一种自动铺层机及抓取方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于复合材料制备领域,具体涉及适用于有机板生产过程的连续纤维热塑性树脂预浸片的自动辅层机以及预浸片的抓取方法。
背景技术
热塑性树脂基复合材料主要有短纤维增强粒料(SFT)长纤维增强粒料(LFT)连续纤维增强预浸片(CFRTP)根据使用要求不同,树脂基体有PP、PE、PA等热塑性工程塑料,纤维种类包括玻璃纤维和碳纤维等。一般纤维体积含量约为20%~30%,最大可达到40%~70%。纤维的主要增强效果是提高强度和耐磨性,改善基体的耐热性和蠕变抗力,使用玻璃纤维和碳纤维增强的热塑性树脂,其拉伸强度和抗弯模量可提高2倍至6倍,但冲击强度有所降低。广泛用于汽车工业、化工、电子及航空工业。
现有的,如名称《热塑性树脂基复合材料自动铺带技术》的论文中记录的制备过程如下:“以一定的角度输送预浸带并通过恒定速率的压辊压在模具板上”。可见,现有的制备热塑性树脂基复合材料的铺层过程采用的是呈现一定夹角输入预浸带至模具板上,然后通过压辊制备。
采用上述文中的铺层手段,虽然可以实现连续铺层,但是在实际生产中,以一定夹角输入预浸带时,可能对预浸带产生拉伸作用,影响预浸带的厚度,在压辊压紧后出现产品缺陷。
可见,现有的热塑性树脂基复合材料的铺层设备生产不可靠,存在一定的质量风险。
发明内容
为了解决现有技术中热塑性树脂基复合材料的铺层设备生产不可靠的问题,本发明提供一种自动铺层机及抓取方法,采用裁剪机将预浸片裁剪成固定大小的快装板,然后通过抓取组件转移至放卷机上,该放卷机相当于现有技术中的模板。
为了实现上述目的,本发明采用的具体方案为:一种自动铺层机,片材裁切机的输出端与片材放卷机的输出端垂直设置,其技术方案在于:所述的抓取组件用于连续将片材裁切机剪裁的预浸片抓取后转移至片材放卷机放卷的有机板上;其中,所述的抓取组件包括机械手和抓取架;所述的抓取架设置在机械手的工作端,用于采集预浸片的图像并根据该图像调整抓取组件的位置后抓取预浸片,将预浸片水平旋转90°后将预浸片放置到有机板上。
其中,所述的抓取架包括用于与机械手工作端连接的连接部、用于抓取预浸片的负压吸盘、用于设置负压吸盘的支架以及设置在支架中部的对中机构;其中,所述的对中机构用于采集预浸片的图像;机械手根据该图像调整支架的位置,通过该图像水平旋转支架,使支架与该图像平行,利用对中机构找到预浸片的中心从而抓取预浸片。
一种如上述自动铺层机的抓取方法,其技术方案在于:包括以下步骤:
S1.机械手复位;
S2.机械手带动抓取架移动至预浸片的上方;
S3.通过对中机构采集预浸片的图像;
S4.然后,再根据S3步骤获得的预浸片的图像,将抓取架水平旋转,使抓取架与预浸片平行;
S5.根据S3步骤获得的预浸片的图像,水平移动抓取架,使抓取架的中心与预浸片的中心对应;
S6.通过抓取架将预浸片抓起,机械手复位;
S7.片材放卷机放卷距离与预浸片一致;
S8.机械手旋转90°,将预浸片放置在有机板的相应位置上。
有益效果:本发明适用于有机板生产过程的连续纤维热塑性树脂预浸片的自动生产;本文中片材放卷机放卷速度恒定,其放卷的距离等于片材载切机剪裁的预浸片的长度;而预浸片的宽度与放卷机放卷的底板的宽度一致。
利用片材放卷机连续输送底层的有机板,片材载切机载切出预浸片的片材,拍摄该预浸片的图像,利用图形处理手段,通过抓取架抓取该片材转运到底层上方,最终保证即使在片材载切机裁剪过程中,预浸片出现位置偏转,仍然可以最大限度的克服材料本身的缺陷和载切误差等所带来的片材的位置偏差,保证了有机板高精度的生产质量。
附图说明
图1为本发明的结构示意图。
图2为本发明中抓取架的结构示意图。
图3为图2的俯视图。
图4为图2的仰视图。
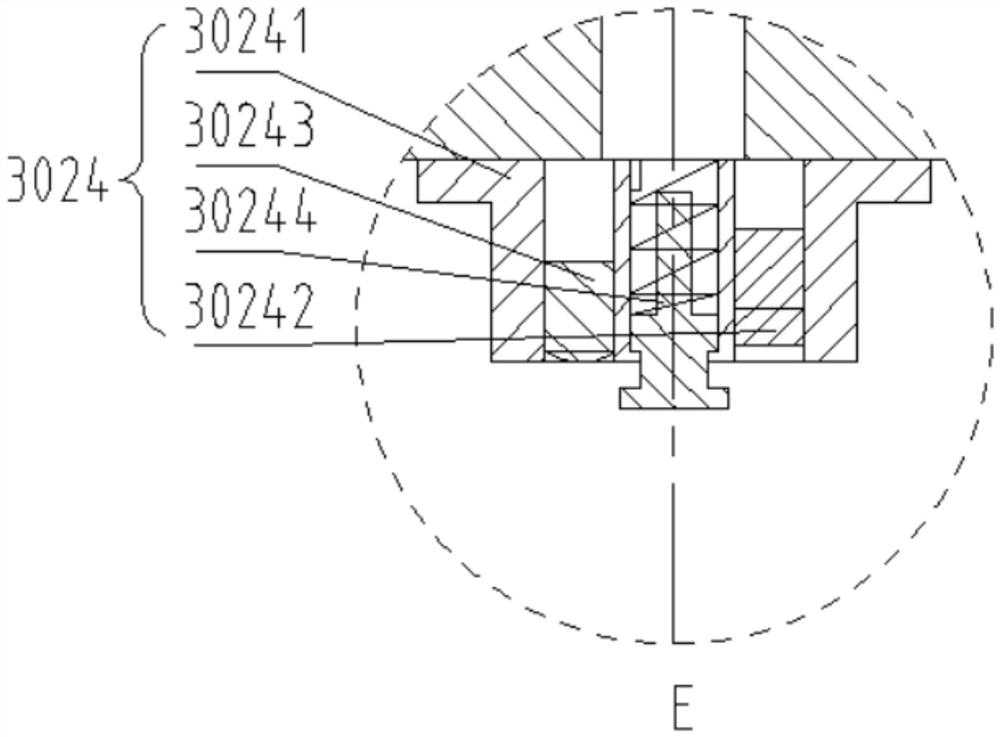
图5为图2中的E处放大图。
图6为图2中的F处放大图。
图7为本发明的示意图。
需要明确的是:图6中的十字为激光发生器30242发出的十字交叉线;在图6中的位于最左侧的图片中的虚线表示的是抓取架的位置;在图6中的位于中间的图片表示的是抓取架与图像边沿平行,此时抓取架以图片边沿为准。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
如图1,所述的一种自动铺层机,包括片材裁切机1、片材放卷机2以及抓取组件3;其中,片材裁切机1的输出端与片材放卷机2的输出端垂直设置,其特征在于:所述的抓取组件3用于连续将片材裁切机1剪裁的预浸片抓取后转移至片材放卷机2放卷的有机板上;其中,所述的抓取组件3包括机械手301和抓取架302;所述的抓取架302设置在机械手301的工作端,用于采集预浸片的图像并根据该图像调整抓取组件3的位置后抓取预浸片,将预浸片水平旋转90°后将预浸片放置到有机板上。
所述的机械手301可以是现有的六轴机械手。
如图2~6,所述的抓取架302包括用于与机械手301工作端连接的连接部3021、用于抓取预浸片的负压吸盘3022、用于设置负压吸盘3022的支架3023以及设置在支架3023中部的对中机构3024。其中,所述的对中机构3024用于采集预浸片的图像;机械手301根据该图像调整支架3023的位置,使对中机构3024位于预浸片的中心并通过该图像水平旋转支架3023,使支架3023与该图像平行,从而抓取预浸片。其中,连接部3021内设置有用于通过导线到外界的通孔。
上述的对中机构3024包括通过螺栓设置在支架3023上的连接法兰30241、设置在连接法兰30241内部的用于发出垂直十字交叉射线的激光发生器30242以及同样设置在连接法兰30241内部的用于拍摄预浸片图像的摄像头30243;优选的,该激光发生器30242与摄像头30243对称设置在连接法兰30241内部。
上述的连接法兰30241的中部还设置有用于检测支架3023到位的检测单元30244;该检测单元30244包括设置在连接法兰30241中部的压触件302441、同轴设置在压触件302441上的弹簧302442、设置在压触件302441上的永磁铁302443以及设置在连接法兰30241上的霍尔传感器302444;其中,所述的压触件302441的一端与预浸片接触;压触件302441的另一端设置永磁铁302443;霍尔传感器302444设置在连接法兰30241与永磁铁302443对应的位置,用于检测压触件302441与霍尔传感器302444之间的距离。
当压触件302441的一端与预浸片接触后,压缩弹簧302442,并使压触件302441的另一端的永磁铁302443与霍尔传感器302444接近后发出变化的电压信号;该电压信号的变化可以通过外接的控制单元,如单片机进行接收,并分析压触件302441是否压触到位。在其压触到位后,压缩弹簧302442,产生了电压信号,然后,负压吸盘3022开始工作产生负压,将预浸片抓取。
如图7,一种如上述自动铺层机的抓取方法,其技术方案在于:包括以下步骤:
S1.机械手301复位;
S2.机械手301带动抓取架302移动至预浸片的上方;
S3.通过对中机构3024采集预浸片的图像;
S4.然后,再根据S3步骤获得的预浸片的图像,将抓取架302水平旋转,使抓取架302与预浸片平行;
S5.根据S3步骤获得的预浸片的图像,水平移动抓取架302,使抓取架302的中心与预浸片的中心对应;
S6.通过抓取架302将预浸片抓起,机械手301复位,回到原始工位;该原始工位为0度工位,旋转90度后与片材放卷机2的输出端一致;
S7.片材放卷机2放卷距离与预浸片一致;
S8.机械手301旋转90°,将预浸片放置在有机板的相应位置上。
具体的,所述的S4步骤中,
S401.通过激光发生器30242在预浸片上形成十字亮线图形;
S402.在通过摄像头30243采集预浸片的图像后,在该图像上出现十字亮线;
S403.通过特征提取,提取十字亮线的位置;
S404.再提取该预浸片的图像中的边缘,并选取横竖各一条边缘;
S405.分别比较步骤S403与步骤S404中横向的边缘与亮线中的横条的夹角以及输的边缘与两线中竖条的夹角;
S406.根据S405步骤获得的夹角,通过机械手301水平转动抓取架302,使抓取架302与预浸片平行。
具体的,所述的S5步骤中,
S501.通过激光发生器30242在预浸片上形成十字亮线图形;
S502.在通过摄像头30243采集预浸片的图像后,在该图像上出现十字亮线;
S503.通过特征提取,提取十字亮线的位置;
S504.再提取该预浸片的图像中的边缘,并选取横竖各一条边缘;
S505.通过预浸片的图像中的两条横边与亮线中的横条的距离,获得预浸片的图像的竖直方向中点;再通过预浸片的图像中的两条竖边与亮线中的竖条的距离,获得预浸片的图像的水平方向中点;
S506.根据S505步骤获得的水平方向中点与竖直方向中点,通过机械手301水平移动抓取架302,到达预浸片的中心。
需要明确的是:S403中的特征提取、预浸片的图像中的边缘提取都属于现有技术,本文不做过多赘述。
具体的,在具体实施中,实施例:预浸片为800MM宽,0.15MM厚的PP基玻纤预浸片,通过本发明所述的装置和方法进行辅放,其辅放位置精度可达±0.5MM。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易变化或替换,都属于本发明的保护范围之内。因此本发明的保护范围所述以权利要求的保护范围为准。
- 一种自动铺层机及抓取方法
- 一种自动铺带铺层涂覆增黏剂的路径规划方法及运用其的增黏装置