将伸缩杆传输至与端头对应的位置,端头上料位置推动端头向伸缩杆移动直至伸缩杆点胶处的一端与端头插接;最后调节送料装置2继续转动,将加工好的工件传输至收料装置5内,至此完成加工步骤。
点胶装置3包括点胶机31、与点胶机31连接的点胶针筒32、用于固定点胶针筒32的固定架33,点胶机31控制点胶针筒32的出胶速度,点胶针筒32的针管置于伸缩杆的上方并与伸缩管的端部对应。
调节送料装置2将伸缩杆传输至点胶工位101,即点胶针筒32下方,之后点胶机31启动,点胶机31驱动点胶针筒32挤出胶水并滴落至伸缩杆一端的顶部上,从而完成伸缩杆的点胶;固定架33将点胶针筒32固定,从而确保点胶针筒32对伸缩杆点胶的稳定性。
点胶装置3还包括第一电机34、与第一电机34连接的转动座35、与转动座35连接的点胶刷36及与点胶刷36配合的盛胶盘37,盛胶盘37用于盛放胶水且盛接点胶针筒32滴落的胶水,第一电机34驱动转动座35转动且转动座35带动点胶刷36将盛胶盘37的胶水刷在伸缩杆上,胶水刷置于点胶筒的下方,点胶时的伸缩杆置于胶水刷和点胶针筒32之间。
点胶装置3对伸缩杆点胶时,第一电机34启动并驱动转动座35转动,进而带动点胶刷36转动,从而使得浸泡在盛胶盘37内的点胶刷36将胶水刷在伸缩杆一端的底部上,这样设置,点胶针筒32和点胶刷36配合使得伸缩杆上下两侧均有胶水,从而使得伸缩杆与端头插接后连接的更为牢固;第一电机34带动点胶刷36做圆周运动,点胶刷36可以更为有效的浸泡胶水,从而使得点胶刷36对伸缩杆稳定刷胶;盛胶盘37置于点胶针筒32底部,进而可以对点胶针筒32滴落的胶水进行盛接,确保胶水不易滴落到设备上对设备造成污染。
调节送料装置2包括机座21、与机座21转动连接的传送轮22、固定于机体上的限位杆23、置于机体上并与传送轮22对应配合的定位件24,传送轮22上开有放料槽22a,放料槽22a用于卡住来自伸缩杆上料装置1传输的伸缩杆,放料槽22a内的伸缩杆置于限位杆23和端头上料装置4之间,定位件24用于放料槽22a内伸缩杆的定位。
当伸缩杆上料装置1上的伸缩杆滑落靠近传送轮22时,随着传送轮22转动,且当传送轮22上的放料槽22a经过伸缩杆时,伸缩杆滑落入放料槽22a内,随着传送轮22的转动将伸缩杆依次传送至点胶装置3和端头上料装置4,定位件24置于传送轮22的顶部,定位件24上具有滚轮,滚轮将伸缩杆稳定定位在放料槽22a内,确保伸缩杆的稳定点胶及与端头的插接。
端头上料装置4包括振动盘41、与振动盘41连接的导轨42及与导轨42配合的推动件43,导轨42用于端头的上料,推动件43包括气缸431及与气缸431连接的推动块432,推动块432上开有与导轨42连接的限位槽432a,气缸431驱动推动块432向传送轮22的方向移动且将限位槽432a内的端头与对应放料槽22a内的伸缩杆插接,对应的伸缩杆置于推动块432与限位杆23之间。
通过振动盘41工作将其内的端头经导轨42运输掉落至限位槽432a内,之后气缸431启动使得推动块432带动端头向传送轮22的方向移动,直至与已经点胶完毕并与端头对应的伸缩杆插接在一起;当推动件43推动端头与伸缩杆插接时,限位杆23对伸缩杆的另一端顶撑,确保伸缩杆和断头的稳定插接。
伸缩杆上料装置1包括导流板11、置于导料板上的堆料框12和上料槽13,导流板11向传送轮22的方向倾斜,堆料框12与上料槽13连通,上料槽13延伸向传送轮22并与放料槽22a配合。
伸缩杆均匀的堆积在堆料框12内并置于导流上,在重力的作用下,伸缩杆于导流板11上向上料槽13的方向滚动,进而伸缩杆通过上料槽13滚落向传送轮22的方向,完成伸缩杆的上料。
伸缩杆上料装置1还包括用于拨动堆料框12内伸缩杆的拨动件14,拨动件14包括第二电机141、与第二电机141连接的转轴142及与转轴142固定连接的拨动块143,第二电机141驱动转轴142转动,拨动块143伸入堆料框内。
当伸缩杆上料装置1在上料时,拨动件14启动,即第二电机141启动并带动转轴142转动,转轴142带动拨动块143转动,从而使得拨动块143转动并伸入堆料框内将堆积的伸缩杆向上拨动,从而将堆积在堆料框内的伸缩杆扰动,确保伸缩杆于伸缩杆上料装置1稳定上料。
推动块432上设有第一调节杆432b,机座21上设有与第一调节杆432b对应的第二调节杆211,传送轮22置于第一调节杆432b和第二调节杆211之间,第一调节杆432b和第二调节杆211与放料槽22a对应配合。
当传送轮22带动由伸缩杆上料装置1落下的伸缩杆传输时,伸缩杆先进过第一调节杆432b和第二调节杆211之间,推动块432在气缸431的作用下向传送轮22的方向移动,第一调节杆432b对伸缩杆进行推动,从而将延伸向推动块432方向的伸缩杆推向传送轮22的方向,第二调节杆211对伸缩杆顶撑,从而调节好伸缩杆的位置,进而确保点胶装置3对伸缩杆上固定位置进行稳定点胶,确保伸缩杆和端头的稳定连接。
收料装置5包括收料箱51及置于收料箱51内的接引盘52,接引盘52的一端与收料箱51铰接,接引盘52的另一端延伸出收料箱51,接引盘52的另一端延伸向传送轮22并与放料槽22a配合,接引盘52呈倾斜状,传送轮22为工字轮,接引盘52的另一端上设有伸入传送轮22的接引板53。
当伸缩杆点胶完成并与端头插接后,传送轮22继续转动并将伸缩杆向收料箱51的方向移动,直至伸缩杆与接引板53抵触,接引板53将伸缩杆由传送轮22上挑落,使得伸缩杆脱出放料槽22a,之后伸缩杆通过倾斜的接引盘52滑落入接引箱内,完成伸缩杆的收集、整理,这样设置,伸缩杆可以平缓的完成下料,使得插接好的伸缩杆和端头不易受力脱开。
收料箱51内设有弹簧54和缓冲板55,弹簧54置于收料箱51的底板和缓冲板55之间,弹簧54连接收料箱51和缓冲板55,缓冲板55和接引盘52形成倒八字状,缓冲板55的一端与收料箱51底板铰接。
当伸缩杆由接引盘52上滑落下后滑向缓冲板55,伸缩杆在惯性下滑到缓冲板55上,从而实现对伸缩杆的缓冲,使得伸缩杆不易撞击在接引箱上,伸缩杆可以平缓的完成下料,使得插接好的伸缩杆和端头不易受力脱开;伸缩杆置于缓冲板55上时,弹簧54受力被挤压,缓冲板55的坡度降低,确保更多的伸缩杆进入收料箱51内;随着杆件逐渐增多堆叠于收料箱51内,杆件从高到低滑落的高度逐渐减小,从而杆件不易产生较大的撞击力,伸缩杆和端头也不易受力脱开。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,本领域的技术人员在本发明技术方案范围内进行通常的变化和替换都应包含在本发明的保护范围内。
- 一种天线端头快速组装用的一体成型机
- 一种天线固定端组装用的一体成型机