一种网络滤波器外壳L型金属引脚结构及其生产工艺
文献发布时间:2023-06-19 10:58:46
技术领域
发明涉及网络滤波器技术领域,尤其涉及一种网络滤波器外壳L型金属引脚结构及其生产工艺。
背景技术
电子网络滤器外壳的作用是保护及容纳在外壳内腔内部的电子,外壳内腔的电器组件通过外壳两侧外部的引脚端子连接与PCB板,现有金属引脚端子L型的网络滤器外壳结构包含壳体及两侧对称设置的L型引脚端子,并且L型引端子上未设置有挂线槽,客户端在绕漆包线过程中漆包线容易在引脚端子上滑落,及绕漆包线固定的位置无法准确定位。
现有金属引脚端子L型的网络滤器外壳在生产外壳的过程中,先对引脚端子镀镍镀锡后再进行切断连接引脚端子上的外连杆,变成单颗的网络滤器外壳,切去外连杆后引脚端子横切面会露出金属原本材料的横切面,所述横切面上未有镍锡层,由于客户后续使用时还需要对网络滤波器引脚端子进行焊锡工艺,由于产品运输至客户端及客户端未急时投入焊锡工艺,网络滤波器引脚端子的横切面极易造成氧化层产生,使得客户端在焊锡工艺中网络滤波器引脚端子的横切面容易出现虚焊产生,无法焊上新锡,使得网络滤波器外壳交至客户端焊锡工艺品质无法有效的控制,导致产品质量不稳定,返修率高,因此,为了解决此类问题,我们提出了一种网络滤波器外壳L型金属引脚结构及其生产工艺。
发明内容
发明提出的一种网络滤波器外壳L型金属引脚结构及其生产工艺,解决了漆包线容易在引脚端子上滑落和焊锡工艺品质无法有效的控制,导致产品质量不稳定的问题。
为了实现上述目的,发明采用了如下技术方案:
一种网络滤波器外壳L型金属引脚结构,包括底面,所述底面的两端设置有侧面,所述底面的底端设置有正面,所述述底面的两侧内壁设置有第二引脚端子,所述第二引脚端子沿底面的长度方向均匀设置,所述第二引脚端子以底面的中轴线呈对称设置,所述侧面的内壁设置有理线槽,所述理线槽与第二引脚端子相匹配,所述第二引脚端子的侧壁设置有挂线槽,所述第二引脚端子的一侧设置有固定面。
优选的,所述底面和正面为雾面,所述侧面为亮面,所述正面和底面上对应位置均设置有第一脚位识别记号,且第一脚位识别记号的深度为0.1mm-0.2mm。
优选的,所述第二引脚端子远离侧面的一端设置有横切面,所述第二引脚端子外壁设置有爬锡斜面区域。
优选的,所述第二引脚端子由材料板冲压一体成型,所述材料板包括第一连接杆、定位孔、固定修边和修边块,所述材料板的侧壁设置有引脚形状和预切槽。
优选的,所述第二引脚端子的一端设置有第一引脚端子,所述第一引脚端子和第二引脚端子之间设置有裁切区域,所述第二引脚端子远离第一引脚端子的一端设置有凸缘,所述正面远离第一连接杆的一侧设置有第二连接杆。
一种网络滤波器外壳L型金属引脚结构的生产工艺,括如下步骤:
S1:将材料板放入冲压连续模具中进行冲压一体弯折成型的一道工序,首先在材料板的一侧冲压出定位孔,通过定位孔与模具之间进行定位,精准冲压下料;
然后,在定位孔一侧的材料板上冲压出预切槽;
预切槽经过折弯成为后续的裁剪区域,外连杆沿着预切槽切除,后形成爬锡斜面区域,利于爬锡;
之后在对材料板的侧边进行固定修边,确保料宽尺寸精度符合要求;
之后沿着预切槽冲压出引脚形状和内连杆,经过数个冲压空位后,将内连杆切除,形成端子引脚组,再对端子引脚组冲压修边;
然后将端子引脚组折弯90-95°;
S2:注塑成型:将半成品两两对称设置,在对称设置的半成品上注塑形成数个塑胶壳,且每个塑胶壳形成于对称设置的两个半成品上的两组端子引脚组的第一弯折部上,并在塑胶壳上形成有外端子引脚组与内端子引脚组,外端子引脚组与外连杆连接,内端子引脚组上的凸缘埋在侧面中,然后将内端子引脚组上的凸缘与侧面注塑成型,凸缘有利于端子埋在胶体里定位,防止上下产生移动;
S3:烘烤:将注塑成型的成品进行烘烤,从而释放成品内部的内应力,烤箱设置在135℃-145℃下烘烤2h-3h;
S4:毛边处理:然后将烘烤完毕的成品进行毛边处理;将烘烤后的半成品放入喷砂机的轨道内,打开输送带调整喷砂枪头,对准半成品所需处理毛边部位;打开喷砂枪头的气压开关,将气压调整为35-50KG;打开吸砂机,再打开输送带和各喷砂气压,进行喷砂去除毛边;
S5:电镀:然后通过电镀的方式将成型的引脚表面镀一层金属保护层;
S6:切连接杆:通过裁剪区域将第一引脚端子和第二引脚端子进行裁剪,从而去掉第一连接杆和第二连接杆,使得成数个网络滤波器外壳,然后同步进吸塑管包装;
S7:制得成品。
发明的有益效果为:
1、网络滤波器外壳L型金属引脚端子固定面设置有楔形斜面结构,整条电镀后切除第一连接杆和第二连接杆,裁切位置在裁剪区域上裁切断,使引脚端子横切露铜面积大大减少,另引脚端子为电镀后再裁切,通过模具裁切间隙,减少在切断过程中横切面同步切同步挤压,使部分电镀层附着在切断面上,通过这两种加工方法,从而提高了产品可焊性要求与抗氧化能力,该网络滤波器外壳两侧的引脚端子前端设置有楔形结构斜面,此楔形结构斜面设计更有效的提高客户端焊接PCB板时固定面与PCB板连接更牢固,使外壳焊脚部与PCB板焊接时容易焊锡,有利于锡顺着楔形结构的斜面爬锡包裹焊接端,防止虚焊产生,确保导电性良好,提升产品安全性能。
2、网络滤波器外壳设置理线槽有利于漆包线顺理线槽绕线至端子引脚挂线槽上固定,绕线效率高,且理线槽有利于漆包线与前一引脚上漆包线彼此隔离,防止短路不良。
综上所述,该装置能够有效防止虚焊产生,确保导电性良好,提升产品安全性能,同时绕漆包线生产效率高,品质稳定,方便使用。
附图说明
图1为发明的端子制作工艺步骤示意图。
图2为发明的端子的结构示意图。
图3为发明图2中A处的放大结构示意图。
图4为发明的注塑成型的结构示意图。
图5为发明的图4中B的放大图。
图6为发明的注塑成型的结构正视图。
图7为发明的注塑成型的结构侧视图。
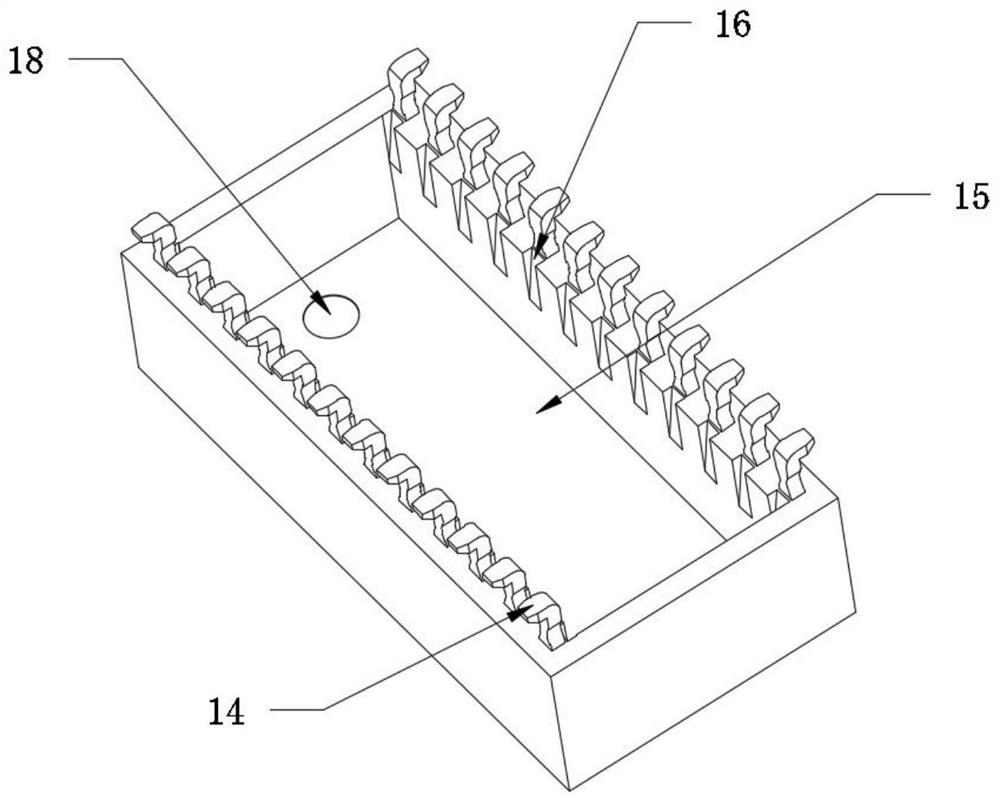
图8为发明外壳的结构示意图。
图9为发明外壳的底面结构示意图。
图10为发明外壳的侧面结构示意图。
图中标号:1、第一连接杆;2、定位孔;3、第一引脚端子;4、挂线槽;5、第二引脚端子;7、凸缘;8、修边块;9、预切槽;10、固定修边;11、引脚形状;12、第二连接杆;13、裁切区域;14、固定面;15、底面;16、理线槽;17、爬锡斜面区域;18、第一脚位识别记号;19、侧面;20、正面;21、横切面;22、材料板。
具体实施方式
为使发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述发明。
在发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置;发明中提供的用电器的型号仅供参考。对于本领域的普通技术人员而言,可以根据实际使用情况更换功能相同的不同型号用电器,对于本领域的普通技术人员而言,可以具体情况理解上述术语在发明中的具体含义。
参照图1-9,一种网络滤波器外壳L型金属引脚结构,包括底面15,所述底面15的两端设置有侧面19,所述底面15的底端设置有正面20,所述底面15的两侧内壁设置有第二引脚端子5,所述第二引脚端子5沿底面19的长度方向均匀设置,所述第二引脚端子5以底面15的中轴线呈对称设置,所述侧面19的内壁设置有理线槽16,所述理线槽16与第二引脚端子5相匹配,所述第二引脚端子5的侧壁设置有挂线槽4,所述第二引脚端子5的一侧设置有固定面14,所述底面15和正面20为雾面,所述侧面19为亮面,所述正面20和底面15上对应位置设置有第一脚位识别记号18,且第一脚位识别记号18的深度为0.1mm-0.2mm左右,所述第二引脚端子5远离侧面19的一端设置有横切面21,所述第二引脚端子5外壁设置有爬锡斜面区域17,所述第二引脚端子5由材料板22冲压一体成型,所述材料板22包括第一连接杆1、定位孔2、固定修边10和修边块8,所述材料板22的侧壁设置有引脚形状11和预切槽9,所述第二引脚端子5的一端设置有第一引脚端子3,所述第一引脚端子3和第二引脚端子5之间设置有裁切区域13,所述第二引脚端子5远离第一引脚端子3的一端设置有凸缘7,所述正面20远离第一连接杆1的一侧设置有第二连接杆12。
一种网络滤波器外壳L型金属引脚结构的生产工艺:包括如下步骤:
S1:将材料板22放入冲压连续模具中进行冲压一体弯折成型的一道工序,首先在材料板22的一侧冲压出定位孔2,通过定位孔2与模具之间进行定位,精准冲压下料;
然后,在定位孔2一侧的材料板22上冲压出预切槽9;
预切槽9经过折弯成为后续的裁剪区域13,外连杆沿着预切槽9切除,后形成爬锡斜面区域17,利于爬锡;
之后在对材料板22的侧边进行固定修边10,确保料宽尺寸精度符合要求;
之后沿着预切槽9冲压出引脚形状11和内连杆,经过数个冲压空位后,将内连杆8切除,形成端子引脚组,再对端子引脚组冲压修边;
然后将端子引脚组折弯90-95°;
S2:注塑成型:将半成品两两对称设置,在对称设置的半成品上注塑形成数个塑胶壳,且每个塑胶壳形成于对称设置的两个半成品上的两组端子引脚组的第一弯折部上,并在塑胶壳上形成有外端子引脚组与内端子引脚组,外端子引脚组与外连杆连接,内端子引脚组上的凸缘7埋在侧面19中,然后将内端子引脚组上的凸缘7与侧面19注塑成型,凸缘7有利于端子埋在胶体里定位,防止上下产生移动问题;
S3:烘烤:将注塑成型的成品进行烘烤,从而释放成品内部的内应力,而烘烤的条件是在135℃-145℃下烘烤2h-3h;
S4:毛边处理:然后将烘烤完毕的成品进行毛边处理;将烘烤后的半成品放入喷砂机的轨道内,打开输送带调整喷砂枪头,对准半成品所需处理毛边部位;打开喷砂枪头的气压开关,将气压调整为35-50KG;打开吸砂机,再打开输送带和各喷砂气压,进行喷砂去除毛边;
S5:电镀:然后通过电镀的方式将成型的引脚表面镀一层金属保护层;
S6:切连接杆:通过裁剪区域13将第一引脚端子3和第二引脚端子5进行裁剪,从而去掉第一连接杆1和第二连接杆12,使得成数个网络滤波器外壳,然后同步进吸塑管包装;
S7:制得成品。
以上显示和描述了发明的基本原理和主要特征和发明的优点,对于本领域技术人员而言,显然发明不限于上述示范性实施例的细节,而且在不背离发明的精神或基本特征的情况下,能够以其他的具体形式实现发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种网络滤波器外壳L型金属引脚结构及其生产工艺
- 一种网络滤波器外壳L型金属引脚结构