一种热镀锌螺栓生产强度检测系统及检测方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及热镀锌螺栓领域,具体提出了一种热镀锌螺栓生产强度检测系统及检测方法。
背景技术
螺栓是一种配用螺母的圆柱形带螺纹的紧固件,并且螺栓需要和螺母配合,用于紧固连接两个带有通孔的零件,在生活当中和工业生产中我们经常会看到螺栓的身影,螺栓又被称为工业之米,其运用非常的广泛,常见的有电子产品、机械产品、电力设备和数码产品等等,并且螺栓还具有不同的形状,按照头部的形状来划分的话,有六角头的、圆头的、方形头的、沉头的等等,螺栓在不同领域使用,对螺栓的要求也各不相同,可将按照强度分为不同的等级,比如普通螺栓和高强度螺栓,在这其中高强度螺栓具有施工简单,受力性能好的特点,其中最具有代表性的为热镀锌螺栓。
热镀锌螺栓是属于一种高强度的螺栓,将热镀锌螺栓生产出来后对需要对其进行强度检测,目前螺栓强度的检测主要通过人工目视的方式进行检测,观察螺栓的表面是否出现缺陷和裂纹来排除不良品,这种检测方法存在不少的问题:
(一)首先传统的人工目视检测方式太过于单一,无法真正检测出热镀锌螺栓的强度,只是针对螺栓的表面进行简单的观察。
(二)其次对于不同尺寸的螺栓,人工观察的方法合格率不高,对于一些小尺寸的螺栓检查不够细致。
针对上述的情况,本发明提出了一种热镀锌螺栓生产强度检测系统及检测方法。
发明内容
(一)要解决的问题
本发明可以解决上述背景技术中所提到的所有问题。
(二)技术方案
为了实现上述目的,本发明采用以下技术方案,一种热镀锌螺栓生产强度检测系统,包括底板、夹持机构与检测机构,所述底板上固定安装有夹持机构,底板上固定连接有检测机构,检测机构位于夹持机构的左方。
所述夹持机构包括夹持作业框、夹持板、固定框、夹持杆、放置槽、限位块与挤压模块,底板上固定安装有夹持作业框,夹持作业框的上端固定安装有夹持板,夹持板上均匀的贯穿开设有放置槽,且夹持板为空心结构,夹持板的内部均匀的固定安装有固定框,固定框与夹持板上的放置槽一一对应设置,且放置槽与固定框同心设置,固定框的内壁上均开设有滑动孔,夹持杆滑动穿过固定框上的滑动孔,且夹持杆远离固定框的位置处固定安装有限位块,限位块滑动设置在夹持板的内部,夹持杆位于限位块和固定框之间的部分套设有弹簧,夹持板的上端固定安装有挤压模块。
所述检测机构包括检测电机、转动圆板、弧形槽、滑动柱、辅助柱、检测作业框与卡接模块,夹持作业框内部的下端固定安装有检测电机,检测电机的输出轴朝上设置,且检测电机的输出轴上固定安装有检测作业框,检测作业框通过支架固定在夹持作业框上,检测作业框的内部转动连接有转动圆板,转动圆板沿中心线的位置均匀的开设有弧形槽,弧形槽的内部滑动设置有滑动柱,滑动柱与辅助柱的一端固定连接,辅助柱的另一端滑动穿过检测作业框设置,辅助柱远离转动圆板的一端设置有卡接模块。
作为本发明的优选技术方案,所述夹持杆靠近放置槽的一侧为斜面结构,并且夹持杆靠近放置槽一侧的下端固定安装有支撑块,支撑块为L形结构,支撑块远离夹持杆的一端为弧形结构。
作为本发明的优选技术方案,所述夹持杆靠近支撑块的附近处均开设有卡接槽,调节支链中的挤压杆能够插入到卡接槽内,此时施加一定的压力,能够促使夹持杆不会发生位移,从而保证夹持杆夹持的稳定,避免夹持杆在向下的外力下出现松弛的现象,同时卡接槽主要是限位的作用,对夹持杆进行限位。
作为本发明的优选技术方案,所述挤压模块包括支撑架、水平板、伸缩气缸、连接架、挤压柱与调节支链,夹持板的上端等间距固定安装有支撑架,支撑架的上端固定安装有水平板,水平板的上端固定安装有伸缩气缸,伸缩气缸的输出端朝下设置,且伸缩气缸的输出端与连接架相连,连接架上固定安装有均匀的挤压柱,且挤压柱与夹持板上均匀贯穿开设的放置槽一一对应设置,挤压柱上设置有调节支链;具体工作时,当夹持机构的夹持杆和支撑块将热镀锌螺栓夹持固定之后,伸缩气缸启动,伸缩气缸的输出端推动连接架向下运动,同时连接架上的挤压柱对夹持后的热镀锌螺栓进行挤压,挤压模块能够在夹持机构夹持固定热镀锌螺栓之后,对热镀锌螺栓的头部施加一个向下的压力,避免在进行检测的过程中,热镀锌螺栓因为巨大的外力出现倾斜飞出的现象,同时热镀锌螺栓能够进一步的提高螺栓的稳定性。
作为本发明的优选技术方案,所述调节支链包括调节框、弹簧杆、移动板、移动条与挤压杆,所述挤压柱为朝下设置,且挤压柱远离连接架的一端固定安装有调节框,调节框的内部等间距排列分布有弹簧杆,弹簧杆的一端固定安装在调节框的内部,弹簧杆的另一端与挤压杆相连,挤压杆上均匀的贯穿设置有穿孔,穿孔内滑动设置有移动条,移动条滑动穿过调节框设置;具体工作时,当挤压柱向下对热镀锌螺栓的头部进行挤压时,挤压杆下端连接的调节框跟随运动,调节框内部的挤压杆首先接触到夹持杆、支撑块与热镀锌螺栓,随后挤压杆在弹簧杆的作用下逐渐出现不同程度的压缩,挤压杆此时会跟随其接触到的结构的形状慢慢变形,随后挤压移动条,移动条卡接在挤压杆上的条形槽内,促使挤压杆被固定住,挤压杆不会因为外力的作用而出现变形,如此同时,挤压杆配合调节框能够对热镀锌螺栓进行一个挤压,促使热镀锌螺栓的头部能够被紧密的包裹固定,从而进一步的提高夹持的稳定性。
作为本发明的优选技术方案,所述卡接模块包括卡接柱、卡接板、弹簧伸缩杆、卡接球与检测柱,辅助柱的外侧端固定安装有卡接柱,卡接柱的内部固定安装有卡接板,卡接板的上下两端均匀的固定安装有弹簧伸缩杆,弹簧伸缩杆的外侧端与卡接球相连,卡接柱上均匀的开设有圆孔,卡接球滑动卡接在圆孔内,卡接柱的外壁上套设有检测柱;具体工作时,当检测机构在检测之前,拉动检测柱,检测柱对卡接球进行挤压,卡接球在受到挤压之后通过弹簧伸缩杆向卡接柱的内部进行收缩,初始状态下,检测柱是紧密贴合在辅助柱上的,当检测机构这检测柱处于上述的位置进行检测之后,调节检测柱向前前进一个卡接球的位置,随后检测机构继续进行检测,对检测的结构进行记录,随后再次调节两个卡接球的位置进行检测,一次类推,重复上述的位置,直至螺栓严重变形损坏,记录热镀锌螺栓的最大承受力量的点和一般情况所能够承受的力量。卡接模块和检测模块相互配合,通过改变检测柱的长度实现不同力量的改变,从而对热镀锌螺栓进行生产强度检测,从而提高检测的准确性,保证检测的合格率和高效性。
作为本发明的优选技术方案,所述辅助柱的侧端开设有环形槽,环形槽内滑动设置有滑动环,滑动环能够在滑动的过程中将卡接球挤压进卡接柱的内部,随后将滑动环和检测柱一起移动,从而能够保证检测柱的往复移动,能够实现检测柱的任意移动。
此外,本发明还提供了一种热镀锌螺栓生产强度检测系统的检测方法具体包括以下步骤:
S1、准备作业:将随机抽检出来的热镀锌螺栓一一放置到夹持机构中夹持板上开设的放置槽内;
S2、产品夹持:通过夹持机构对放置槽内的热镀锌螺栓进行夹持,通过挤压模块对夹持后的热镀锌螺栓的头部进行挤压固定;
S3、产品检测:通过检测机构中的检测柱对热镀锌螺栓进行检测,同时通过卡接模块调节检测柱的长度来间接的改变检测的力度;
S4、数据收集:对检测后的结果进行观察,并且对其进行数据统计,从而得出结论。
(三)有益效果
1.本发明提供一种热镀锌螺栓生产强度检测系统及检测方法,夹持机构主要能够针对圆形头部的热镀锌螺栓进行夹持,并且夹持机构能够针对不同尺寸的圆形热镀锌螺栓进行夹持,从而提高设备的利用率,通过支撑块的包裹与弹簧其强大的压缩力,实现夹持杆对热镀锌螺栓进行夹持,避免热镀锌螺栓随意移动。
2.本发明提供一种热镀锌螺栓生产强度检测系统及检测方法,本发明能够大幅度的提高热镀锌螺栓的强度检测,优于传统的观察法,并且本发明能够针对不用的尺寸的热镀锌螺栓进行检测,提高了检测的效率。
3.本发明提供一种热镀锌螺栓生产强度检测系统及检测方法,检测机构主要能够通过改变检测柱的长度,从而保证检测的力度不端的加大,从而对热镀锌螺栓进行不同力度的强度检测,并且卡接模块和检测模块相互配合,通过改变检测柱的长度实现不同力量的改变,从而对热镀锌螺栓进行生产强度检测,从而提高检测的准确性,保证检测的合格率和高效性。
4.本发明提供一种热镀锌螺栓生产强度检测系统及检测方法,挤压模块能够在夹持机构夹持固定热镀锌螺栓之后,对热镀锌螺栓的头部施加一个向下的压力,避免在进行检测的过程中,热镀锌螺栓因为巨大的外力出现倾斜飞出的现象,同时热镀锌螺栓能够进一步的提高螺栓的稳定性。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的第一视角结构示意图;
图2是本发明的第二视角结构示意图;
图3是本发明检测机构的结构示意图;
图4是本发明夹持机构的第一视角局部剖视图;
图5是本发明图4中的A处放大图;
图6是本发明夹持机构的第二视角局部剖视图;
图7是本发明调节模块的剖视图;
图8是本发明检测机构的局部剖视图;
图9是本发明图8中的B处放大图;
图10是本发明的流程图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
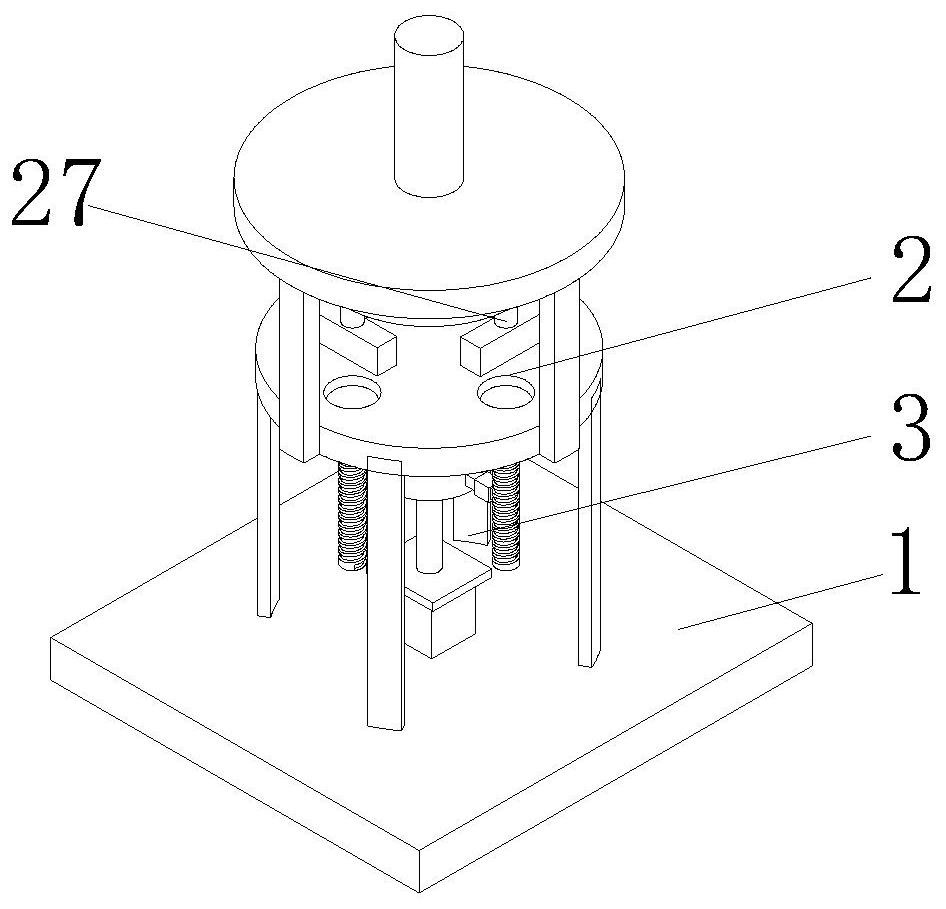
如图1至图10所示,一种热镀锌螺栓生产强度检测系统,包括底板1、夹持机构2与检测机构3,所述底板1上固定安装有夹持机构2,底板1上固定连接有检测机构3,检测机构3位于夹持机构2的左方;具体工作时,通过夹持机构2对热镀锌螺栓进行夹持固定,随后通过检测机构3对夹持后的热镀锌螺栓进行检测,本发明针对的热镀锌螺栓主要是头部为圆形结构,并且热镀锌螺栓具有多种不同的尺寸。
所述夹持机构2包括夹持作业框21、夹持板22、固定框23、夹持杆24、放置槽25、限位块26与挤压模块27,底板1上固定安装有夹持作业框21,夹持作业框21的上端固定安装有夹持板22,夹持板22上均匀的贯穿开设有放置槽25,且夹持板22为空心结构,夹持板22的内部均匀的固定安装有固定框23,固定框23与夹持板22上的放置槽25一一对应设置,且放置槽25与固定框23同心设置,固定框23的内壁上均开设有滑动孔,夹持杆24滑动穿过固定框23上的滑动孔,且夹持杆24远离固定框23的位置处固定安装有限位块26,限位块26滑动设置在夹持板22的内部,夹持杆24位于限位块26和固定框23之间的部分套设有弹簧,夹持板22的上端固定安装有挤压模块27;具体工作时,将随机抽检出来的热镀锌螺栓放置到夹持板22上的放置槽25内,并且热镀锌螺栓需要头部朝上,热镀锌螺栓的螺杆朝下放置,当热镀锌螺栓放置到夹持板22上的放置槽25内,热镀锌螺栓的螺杆挤压夹持杆24,因为夹持杆24独特的斜面结构,热镀锌螺栓在挤压夹持杆24的时候,夹持杆24从放置槽25的中间被挤到放置槽25的四周,随后热镀锌螺栓的头部抵靠在支撑块28上,并且支撑块28对热镀锌螺栓的头部进行夹持固定,防止在质量检测的过程中,出现热镀锌螺栓掉落的现象,夹持机构2主要能够针对圆形头部的热镀锌螺栓进行夹持,并且夹持机构2通过对不同尺寸的圆形热镀锌螺栓进行夹持,从而提高设备的利用率,通过支撑块28的包裹与通弹簧其强大的压缩力,实现夹持杆24对热镀锌螺栓进行夹持,避免热镀锌螺栓随意移动。
所述检测机构3包括检测电机31、转动圆板32、弧形槽33、滑动柱34、辅助柱35、检测作业框36与卡接模块39,夹持作业框21内部的下端固定安装有检测电机31,检测电机31的输出轴朝上设置,且检测电机31的输出轴上固定安装有检测作业框36,检测作业框3通过支架固定在夹持作业框21上,检测作业框36的内部转动连接有转动圆板32,转动圆板32沿中心线的位置均匀的开设有弧形槽33,弧形槽33的内部滑动设置有滑动柱34,滑动柱34与辅助柱35的一端固定连接,辅助柱35的另一端滑动穿过检测作业框36设置,辅助柱35远离转动圆板32的一端设置有卡接模块39;具体工作时,检测电机31启动,检测电机31的输出端带动转动圆板32转动,转动圆板32在转动的过程中带动弧形槽33内的滑动柱34沿弧形槽33滑动,滑动柱34通过检测作业框36的限位,保证辅助柱35和滑动柱34只能够进行往复运动,辅助柱35在向外运动的过程中配合检测柱395对热镀锌螺栓的螺杆部分进行撞击,从而进一步的实现多热镀锌螺栓的质量检测,检测热镀锌螺栓的的强度,检测机构3主要能够通过改变检测柱395的长度,从而保证检测的力度不端的加大,从而对热镀锌螺栓进行不同力度的强度检测。
所述夹持杆24靠近放置槽25的一侧为斜面结构,并且夹持杆24靠近放置槽25一侧的下端固定安装有支撑块28,支撑块28为L形结构,支撑块28远离夹持杆24的一端为弧形结构。
所述挤压模块27包括支撑架271、水平板272、伸缩气缸273、连接架274、挤压柱275与调节支链276,夹持板22的上端等间距固定安装有支撑架271,支撑架271的上端固定安装有水平板272,水平板272的上端固定安装有伸缩气缸273,伸缩气缸273的输出端朝下设置,且伸缩气缸273的输出端与连接架274相连,连接架274上固定安装有均匀的挤压柱275,且挤压柱275与夹持板22上均匀贯穿开设的放置槽25一一对应设置,挤压柱275上设置有调节支链276;具体工作时,当夹持机构2的夹持杆24和支撑块28将热镀锌螺栓夹持固定之后,伸缩气缸273启动,伸缩气缸273的输出端推动连接架274向下运动,同时连接架274上的挤压柱275对夹持后的热镀锌螺栓进行挤压,挤压模块27能够在夹持机构2夹持固定热镀锌螺栓之后,对热镀锌螺栓的头部施加一个向下的压力,避免在进行检测的过程中,热镀锌螺栓因为巨大的外力出现倾斜飞出的现象,同时热镀锌螺栓能够进一步的提高螺栓的稳定性。
所述调节支链276包括调节框277、弹簧杆278、移动板279、移动条280与挤压杆281,所述挤压柱275为朝下设置,且挤压柱275远离连接架274的一端固定安装有调节框277,调节框277的内部等间距排列分布有弹簧杆278,弹簧杆278的一端固定安装在调节框277的内部,弹簧杆278的另一端与挤压杆281相连,挤压杆281上均匀的贯穿设置有穿孔,穿孔内滑动设置有移动条280,移动条280滑动穿过调节框277设置;具体工作时,当挤压柱275向下对热镀锌螺栓的头部进行挤压时,挤压杆281下端连接的调节框277跟随运动,调节框277内部的挤压杆281首先接触到夹持杆24、支撑块28与热镀锌螺栓,随后挤压杆281在弹簧杆278的作用下逐渐出现不同程度的压缩,挤压杆281此时会跟随其接触到的结构的形状慢慢变形,随后挤压移动条280,移动条280卡接在挤压杆281上的条形槽内,促使挤压杆281被固定住,挤压杆281不会因为外力的作用而出现变形,如此同时,挤压杆281配合调节框277能够对热镀锌螺栓进行一个挤压,促使热镀锌螺栓的头部能够被紧密的包裹固定,从而进一步的提高夹持的稳定性。
所述卡接模块39包括卡接柱391、卡接板392、弹簧伸缩杆393、卡接球394与检测柱395,辅助柱35的外侧端固定安装有卡接柱391,卡接柱391的内部固定安装有卡接板392,卡接板392的上下两端均匀的固定安装有弹簧伸缩杆393,弹簧伸缩杆393的外侧端与卡接球394相连,卡接柱391上均匀的开设有圆孔,卡接球394滑动卡接在圆孔内,卡接柱391的外壁上套设有检测柱395;具体工作时,当检测机构3在检测之前,拉动检测柱395,检测柱395对卡接球394进行挤压,卡接球394在受到挤压之后通过弹簧伸缩杆393向卡接柱391的内部进行收缩,初始状态下,检测柱395是紧密贴合在辅助柱35上的,当检测机构3这检测柱395处于上述的位置进行检测之后,调节检测柱395向前前进一个卡接球394的位置,随后检测机构3继续进行检测,对检测的结构进行记录,随后再次调节两个卡接球394的位置进行检测,一次类推,重复上述的位置,直至螺栓严重变形损坏,记录热镀锌螺栓的最大承受力量的点和一般情况所能够承受的力量。卡接模块39和检测模块相互配合,通过改变检测柱395的长度实现不同力量的改变,从而对热镀锌螺栓进行生产强度检测,从而提高检测的准确性,保证检测的合格率和高效性。
所述辅助柱35的侧端开设有环形槽,环形槽内滑动设置有滑动环30,滑动环30能够在滑动的过程中将卡接球394挤压进卡接柱391的内部,随后将滑动环30和检测柱395一起移动,从而能够保证检测柱395的往复移动,能够实现检测柱395的任意移动。
所述夹持杆24靠近支撑块28的附近处均开设有卡接槽,调节支链276中的挤压杆281能够插入到卡接槽内,此时施加一定的压力,能够促使夹持杆24不会发生位移,从而保证夹持杆24夹持的稳定,避免夹持杆24在向下的外力下出现松弛的现象,同时卡接槽主要是限位的作用,对夹持杆24进行限位。
此外,本发明还提供一种热镀锌螺栓生产强度检测系统的检测方法具体包括以下步骤:
S1、准备作业:将随机抽检出来的热镀锌螺栓一一放置到夹持机构2中夹持板22上开设的放置槽25内;
S2、产品夹持:通过夹持机构2对放置槽25内的热镀锌螺栓进行夹持,通过挤压模块27对夹持后的热镀锌螺栓的头部进行挤压固定;
S3、产品检测:通过检测机构3中的检测柱395对热镀锌螺栓进行检测,同时通过卡接模块39调节检测柱395的长度来间接的改变检测的力度;
S4、数据收集:对检测后的结果进行观察,并且对其进行数据统计,从而得出结论。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种热镀锌螺栓生产强度检测系统及检测方法
- 一种高强度高耐腐蚀热镀锌螺栓