软硬结合型模杯、文胸以及模杯制作方法
文献发布时间:2023-06-19 10:51:07
技术领域
本发明属于内衣技术领域,具体涉及一种软硬结合型模杯、具有该软硬结合型模杯的文胸及该模杯制作方法。
背景技术
在实现本发明过程中,发明人发现基于消费者舒适需求的柔软舒适型文胸的研发以及实物产品,通常存在以下问题及缺陷:
1)为获取柔软手感,模杯选用的海绵硬度很低,加大模杯加工难度,且模杯难以成形、次品率上升;
2)由于选用的海绵硬度很低,模杯支撑度较低,或无法提托胸部,或需要配合厚实杯型,导致模杯散热困难;
3)通过模杯打孔方式以增强模杯透气性的现有文胸则由于海绵内部与空气的直接接触导致海绵黄变过程加快。
发明内容
目前亟待一种兼具柔软手感、模杯支撑度及透气性的模杯结构,以突破现有研发偏向、提升此类柔软舒适型文胸的功能性。
其一提供一种软硬结合型模杯,包括基部和若干以预设间隔布设于基部内侧且相对于基部向穿戴者突出的软接部,基部为向环境弧度突出的支撑曲面,软接部为若干由模杯上缘延伸至下缘设置的棱突,软接部与基部一体成型且模杯对应软接部构成透气接合穿戴者胸部及缓释压力的模杯厚区,模杯厚区左右两侧邻接有厚度与基部对应的薄区,模杯厚区经由模压在纵向依次构成支撑层-柔性芯-支撑层且模杯薄区经由模压成支撑层,厚区和薄区相间设置并共同构成模杯结构。
进一步地,软接部棱突于模杯内侧弧度延伸且延伸弧向模杯前中突出。
进一步地,软接部的预设高度应大于等于基部厚度,小于等于基部厚度的二倍。
进一步地,模杯薄区于支撑层向人体一侧还一体成型地设有柔性层。
进一步地,厚区的厚度范围在10mm~50mm之间,薄区的厚度范围在5mm~40mm之间。
进一步地,软接部相邻二棱突最高点之间的距离范围大于等于三分之一的棱突高度。
进一步地,模杯内侧以平展态于模杯中部横断式截取,截取面上部设置为正弦波形、方波形、锯齿波形、或矩形波形设置。
进一步地,棱突前端呈两侧高中间低的凹槽结构。
进一步地,二棱突之间对应模杯薄区设置的基部内侧表面呈两侧低中间高的脊形结构。
其二提供一种文胸,包括软硬结合型模杯。
其三还提供一种软硬结合型模杯的制作方法,包括:
模杯材料预加工:以预设形状裁切模杯材料,预加工后形成的海绵块内侧具有厚区与薄区竖向排布且间隔设置的波浪形结构;
模压:将海绵块置入以凹模具及凸模具二者构成的容置空间,海绵块外侧对应接合凹模具且海绵块内侧突出设置的软接部接合凸模具,凹模具及凸模具于海绵块内外二侧向海绵块相向施压,进而得到软硬结合型模杯,模杯厚区经由模压在纵向依次构成支撑层-柔性芯-支撑层且模杯薄区经由模压成支撑层,厚区和薄区相间设置并共同构成模杯结构。
一种厚区及薄区竖向排布且间隔设置并模压得到的软硬结合型模杯、具有该软硬结合型模杯的文胸,在不增加生产成本的前提下,兼具现有柔软舒适型文胸难以兼而有之的柔软手感、良好的模杯支撑度及透气性;模杯制作方法工艺简单、成本低、有利于大规模工业化生产。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
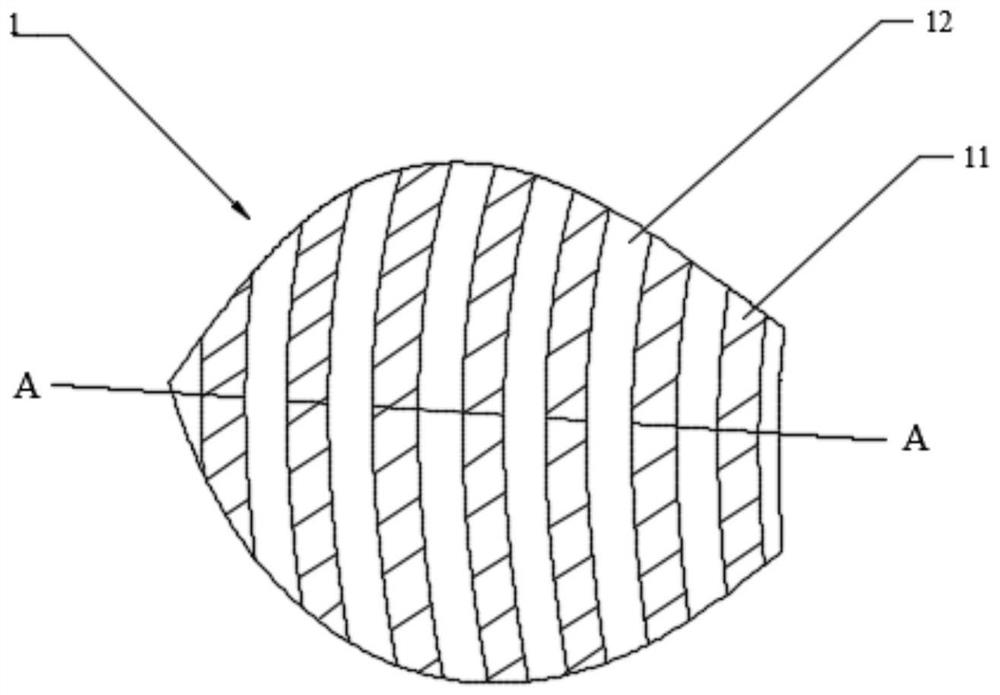
图1为本发明实施例1软硬结合模杯的正面结构示意图;
图2本发明实施例1中软硬结合模杯的A-A截面立体结构示意图;
图3为常见模杯海绵块结构(a)及本发明实施例1软硬结合模杯海绵块(b)的模压受力示意图;
图4为本发明实施例1软硬结合模杯海绵块的模压示意图;
图5为其他实施例中软硬结合模杯的A-A截面结构示意图;
图6为实施例2具有软硬结合模杯的文胸结构示意图。
主要元件符号说明:
1:模杯;11:基部;12:软接部;2:文胸;3a:凹模具;3b:凸模具
具体实施方式
基于消费者舒适需求,柔软舒适型文胸的研发以及实物产品存在以下问题及缺陷:1)为获取柔软手感,模杯选用的海绵硬度很低,加大模杯加工难度,且模杯难以成形、次品率上升;2)由于选用的海绵硬度很低,模杯支撑度较低,或无法提托胸部,或需要配合厚实杯型,导致模杯散热困难;3)通过模杯打孔方式以增强模杯透气性的现有文胸则由于海绵内部与空气的直接接触导致海绵黄变过程加快。
因此,本发明公开的一种兼具柔软手感、模杯支撑度及透气性的模杯结构、文胸及模杯制作方法,以突破现有研发偏向、提升此类柔软舒适型文胸的功能性,并于如下实施例中具体描述说明。
实施例1:
区别于现有的柔软舒适型文胸,本发明实施例1提供了一种厚区及薄区竖向排布且间隔设置的软硬结合型模杯,如图1-2所示,其中图2为图1模杯以A-A线切割后构成的截面结构立体图,可以得出模杯1设有起支撑作用的基部11以及若干以预设间隔布设于向穿戴者一侧且相对于基部11向穿戴者突出的软接部12,基部11为向环境弧度突出的支撑曲面,软接部12为若干由模杯1上缘延伸至下缘设置的棱突,软接部12与基部11一体成型且模杯1对应软接部构成透气接合穿戴者胸部及缓释压力的模杯厚区,模杯厚区左右两侧邻接有厚度与基部11对应的薄区。
如图3所示,当采用模压将平整海绵块直接模压成杯时,常规模杯整体密度大且硬度高,透气性、柔软性无法满足需要。区别于常规模杯,本发明实施例1中先对模杯材料进行预加工,即以预设形状裁切模杯材料,预加工后形成的海绵块内侧具有厚区与薄区竖向排布且间隔设置的波浪形结构,本实施例中以一块平整海绵块作原始材料,于海绵块中部波浪形裁切并得到两块厚区与薄区竖向排布且间隔设置的波浪形海绵块,有利于节约材料、降低成本、大规模工业化生产;而后模压:将海绵块置入以凹模具3a及凸模具3b二者构成的容置空间,海绵块外侧对应接合凹模具3a且海绵块内侧突出设置的软接部接合凸模具3b,凹模具3a及凸模具3b于海绵块内外二侧向海绵块相向施压,本实施例中采用的压模模具包括光滑曲面设置的凹模具3a及凸模具3b,凹凸模具拼合后于中部构成用以压制海绵块的加工空间,被裁切为厚区及薄区相间设置且竖向排布的待加工海绵块放置在该加工空间内并通过凹凸模具压合构成的模杯结构如图4所示,当模压时,近模杯面层的基部11海绵及模杯里层的软接部12海绵被优先压缩定型且模压程度最大,而在二者之间的海绵在模压后仍能保持柔软性,使得厚区经由模压在纵向依次构成支撑层-柔性芯-支撑层结构,使模杯厚区获取一定的支撑性,同时保有模杯厚区中部及模杯薄区内侧的柔软性能,且模杯薄区经由模压成支撑层,厚区和薄区相间设置并共同构成模杯结构,有利于获得一种兼具支撑性、柔软性、透气性的模杯结构。这里所说的支撑层是针对模杯结构而言,起到支撑且维持模杯结构稳定作用的材料层,柔性芯是位于模杯厚区中部具有一定体积且由于模压操作压缩量较小形成的密度较低且具有柔性手感的材料层,由此对应厚区由模杯内侧至模杯外侧依次构成硬软硬手感的材料层,进而于模杯纵向截面构成软硬结合的模杯结构;邻接模杯厚区的模杯薄区在外侧被模具模压成支撑层,向人体一侧为柔性层,具有软硬结合手感的厚区与主要起支撑及稳定模杯结构的薄区于模杯横向相间设置并共同构成完整模杯结构,此软硬结合的模杯结构兼具舒适度及现有柔软舒适型文胸难以兼而有之的支撑性,且借助软接部棱突间流通的空气层,在不增加生产成本的前提下,同时获得透气性。
为进一步增强模杯对胸部的支撑作用,在其他实施例中可以采用具有竖直凹凸纹理且凹凸纹理与模杯对应匹配的凹模具及凸模具,模具通过纹理与模杯表面完全接合,模杯薄区被模压以增强模杯的支撑性,模杯厚区中部仍保有柔软芯部,因而获得的软硬结合的模杯仍能够满足消费者对于柔软性、透气性的要求。
具体地,下表显示了在模杯压陷程度为25%、40%、65%,测试不同模杯的抗压负荷数据,以模拟常规模杯海绵块(图3)及本发明模杯海绵块受外力形变时体侧感知到的压力数据:
常规模杯在25%ILD条件下测试值45.83N,表示常规模杯压陷程度为25%时,它的抗压负荷为45.83N。类比可知,在25%、40%、65%ILD条件下,模杯的抗压负荷降至常规模杯的70%、75%及63%,说明本发明模杯能够有效减轻海绵块的压力反弹,均衡模杯受力,有利于抗压减压,进而提升模杯舒适度。
为合理化模杯结构,软接部棱突于模杯内侧由模杯上缘至下缘延伸形状可设置为弧形、直线或波形,且棱突的设置疏密程度能够适应性调整。本实施例如图1所示,软接部12棱突采用弧度延伸且延伸弧形向模杯1前中一侧突出,其一借助增加软接部在模杯内侧的延伸长度,加长软接部棱突间的空气通道,进而在模杯内侧通过软接部间凹槽内留存更多的空气使模杯获取更优透气性能,其二有利于增大软接部与胸部的接触面积,在压力集中区设置更长的软接部线程以提升模杯的支撑性能,且兼具抵抗不同方向外力的缓冲作用。为优化模杯支撑及透气性能,软接部12棱突于模杯中下部设置有最大高度,且高度向模杯上缘及下缘递减,本实施例中软接部12于模杯中下部的最大高度为17mm-20mm,递减至模杯边缘为0.5mm-2m,其一不同厚度的软接部对应各个受力区域根据该区域对胸量的承托作用适应性布设进而通过调整软接部高度优化模杯受力情况,其二在模杯中下部设置最大高度的软接部棱突,且向边缘高度递减的设置有利于模杯于边缘贴合胸部曲线以避免边缘翘起,且有利于外环境空气在模杯内部的流通,具体而言,模杯中下部设置有最大高度的软接部可有效避免软接部间凹槽被挤压导致空气流通通道关闭的情况,有利于空气在模杯内部特别是强压力区域的流通及热量传递。
为合理化模杯结构及提升模压效果,软接部12的预设高度大于等于基部11厚度,且小于等于基部11厚度的二倍,由此得到的模杯兼具基部支撑性能、软接部柔软性能。结合到本实施例中,厚区的厚度范围在10mm~50mm之间,薄区的厚度范围在5mm~40mm之间。为进一步提升模杯的透气性能,软接部12相邻二棱突最高点之间的距离范围大于等于三分之一的棱突高度,有利于保证空气在模杯内部相邻二棱突之间凹槽中的流动。
如图5所示,模杯内侧的软接部12以及软接部间的基部11能够设置为多种不同形状,在模杯内侧以平展态于模杯中部横断式截取得到的软接部12与基部11共同构成的模杯内表面线条,该线条呈现正弦波形、方波形、锯齿波形、或矩形波形设置,具体地,棱突前端设置为两侧高中间低的凹槽结构,以增强按摩感,且协助软接部顺应胸部曲面弧度以增强模杯与胸部皮肤之间的贴合性;二棱突之间对应模杯薄区设置的基部11内侧表面呈两侧低中间高的脊形结构,该脊形结构在模杯受压时起到支撑作用且有利于维持模杯曲面形状,本实施例中凹槽结构为V形凹槽或弧形凹槽结构,脊形结构为V形脊结构或弧形脊结构。
实施例2:
在实施例1基础上,进一步提供了一种文胸2,如图6所示,包括软硬结合型模杯1,在其他实施例中文胸结构可根据生产需要采用单杯有耳、单杯无耳、半杯结构。
以上对一种软硬结合型模杯、具有该软硬结合型模杯的文胸以及模杯制作方法进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的核心思想;同时,对于本领域的一般技术人员,依据本发明的思想和方法,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本发明的限制。
- 软硬结合型模杯、文胸以及模杯制作方法
- 软硬结合型模杯及文胸