将两种保护材料连接在一起的方法及包括使用该方法制造的物品的防护服装
文献发布时间:2023-06-19 10:48:02
本发明涉及一种将第一保护材料与第二保护材料连接在一起的方法。具体而言,本发明涉及一种用于将诸如天然皮革或类似材料的保护材料与具有网状构型(meshconfiguration)的隔热织物连接在一起的方法。
本发明还涉及一种防护服装,特别是用于摩托车手的防护服装,该防护服装包括使用该方法制造的物品。
两轮交通工具(如滑板车或摩托车)的乘客通常穿着一般由天然皮革或人造皮革制成的防护服装。
事实上,皮革提供了良好的保护,防止磨损和大气因素(如风和雨),也确保了适当程度的透气性。
然而,在沿着路面滑动的情况下,无论服装是否被撕破,地面和服装之间的摩擦都会产生相当大的热量,从而导致服装外表面过热。
这种热量可能会传递到骑手的皮肤,导致炎症和烧伤。
为了降低导热性,已知将皮革与隔热织物(例如
EP 2207438和AU 19996318描述了一种由皮革制成的服装物品,在该服装的内侧上,通过缝合固定由耐磨和隔热织物制成的多个片。
这些解决方案虽然被认为是有效的,但并非没有缺点。
首先,在滑动的情况下,缝线构成了夹克或套装的弱点,因为它们容易在皮革之前撕裂。因此,它们必须用特殊的纱线制成,例如双捻尼龙纱线。
此外,缝线的提供对最终服装的外观产生负面影响,因为它们仍然可见。
此外,缝线通常沿着单个片的周边排列,这具有了该片不能完全粘附到外部织物上的影响。这样形成的服装整体上可能具有不规则的厚度,不利于穿着它的人的舒适性和空气动力学形式。
最后,通过缝线来固定的方法相对较慢,需要高度专业化的工作来执行。
还已知通过胶合将天然皮革与耐磨织物连接在一起。
然而,织物和皮革连接在一起是通过连续的聚合物膜来实现的,这一方面允许省去对缝线的使用,但另一方面又对皮革的透气性产生负面影响。
此外,这些连续聚合物膜的提供使得由皮革和下面的织物形成的组件变硬,因此整体上降低了服装的舒适性。
本发明的目的是提供一种用于将第一保护材料(诸如天然皮革或类似材料)与隔热织物连接在一起的方法,该方法能够克服或至少限制参照现有技术描述的缺点。
特别地,本发明的任务是提供一种用于将第一保护材料与隔热织物连接在一起的方法,使得隔热织物牢固且稳定地固定到第二保护材料,而不会对第一保护材料的透气性产生负面影响。
本发明的另一个任务是提供一种用于将第一保护材料与隔热织物连接在一起的方法,使得获得的物品具有规则和恒定的厚度。
本发明的另一个任务是提供一种用于将第一保护材料与隔热织物连接在一起的方法,使得第一保护材料的外观不会受到负面影响。
此外,本发明的任务是提供一种方法,该方法用于以简单且快速的方式将第一保护材料与隔热织物连接在一起,而无需使用专门的工作。
最后,本发明的一个任务是提供一种防护服装,该防护服装在提供更好的防护水平的同时,具有令人愉悦的外观并且非常舒适。
上述目的和主要任务通过根据权利要求1所述的方法和根据权利要求13所述的防护服装来实现。
本发明的特征和进一步的优点将从以下提供的参考附图以非限制性图示提供的实施例的多个示例的描述中显现出来,在附图中:
-图1示出了根据本发明的方法的步骤的示意图;
-图2示出了与图1相似但与根据本发明的方法的不同实施例有关的视图;
-图3示出了与图1相似但与根据本发明的方法的进一步实施例有关的视图;
-图4示出了根据本发明的方法的进一步步骤的示意图;
-图5示出了通过根据本发明的方法获得的物品的示意性横截面图;
-图6示出了处于打开构型的防护服装的示意图,该防护服装包括使用根据本发明的方法制造的物品。
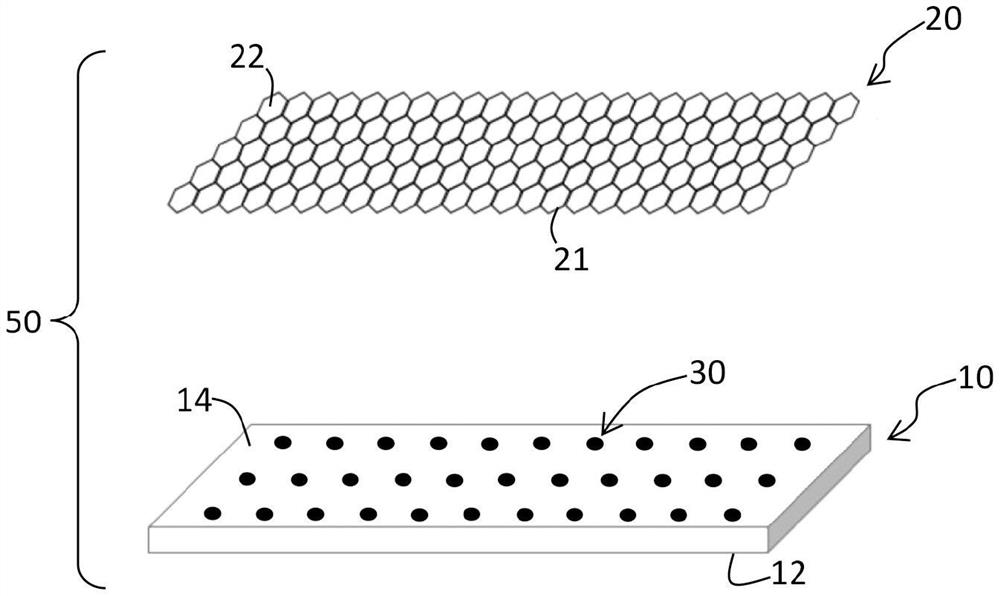
首先参照图1-5,本发明涉及一种将第一保护材料10和第二保护材料20连接在一起的方法。
第一保护材料10具有旨在保持可见的外表面12和与外表面12相对的内表面14。第一保护材料10优选使用耐磨材料制成,特别是天然皮革,例如牛皮革或袋鼠皮革,或类似材料。
在第一保护材料10由天然皮革或类似材料制成的情况下,外表面12是所谓的“正面侧(top side)”,而内表面14是皮革的所谓“皮肤侧”。
优选的是,第一保护材料10具有1mm和1.5mm之间的厚度。
第二保护材料20又由隔热织物制成,并具有网状或松散编织构型(mesh or looseweave configuration)。
出于本发明的目的,“网状或松散编织构型”被理解为意味着在形成织物的纵向纱线和横向纱线之间存在通道或开口22,通道或开口22沿着材料横向延伸,以允许空气穿过。因此,第二保护材料20在保持其隔热性能基本不变的同时,是可透气的。
有利的是,第二保护材料20可以使用除了隔热之外还耐磨的织物制成。优选地,第二保护材料20使用芳族聚酰胺纤维制成,特别是使用
优选地,第二保护材料的厚度在1mm和1.5mm之间。
具体参照图1,根据本发明,该方法包括第一步骤,其中由小簇胶形成的多个单独的胶合点30被布置在第一保护材料10的内表面14上。
优选地,所述多个单独的胶合点30由可通过加热而活化的小簇粘合剂(热熔粘合剂)形成。如下文将解释的,该多个单独的胶合点30允许第一保护材料10和第二保护材料20之间的粘合,而不损害第二保护材料20(即隔热织物)的透气性。
多个单独的胶合点30可以通过胶供给装置(图中未示出,因为这对本领域技术人员来说是公知的)布置在第一保护材料10的内表面14上,该胶供给装置可以被手动控制或者通过可编程控制单元控制。
在图2所示的可选实施例中,多个单独的胶合点30布置在支撑层32上,支撑层32被配置成被置于第一保护材料10的内表面14和第二保护材料20的相对表面之间。
例如,支撑层32可以是一张透气纸,或者可以使用透气无纺织物制成。
胶合点可以布置在支撑层的两侧,或者可以设置成使得布置在支撑层一侧上的胶浸透所述层并穿过到相对侧。
一旦被放置在第一保护材料和第二保护材料之间,其上布置有胶合点30的支撑层32因此允许第一保护材料和第二保护材料之间的粘合。
从图2中可以清楚地看出,支撑层32也可以有利地具有网状或松散编织构型。为了本发明的目的,以类似于参照第二保护材料20所述的方式,利用支撑层32的网状或松散编织构型,可以理解,在形成支撑层32的细丝之间存在沿着支撑层横向延伸的通道或开口34,以允许空气通过。
参照图3,多个单独的胶合点可以集成在具有网状构型的支撑层中。出于本发明的目的,“集成在支撑层中”应理解为意味着多个单独的胶合点与支撑层形成单一主体,更具体地说,胶合点嵌入支撑层中。在这种情况下,所述支撑层通过附图标记30来标识。
有利的是,支撑层30可以用胶浸泡。
可选择地,支撑层30可以直接由胶形成,例如溶剂基或水基胶。
特别地,网状支撑层可以由具有低熔点的聚酰胺胶制成,例如在75℃和90℃之间,甚至更优选在80℃和85℃之间。
如已经提到的,在第一保护材料10的内表面14上布置多个单独的胶合点30或者具有多个单独的胶合点的支撑层30之后,第二保护材料20被热压到第一保护材料10上。
参照图4,该压制操作可以简单地通过普通热压操作来进行。
优选地,热压步骤在高于多个胶合点30的熔点的温度下进行(所述多个胶合点30是单独的或者形成支撑层的一部分),从而允许第一保护材料和第二保护材料之间的胶合和粘合。温度被设定为高于胶合点的熔化温度,因为第二隔热材料的存在也在该工艺步骤中起到隔热的作用。
例如,在使用低熔点胶的情况下,热压操作可以在大约130℃的温度下进行,以确保胶合,同时不损坏第一保护材料,特别是如果第一保护材料由天然皮革组成的话。
热压操作优选地进行40秒和60秒之间的时间段;甚至更优选持续大约50秒的时间段。该时间段确保在压制操作结束时所有的胶合点30或支撑层完全熔化,而第一保护材料的表面不会被损坏。
优选地,热压操作在2巴和4巴之间(特别是3巴)的压力下进行。
因此,在热压操作结束时,获得具有三层结构的物品50(见图5):由第一保护材料10形成的外层、由多个胶合点和/或由支撑层30形成的中间层、以及由第二保护材料20形成的内层。
从图5中可以清楚地看出,将第一保护材料10与具有网状构型的第二保护材料20连接在一起(通过单独的胶合点或通过也具有网状构型的支撑层)的特殊特征导致了物品50整体保持透气。
第二保护材料的通道或开口22优选地旨在与第一保护材料中没有单独的胶合点的部分重合,或者在有网状支撑层30的情况下,与网状支撑层30的开口或通道34重合。
在用根据本发明的方法生产的物品50用于服装物品的情况下,第二保护材料20的构型允许第二保护材料20被由身体出汗而产生的任何水蒸气穿过。在第一保护材料10由天然皮革制成的情况下,所述水蒸气因此可以有利地向外扩散,确保使用者高度舒适。
图6示出了处于打开构型的防护服装60,其包括使用根据本发明的方法制成的物品50。
特别地,服装60的背面部分(back portion)可以由天然皮革或类似材料制成,并且具有网状构型的隔热织物20可以以上述方式施加到该部分的内表面上。
在隔热织物由导热率为0.043W/m*K的
根据标准UNI EN 13595-1:2004,使用P60砂纸测试根据本发明的物品的耐磨性。
注意到没有隔热织物的皮革层的耐磨性在6-8秒的范围内,平均值为6.66秒。
根据本发明的物品的耐磨性在9-11秒的范围内,平均值为9.46秒,其中由Kevlar制成的隔热材料层与相同的皮革层连接在一起。
根据标准UNI EN ISO 12127-1:2016,在80℃的接触温度下测试根据本发明的物品的热导性。
注意到没有隔热织物的皮革层的接触耐热性在40-43秒的范围内,平均值为41.4秒。
根据本发明的方法,与用Kevlar制成的隔热材料层连接在一起的同一皮革层的接触耐热性在67-70秒的范围内,平均值为68.7秒。
在沿着沥青滑动的情况下,服装被撕破的风险因此降低,并且由于地面和服装之间的摩擦产生的热量而使使用者可能遭受烧伤的风险降低到甚至更大的程度。
图6示出了夹克,但是也可以设计其他类型的服装,例如裤子、套装或套头衫,以便包括使用根据本发明的方法制造的物品。
根据以上描述,现在清楚地知道可以如何利用根据本发明的方法和服装有利地实现预定目标。
特别地,利用根据本发明的方法,可以以稳定和安全的方式将保护材料(如皮革)连接到隔热织物,而不会不利地影响皮革的透气性。由于隔热织物的网状结构,可以获得整体透气的物品。
此外,获得的物品具有均匀和恒定的厚度。事实上,隔热织物不再只沿其周边边缘固定。它在其整个区域都粘附到外层皮革,从而确保高抓持力,并防止沿其中心部分形成褶皱或折叠。
此外,利用根据本发明的方法,可以消除第一保护材料和第二保护材料之间的缝线布置,从而改善最终服装的外观。
此外,将第一保护材料和第二保护材料连接在一起的热压操作易于实施,并且除了快速之外,还可以通过非专门的工作来进行。
最后,使用利用根据本发明的方法制造的物品获得的服装确保了使用者更舒适,同时提供了更好的保护以抵抗冲击和由于摩擦造成的任何灼伤。
明显的是,应用本发明的创新原理的实施例的以上描述是通过对这些创新原理的示例的方式进行提供的,且因此不被认为是对本文所要求保护的权利范围的限制。
例如,这里显示的各种解决方案的特征可以根据特定的需求和要求而相互结合。
最后,各部分的确切形式和比例可能因具体的实际要求而有所不同。
- 将两种保护材料连接在一起的方法及包括使用该方法制造的物品的防护服装
- 包括搪瓷覆层的物品以及使用激光器制造此种物品的方法