一种全自动的纸板烫金模切机
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及烫金机技术领域,尤其是涉及一种全自动的纸板烫金模切机。
背景技术
烫金是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,烫金模切机就是完成烫金工艺的设备。现有的烫金模切机由于结构设计不合理,导致烫金、取料、下料等工序无法协同动作,属于半自动化生产线,且各个动作工序之间时间差,存在生产效率低下以及动作精度差等问题,需要因此有必要予以改进。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种改进取料机械手的纸板烫金机,实现箔卷放料、纸板取料上料、纸板切割、压合烫金、纸板取料下料以及成品传送多个工序协调动作于一体机,消除多个动作的时间差,提高设备生产效率以及产品良率。
为了实现上述目的,本发明所采用的技术方案是:一种全自动的纸板烫金模切机,其包括机架、多级联动驱动机构、安装于机架的上部的烫金机构、设置于烫金机构一侧的纸板储料机构、设置于烫金机构另一侧的箔卷放料机构以及安装于机架的下部的成品出料机构,纸板储料机构的上方或者一侧安装有模切机构,成品出料机构设置有下料传送带组件;
烫金机构设置有一固定于机架的被动压板和一滑动安装于机架的主动压板,主动压板与被动压板对合设置以形成一烫压工位,烫压工位的上方设置有一滑动安装于机架的取料机械手、下方设置有一滑动安装于机架的下料机械手,主动压板、下料传送带组件、取料机械手以及下料机械手均传动连接于多级联动驱动机构。
进一步的技术方案中,多级联动驱动机构设置有驱动电机、传动连接于驱动电机的驱动皮带轮、以及至少四组分别传动连接于驱动皮带轮的传动轴组件,一传动轴组件传动安装有用于驱动主动压板烫压纸板的烫压连杆摆臂组件、另一传动轴组件传动安装有用于驱动取料机械手弧形摆动取放料的取料连杆摆臂组件、另一传动轴组件传动安装有用于驱动下料机械手弧形摆动取下料的下料连杆摆臂组件、再一传动轴组件传动连接于下料传送带组件。
进一步的技术方案中,所述纸板储料机构设置有储料平台,所述成品出料机构设置有连接于下料传送带组件的出料平台,所述机架安装有平台升降驱动机构,平台升降驱动机构包括升降电机、相对于机架垂直设置的传动链条、连接于储料平台的上传动轴、连接于出料平台的下传动轴、装设于上传动轴的上传动齿轮、装设于下传动轴的下传动齿轮,传动链条传动连接于升降电机,上传动轴通过上传动齿轮传动连接于传动链条,下传动轴通过下传动齿轮传动连接于传动链条,且上传动齿轮与下传动齿轮左右交错设置在传动链条的两侧。
进一步的技术方案中,该纸板烫金机还设置有控制电路、用于提供气源的空压机和通过气管连接于空压机的电磁阀,所述取料机械手包括横向延伸设置的取料臂以及多个间隔安装于取料臂的真空吸料嘴,所述纸板储料机构安装有分料挡板,分料挡板的顶部开设有多个吹气嘴,真空吸料嘴以及吹气嘴经由气管连接于电磁阀;
电磁阀电性连接于控制电路,电磁阀具有吸气状态、吹气状态以及放气状态,至少在电磁阀处于吸气状态时,真空吸料嘴在负压作用下取料且吹气嘴闭合;至少在电磁阀处于吹气状态时,真空吸料嘴负压且吹气嘴吹气,以实现真空吸料嘴在取料时分料;至少在电磁阀处于放气状态时,真空吸料嘴解除负压以实现放料且吹气嘴闭合。
进一步的技术方案中,所述机架还安装有用于进一步解除真空吸料嘴负压的负压解除装置,负压接触装置包括转动安装于机架的限位转轴和一固定安装于机架的真空解除盒,真空解除盒的一端连接于真空吸料嘴、另一端连接于空压机;
限位转轴的端部设置有一与真空解除盒触碰配合的限位摆臂,限位转轴上转动安装有至少三个接触摆臂,机架对应各个接触摆臂的位置处设置有吸气限位开关、吹气限位开关以及放气限位开关吹气限位开关,吸气限位开关、放气限位开关以及吹气限位开关均电性连接于所述控制电路,至少在对应吸气限位开关的接触摆臂与吸气限位开关接触配合时,控制电路驱动电磁阀进入吸气状态;至少在对应吹气限位开关的接触摆臂与吹气限位开关接触配合时,控制电路驱动电磁阀进入吹气状态;
至少在对应放气限位开关的接触摆臂与放气限位开关接触配合时,控制电路驱动电磁阀进入放气状态时,限位摆臂打开真空解除盒的盒盖,进一步解除真空吸料嘴的负压状态。
进一步的技术方案中,所述下料机械手设置有第一下料臂、第二下料臂、多个间隔安装于第一下料臂的上夹头、多个安装于第二下料臂的下夹头以及用于驱动上夹头与下夹头对合夹取成品料的下料臂连杆组件,第一下料臂和第二下料臂分别铰连接于下料臂连杆组件,下料臂连杆组件设置有连杆铰接头,下料机械手经由连杆铰接头传动连接于所述下料连杆摆臂组件。
进一步的技术方案中,所述主动压板的下部设置有接料组件,接料组件包括一沿着主动压板的长度方向延伸设置的接料臂、多个间隔安装于接料臂的L型接料板以及一传动连接于驱动电机联轴组件的接料连杆组件,接料连杆组件传动连接于接料臂,以带动L型接料板伸入烫压工位接料或者推入烫压工位待下料。
进一步的技术方案中,所述烫压连杆摆臂组件设置有烫压连杆、转动连接于对应的传动轴组件的烫压凸轮以及转动安装于机架的烫压弧形摆臂,烫压弧形摆臂的活动端连接于主动压板,烫压连杆的一端转动连接于烫压凸轮、另一端铰接于烫压弧形摆臂的活动端。
进一步的技术方案中,所述取料连杆摆臂组件设置有传动连接于对应的传动轴组件的取料凸轮、与取料凸轮触碰配合的三角形支架、转动安装于机架的取料转轴、转动安装于取料转轴的第一取料连杆、铰接于取料转轴的第二取料连杆以及铰接于取料连杆的第三取料连杆,第一取料连杆与三角形支架铰接,取料机械手连接于第三取料连杆。
进一步的技术方案中,各个所述传动轴组件包括转动安装于机架的传动轴以及安装于传动轴的传动齿轮,相邻两个传动轴组件的传动齿轮相互啮合以实现各个传动轴组件联动转动,且至少有一个传动轴组件经由皮带传动连接于驱动皮带轮。
采用上述结构后,本发明和现有技术相比所具有的优点是:
1、烫金模切机构、纸板储料机构、箔卷放料机构、成品下料机构、模切机构、取料机械手和下料机械手之间相互配合,实现箔卷放料、纸板取料上料、纸板切割、压合烫金、纸板取料下料以及成品传送多个工序集一体机,其机械化程度高,实现了全自动烫金工序,提高设备生产效率。并通过多级联动驱动机构同时带动主动压板、取料机械手、下料机械手以及下料传送带组件动作,以同时实现取料上料、压合烫金、取料下料以及成品传送四个工序,消除多个动作的时间差,且多级联动驱动机构能够使得多个动作协同精准,从而提高设备的动作频率以及产品良率。
2、通过取料驱动机构在烫金机构与纸板储料机构之间往复运动,当真空吸料嘴运动到纸板储料机构的位置时,真空吸料嘴是保持负压状态以吸取叠放在储料平台内的纸板,当真空吸料嘴运动到烫金机构位置处时,真空吸料嘴解除真空状态放料,而电磁阀即能够控制真空吸料嘴的吸放气状态,又能在真空吸料嘴在负压吸料时同时驱动吹气嘴处于吹气状态,能够有效防止真空吸料嘴同时吸起两张纸板,起到防双张的作用,确保纸张是逐一被送入烫压工位内的,大大提高取料精准度以及产品良率。且机械结构之间的触碰配合以控制真空吸料嘴以及吹气嘴的气压状态,其相对于通过软件程序预设进出气体时间,能够更加精准实现取料和放料。
3、本发明设置有平台升降驱动机构,随着储料平台内的纸板逐一被取走时,出料平台内的纸板逐一堆叠时,上传动齿轮经由上传动轴带动储料平台抬高,同时的,下传动齿轮经由下传动轴带动出料平台下降,其结构设计巧妙,联动效果佳。
附图说明
下面结合附图和实施例对本发明进一步说明。
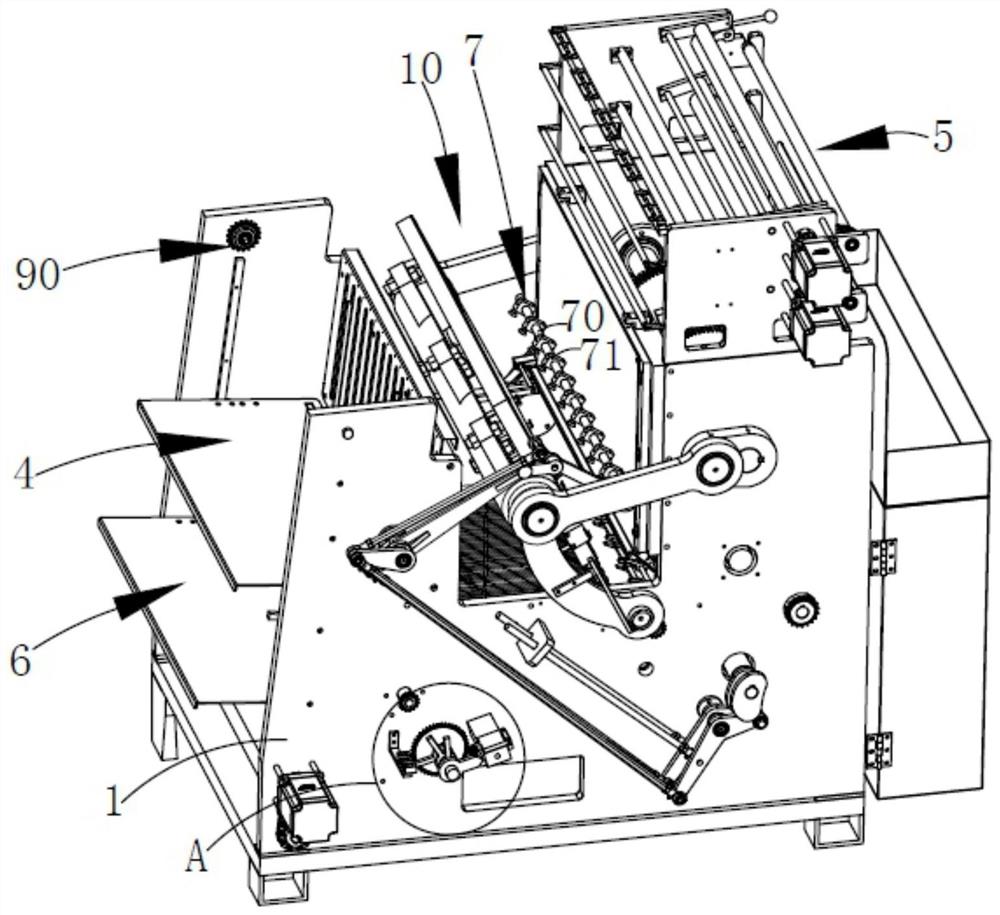
图1是本发明的结构示意图;
图2是本发明另一视角的结构示意图;
图3是多级联动驱动机构、烫金模切机构、取料机械手以及下料机械手的结构示意图;
图4是储料平台、出料平台以及平台升降驱动机构示意图;
图5是图1中A处的结构放大示意图;
图6是主动压板以及接料组件的结构示意图;
图7是图3中B处的的结构放大示意图。
具体实施方式
以下仅为本发明的较佳实施例,并不因此而限定本发明的保护范围。
如图1至7所示,本发明提供的一种全自动的纸板烫金模切机,其包括机架1、多级联动驱动机构2、安装于机架1的上部的烫金机构3、设置于烫金机构3一侧的纸板储料机构4、设置于烫金机构3另一侧的箔卷放料机构5以及安装于机架1的下部的成品出料机构6,纸板储料机构4的上方或者一侧安装有模切机构,成品出料机构6设置有下料传送带组件60;
烫金机构3设置有一固定于机架1的被动压板30和一滑动安装于机架1的主动压板31,主动压板31与被动压板30对合设置以形成一烫压工位10,烫压工位10的上方设置有一滑动安装于机架1的取料机械手7、下方设置有一滑动安装于机架1的下料机械手8,主动压板31、下料传送带组件60、取料机械手7以及下料机械手8均传动连接于多级联动驱动机构2。本发明通过烫金模切机构3、纸板储料机构4、箔卷放料机构5、成品下料机构6、模切机构、取料机械手和下料机械手8之间相互配合,实现箔卷放料、纸板取料上料、纸板切割、压合烫金、纸板取料下料以及成品传送多个工序集一体机,其机械化程度高,实现了全自动烫金工序,提高设备生产效率。并通过多级联动驱动机构2同时带动主动压板31、取料机械手7、下料机械手8以及下料传送带组件60动作,以同时实现取料上料、压合烫金、取料下料以及成品传送四个工序,消除多个动作的时间差,且多级联动驱动机构2能够使得多个动作协同精准,从而提高设备的动作频率以及产品良率。
较佳的,如图2-图3所示,多级联动驱动机构2设置有驱动电机20、传动连接于驱动电机20的驱动皮带轮21、以及至少四组分别传动连接于驱动皮带轮21的传动轴组件22,一传动轴组件22传动安装有用于驱动主动压板31烫压纸板的烫压连杆摆臂组件23、另一传动轴组件22传动安装有用于驱动取料机械手7弧形摆动取放料的取料连杆摆臂组件24、另一传动轴组件22传动安装有用于驱动下料机械手8弧形摆动取下料的下料连杆摆臂组件25、再一传动轴组件22传动连接于下料传送带组件60。
较佳的,所述烫压连杆摆臂组件23设置有烫压连杆230、转动连接于对应的传动轴组件22的烫压凸轮231以及转动安装于机架的烫压弧形摆臂232,烫压弧形摆臂232的活动端连接于主动压板31,烫压连杆230的一端转动连接于烫压凸轮231、另一端铰接于烫压弧形摆臂232的活动端。在烫金时,传动轴组件22带动烫压凸轮231转动,烫压凸轮231经由烫压连杆230带动烫压弧形摆臂232朝向被动压板30摆动,使得主动压板31将纸板压合在被动压板30上完成烫金工序。
较佳的,所述取料连杆摆臂组件24设置有传动连接于对应的传动轴组件22的取料凸轮240、与取料凸轮240触碰配合的三角形支架241、转动安装于机架的取料转轴242、转动安装于取料转轴242的第一取料连杆243、铰接于取料转轴242的第二取料连杆244以及铰接于取料连杆244的第三取料连杆245,第一取料连杆243与三角形支架241铰接,取料机械手7连接于第三取料连杆245。取料时,取料凸轮240带动三角形支架241相对摆动,使得第一取料连杆243带动第二取料连杆244和第三取料连杆245联动,第三取料连杆245带动取料机械手7在烫金模切机构3与纸板储料机构4之间弧形往复移动,也即,当主动压板31朝向被动压板30压合时,取料机械手7退出烫压工位10并朝向纸板储料机构4移动。
较佳的,各个所述传动轴组件22包括转动安装于机架1的传动轴220以及安装于传动轴220的传动齿轮221,相邻两个传动轴组件22的传动齿轮221相互啮合以实现各个传动轴组件22联动转动,且至少有一个传动轴组件22经由皮带传动连接于驱动皮带轮21,通过传动齿轮221的啮合顺序可以设定对应的传动轴220的转动方向,从而满足多个动作之间相互配合。
进一步的,所述纸板储料机构4设置有储料平台40,所述成品出料机构6设置有连接于下料传送带组件60的出料平台60,所述机架1安装有平台升降驱动机构9,平台升降驱动机构9包括升降电机90、相对于机架1垂直设置的传动链条、连接于储料平台40的上传动轴91、连接于出料平台60的下传动轴92、装设于上传动轴91的上传动齿轮93、装设于下传动轴92的下传动齿轮94,传动链条传动连接于升降电机90,上传动轴91通过上传动齿轮93传动连接于传动链条,下传动轴92通过下传动齿轮94传动连接于传动链条,且上传动齿轮93与下传动齿轮94左右交错设置在传动链条的两侧,随着传动链条传动时,上传动齿轮93和下传动齿轮94呈相反方向转动,随着储料平台40内的纸板逐一被取走时,出料平台60内的纸板逐一堆叠时,上传动齿轮93经由上传动轴91带动储料平台40抬高,同时的,下传动齿轮94经由下传动轴92带动出料平台60下降,其结构设计巧妙,联动效果佳。
更进一步的是,该纸板烫金机还设置有控制电路、用于提供气源的空压机和通过气管连接于空压机的电磁阀,所述取料机械手7包括横向延伸设置的取料臂70以及多个间隔安装于取料臂70的真空吸料嘴71,所述纸板储料机构4安装有分料挡板41,分料挡板41的顶部开设有多个吹气嘴410,真空吸料嘴71以及吹气嘴410经由气管连接于电磁阀。
其中,电磁阀电性连接于控制电路,电磁阀具有吸气状态、吹气状态以及放气状态,至少在电磁阀处于吸气状态时,真空吸料嘴71在负压作用下取料且吹气嘴410闭合;至少在电磁阀处于吹气状态时,真空吸料嘴71负压且吹气嘴410吹气,以实现真空吸料嘴71在取料时分料;至少在电磁阀处于放气状态时,真空吸料嘴71解除负压以实现放料且吹气嘴410闭合。本发明通过取料驱动机构在烫金机构与纸板储料机构4之间往复运动,当真空吸料嘴71运动到纸板储料机构4的位置时,真空吸料嘴71是保持负压状态以吸取叠放在储料平台40内的纸板,当真空吸料嘴71运动到烫金机构位置处时,真空吸料嘴71解除真空状态放料,而电磁阀即能够控制真空吸料嘴71的吸放气状态,又能在真空吸料嘴71在负压吸料时同时驱动吹气嘴410处于吹气状态,能够有效防止真空吸料嘴71同时吸起两张纸板,起到防双张的作用,确保纸张是逐一被送入烫压工位10内的,大大提高取料精准度以及产品良率。
较佳的,所述机架1还安装有用于进一步解除真空吸料嘴71负压的负压解除装置,负压接触装置包括转动安装于机架1的限位转轴72和一固定安装于机架1的真空解除盒73,真空解除盒73的一端连接于真空吸料嘴71、另一端连接于空压机;限位转轴72的端部设置有一与真空解除盒73触碰配合的限位摆臂75,限位转轴72上转动安装有至少三个接触摆臂74,机架1对应各个接触摆臂74的位置处设置有吸气限位开关11、吹气限位开关12以及放气限位开关13吹气限位开关12,吸气限位开关11、放气限位开关13以及吹气限位开关12均电性连接于所述控制电路,至少在对应吸气限位开关11的接触摆臂74与吸气限位开关11接触配合时,控制电路驱动电磁阀进入吸气状态;至少在对应吹气限位开关12的接触摆臂74与吹气限位开关12接触配合时,控制电路驱动电磁阀进入吹气状态;至少在对应放气限位开关13的接触摆臂74与放气限位开关13接触配合时,控制电路驱动电磁阀进入放气状态时,限位摆臂75打开真空解除盒73的盒盖,进一步解除真空吸料嘴71的负压状态。本发明通过机械结构之间的触碰配合以控制真空吸料嘴71以及吹气嘴410的气压状态,其相对于通过软件程序预设进出气体时间,能够更加精准实现取料和放料。
如图6所示,所述主动压板31的下部设置有接料组件32,接料组件32包括一沿着主动压板31的长度方向延伸设置的接料臂320、多个间隔安装于接料臂320的L型接料板321以及一传动连接于驱动电机联轴组件20的接料连杆组件322,接料连杆组件322传动连接于接料臂320,以带动L型接料板321伸入烫压工位10接料或者推入烫压工位10待下料。
如图7所示,所述下料机械手8设置有第一下料臂80、第二下料臂81、多个间隔安装于第一下料臂80的上夹头82、多个安装于第二下料臂81的下夹头83以及用于驱动上夹头82与下夹头83对合夹取成品料的下料臂连杆组件84,第一下料臂80和第二下料臂81分别铰连接于下料臂连杆组件84,下料臂连杆组件84设置有连杆铰接头85,下料机械手8经由连杆铰接头85传动连接于所述下料连杆摆臂组件25。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种全自动的纸板烫金模切机
- 一种新型全自动烫金模切机